

游标卡尺
游标卡尺是中等测量精度的量具,般可用来测量工件的长度、 深度、厚度、台阶高度外径、 内径等,如图1所示。

图1
游标卡尺不仅具有用途广、测量速度快、价格相对便宜等特点,而且不易锈蚀、保养容易、携带方便,因此在生产中应用广泛。
游标卡尺主要由主标尺和游标尺组合而成,如图2所示是带深度尺的游标卡尺各部分结构名称。
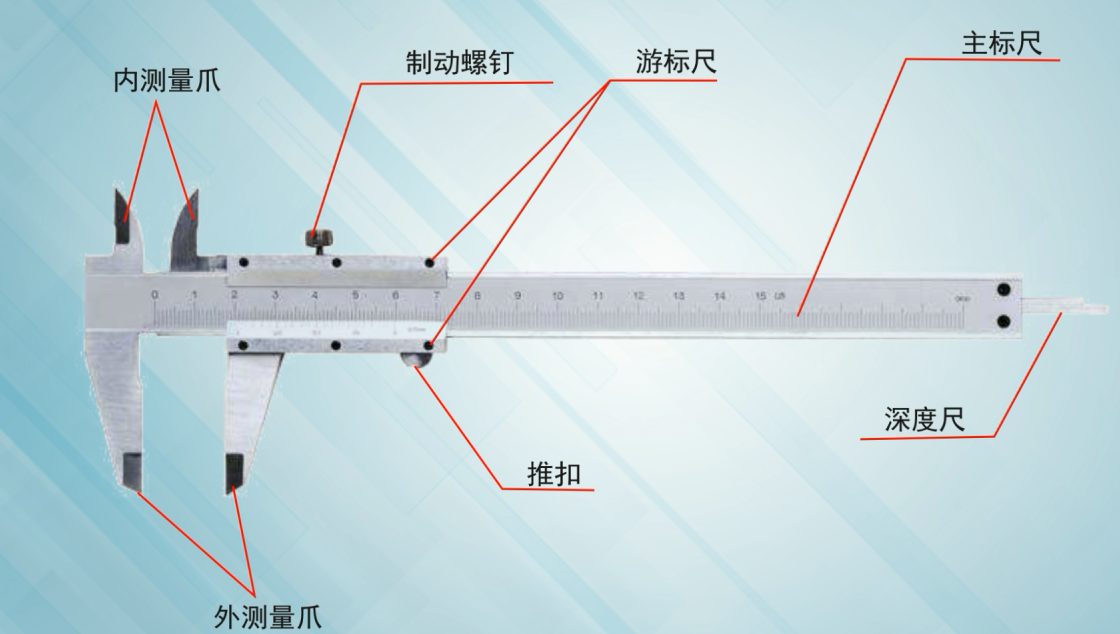
图2
外测量爪可以测量工件的外径、长皮,宽度厚皮等,内测量瓜可以测量工件的内径等,测深杆可以测量工件的深度、高度等。
游标卡尺的测量范围可分为0~ 125mm、0~ 150mm、0~ 200mm、0 ~ 300mm、0~ 500mm等多种,按分度值分有0.1mm、0.05mm、0.02mm 三种。
下面以分度值为0.02mm的游标卡尺为例,说明游标卡尺标尺原理及读数方法。
(1) 分度值为0.02mm游标卡尺的标尺原理擦净并贴合游标 卡尺两量爪测量面,此时主标尽和游标尽零线对齐,如图3所示。
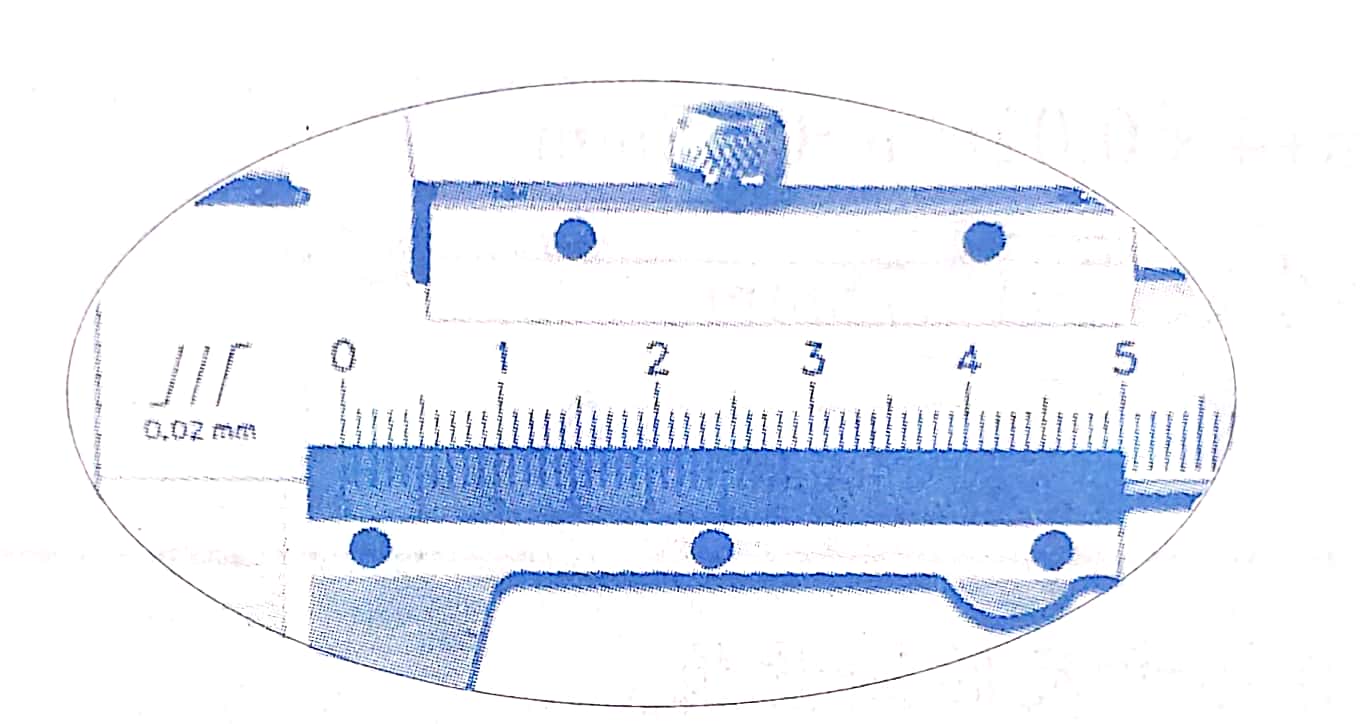
图3
注意观察游标尺左右两端刻线与主标尺对齐情况,放大图如图4所示。
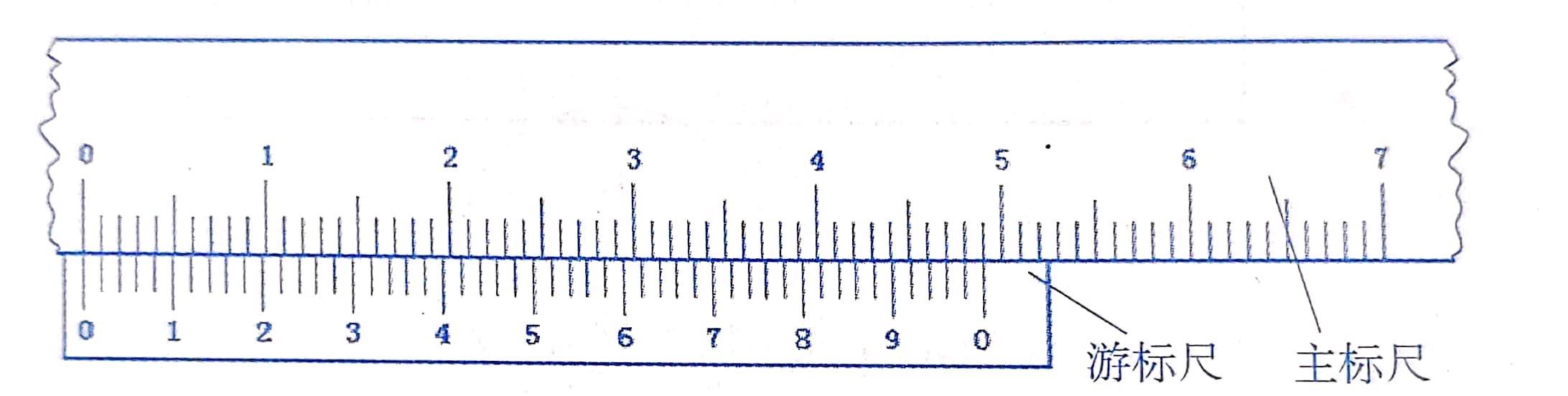
图4
图2中游标尺50格对准主标尺49格( 49mm,主标尺每格1mm),则游标尺每格= 49mm/50=0.98mm。因此,主标尺和游标尺每格差值= 1mm-0.98mm = 0.02mm。主标尺和游标尺每格差值为该游标卡尺的分度值,即为0.02mm。
(2)游标卡尺的读数方法以图2-8所示游标 卡尺示值为例,读数方法、步骤如下:
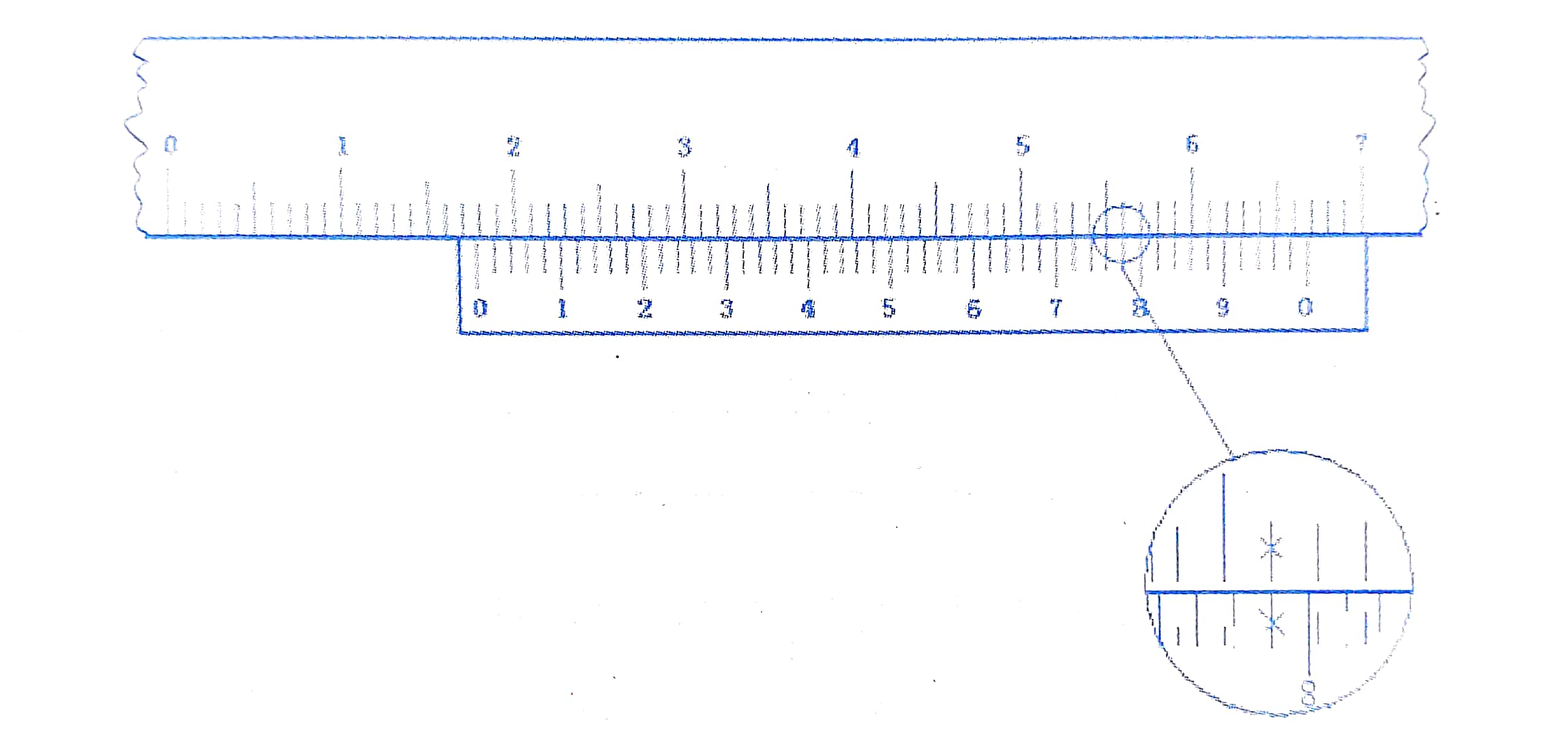
图5
1)读取整数值:主标尺上游标尺零线左侧整毫米数值为17mm。
2)读小数值:
▼找主标尺和游标尺的对齐标尺线。
▼读小数值0.7mm+4*0.02mm=0.78mm。
游标卡尺的示值误差
| 游标分度值 | 示值总误差 |
| 0.02 | ±0.02 |
| 0.05 | ±0.05 |
| 0.1 | ±0.1 |
游标卡尺的示值误差,就是游标卡尺本身的制造精度。例如,用游标分度值为0.02mm的0 ~ 150mm的游标卡尺(示值误差为土0.02mm),测量图2- 1中的台阶高度61+
0.02mm时, 若游标卡尺上的读数为60.02mm, 那么考虑示值误差,台阶实际高度有可能是60.04mm, 也可能是60mm。因此,对于这一 台阶尺寸要求,选用游标卡尺作为精加工的测量显然是无法保证图样要求的,而应选用更高精度的量具进行测量。但图2- 1中的尺寸80.06mm,由于允许的误差范围较大,则可以选用游标卡尺测量。需要注意的是,考虑游标卡尺的示值误差,因此加工时最好将这一尺寸加I至中间值,即80mm左右。对测量技术精益求精,以求获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:
(1)校对零位测量前应揩净量爪测量面,检查卡尺的两个测量面是否有明显的间隙,测量刃口是否平直无损,同时主标尺和游标尺的零位刻线要对准,如图2所示。
(2)检查卡尺各零部件 测量前松开紧定螺钉,检查游标尺移动是否过松或过紧;测量结束拧紧紧定螺钉读数。
(3)零件外尺寸的测量按照图6a~ e所示的顺序,先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动游标,用轻微的
压力使活动量爪接触零件,拧紧紧定螺钉读数,最后松开游标,轻轻取出游标卡尺。卡尺两测量面的连线应垂直于被测量表面,不能歪斜,如图6f所示。
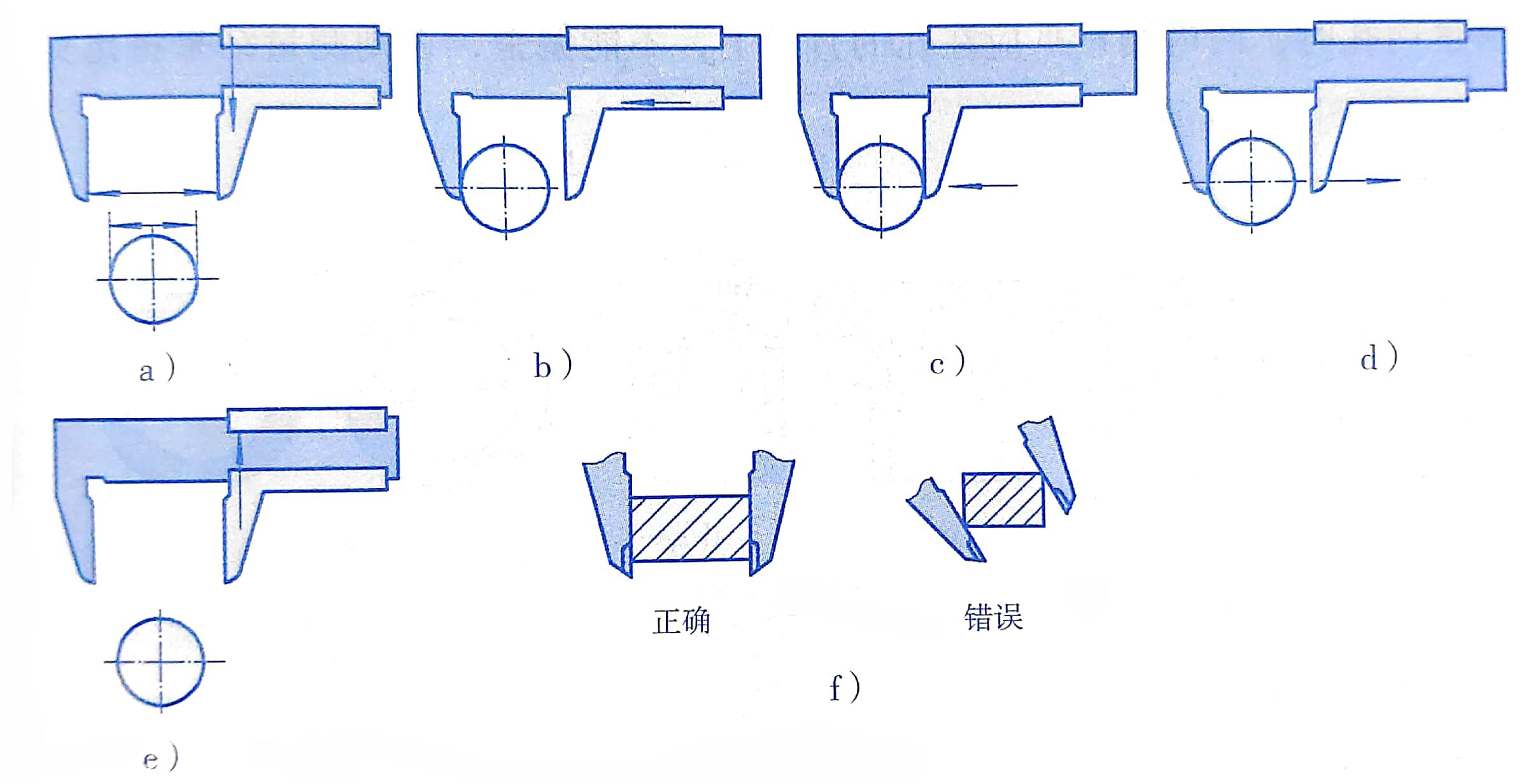
图6
(4)沟槽的测量测量沟槽时, 应当用量爪的平面形测量刃进行测量,尽量避免用端部测量刃和刀口形量爪去测量外尺寸。而对于圆弧形沟槽尺寸,则应当用刀口形量爪进行测量,不应当用平面形测量刃进行测量,如图7a所示。
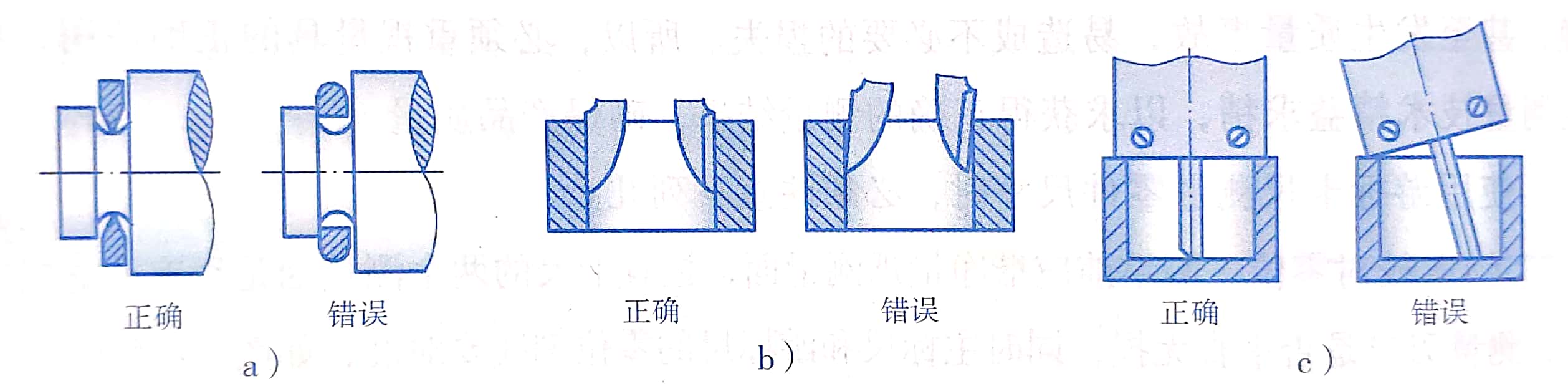
图7
测量沟槽宽度时,要放正游标卡尺的位置,应使卡尺两测量刃的连线垂直于沟槽,不能歪斜。否则,测量结果将不准确,如图7b所示。
测量沟槽深度时,游标卡尺的测深杆进人槽内,应使尺身端面垂直于被测零件的表面,否则测量将会不准确,如图7c所示。
(5)零件孔径的测量测量零件孔径时,按照图8a~d所示的顺序,使内测量爪分开的距离小于所测内尺寸,进人零件内孔后,再慢慢张开并轻轻接触内孔表面,用紧定螺钉固定游标后,轻轻取出卡尺来读数。取出量爪时,用力要均匀,并使卡尺沿着孔的中心线方向滑出,不可歪斜,以免量爪扭伤、变形和受到不必要的磨损,同时避免尺框走动,影响测量精度。
测量内孔时,两内测量爪应在孔的直径上,不能偏歪,否则测量结果将比实际孔径D要小,如图8e所示。
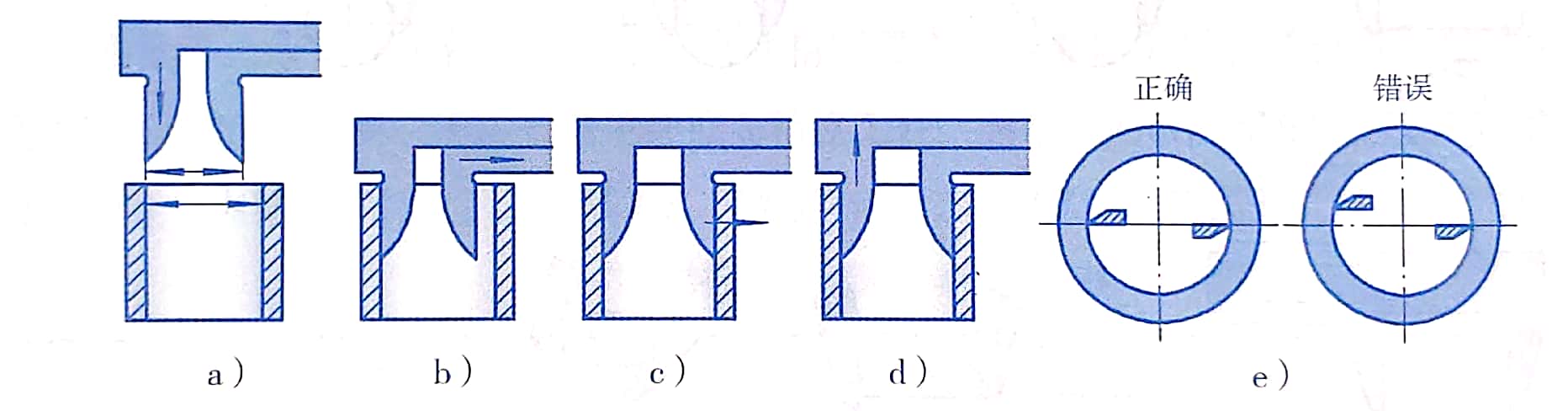
图8
知识点词条:游标卡尺,图线,尺寸

