

卡尺是一种中等精度的测量器具,它有游标卡尺、数显卡尺、带表卡尺、游标深度卡尺、游标高度卡尺等多种类型,可以直接测量出工件的内径、外径、长度、宽度、深度等。
利用游标原理对两同名测量面相对移动分隔的距离进行读数的测量器具称为游标卡尺。
游标卡尺可分为三用游标卡尺、 双面最爪游标卡尺和单面量爪游标卡尺三种类型,其中三用游标卡尺和单面量爪游标卡尺又分为带台阶测此面和不带台阶测量面两种形式。其主要结构如图所示。
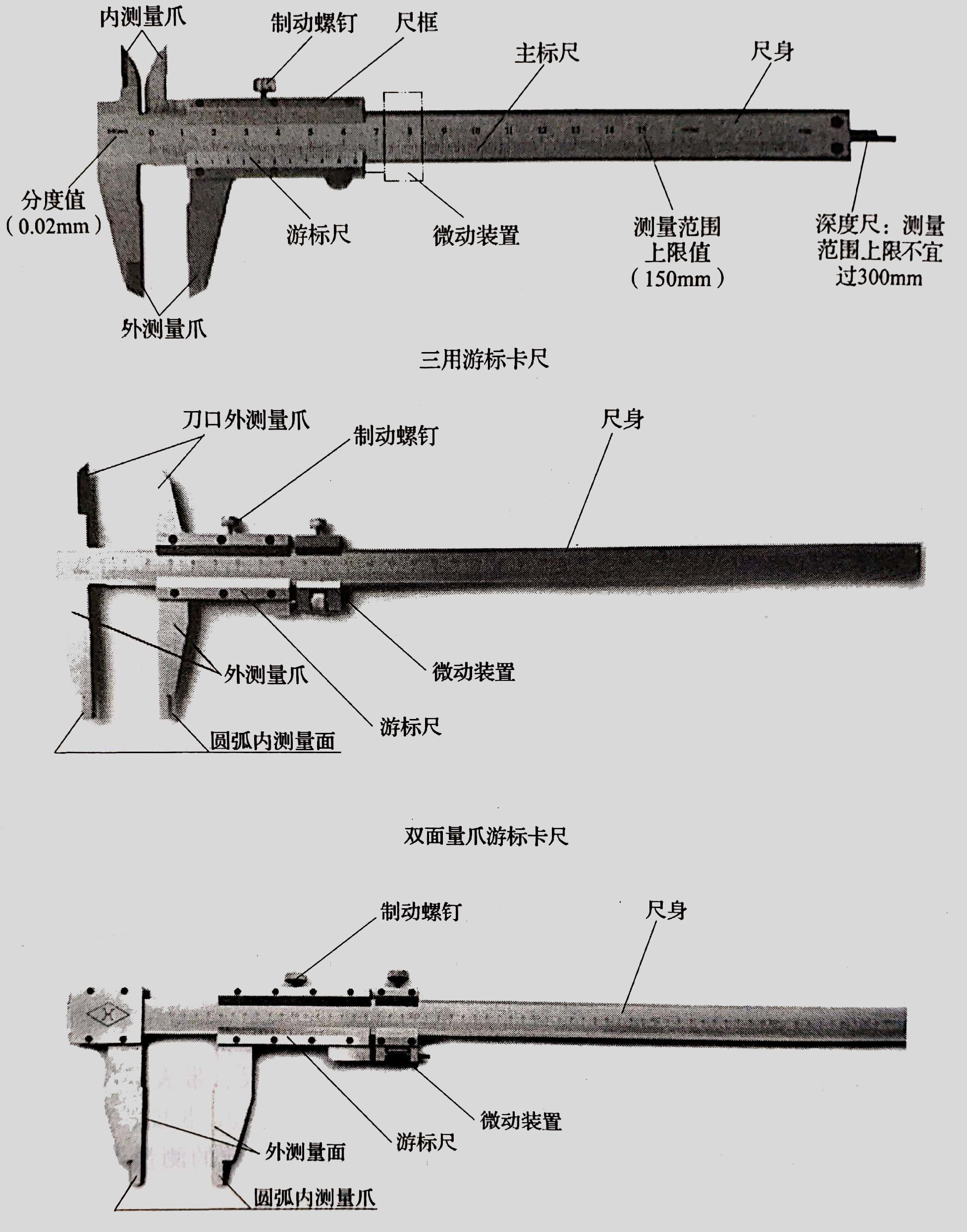
游标卡尺
(1)标尺间距标尺间距是指沿着标尺 长度的同一条线测得的两相邻标尺标记之间的距离。游标卡尺尺身上的标尺间距为1mm。
(2)测量范围:测量范围是指测量器具的误差在规定极限内的组被测量的值(被测量值的下限值至上限值的范围)。钳工常用的游标卡尺的测量范围有0~150mm、0~200mm、0~300mm等几种。
(3)分度值对应两相邻标尺标记的两个值之差。游标卡尺的分度值有0.02mm、0.05mm和0.10mm三种。
分度值是测量器具所能直接读出示值的最小单位量值,它反映了该测量器具的测量精度。一般来说,分度值越小,测量器具的精度越高。
(4)最大允许误差(允许误差极限)对于测量器具,由技术规范、规程等允许的误差极限值称为最大允许误差。它是测量器具本身各种误差的综合反映。游标卡尺外测量的最大允许误差见表。
|
测量范围/mm |
最大允许误差 |
||
|
分度值/mm |
|||
|
0.02 |
0.05 |
0.10 |
|
|
0~70 |
0.02 |
±0.05 |
±0.10 |
|
0~150 |
±0.03 |
||
|
0~200 |
|||
|
0~300 |
±0.04 |
±0.06 |
|
|
0~500 |
±0.05 |
±0.07 |
|
|
0~1000 |
±0.07 |
±0.10 |
±0.15 |
游标卡尺外测量的最大允许误差
钳工常用游标卡尺的分度值有0.02mm、0.05mm两种,如图所示。

游标卡尺的标记原理
(1)标记原理
1)分度值为0.02mm的游标卡尺 尺身上主标尺间距(每小格长度)为1mm,当两测量爪合并时,游标尺上的50格刚好与主标尺上的49mm对正。则游标尺间距(每小格长度)为49/50=0.98 mm,主标尺间距与游标尺间距每格相差1-0.98=0.02mm。即0.02mm就是该游标卡尺的分度值(最小读数值)。
2)分度值为0.05mm的游标卡尺 尺身上主标尺间距(每小格长度)为1mm,当两次量爪合并时,游标卡尺的20格刚好与主标尺上的19mm对正。尺身与游标每格之差为:1-19/20=0.05(mm),此差值即为0.05mm游标卡尺的分度值。还有一种0.05mm的游标卡尺,是游标尺上的20格刚好与主标尺上的39mm对正,则游标尺间距(每小格长度)为39/20 =1.95 mm,主标尺两格与游标尺一格相差0.05mm,这种放大刻度的游标卡尺线条清晰,容易看准。
(2)游标卡尺的示值读取方法 游标卡尺是以游标零线为基准进行读数的,其读数步骤为:
1)读整数 在主标尺上读出位于游标尺零线左边最接近的整数值;
2)读小数 用游标尺上与主标尺刻线对齐的刻线格数,乘以游标卡尺的分度值,读出小数部分;
3)求和 将两项读数值相加,即为被测尺寸数值,如图所示。
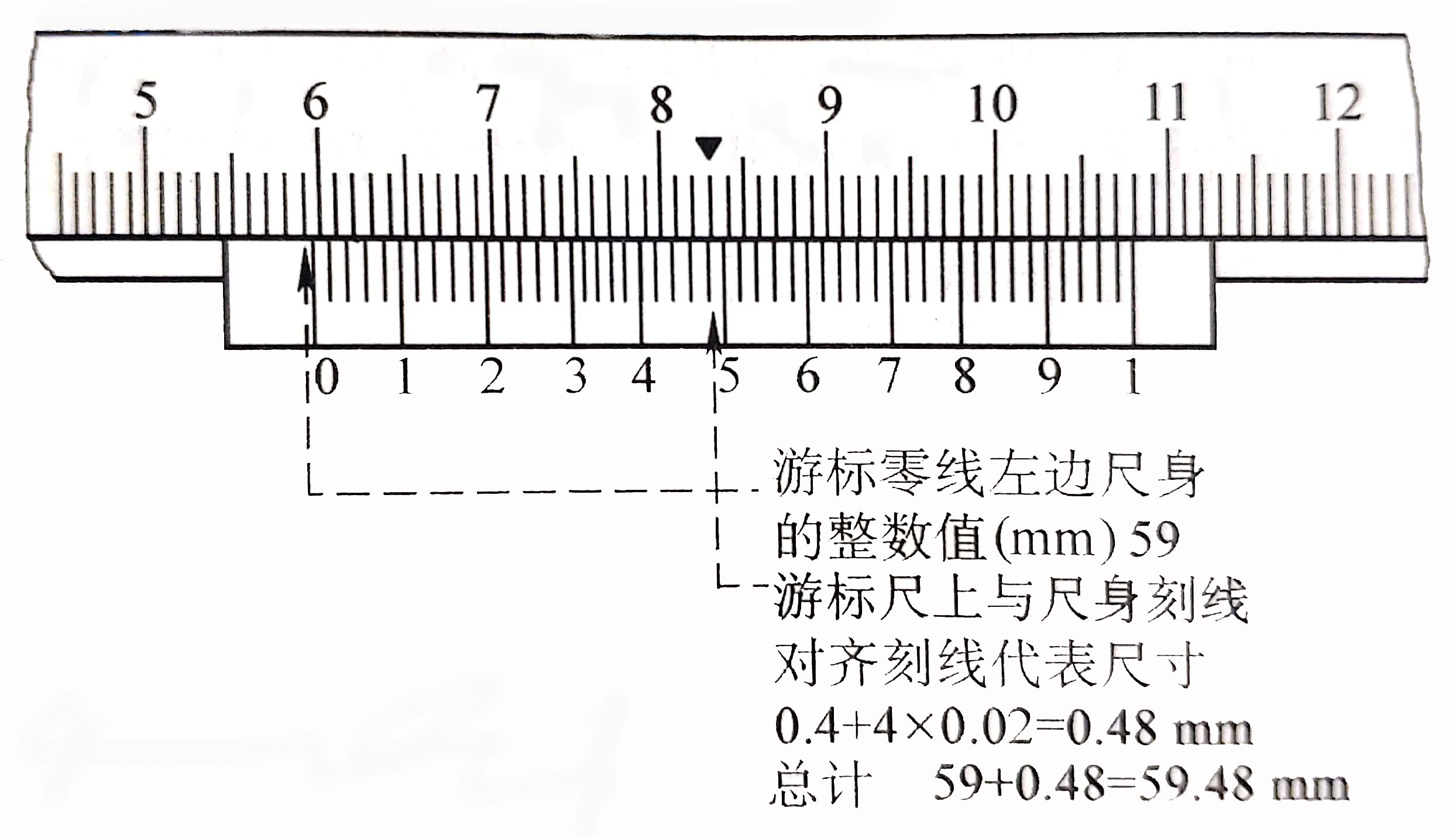
0.02mm规格的游标卡尺示值读取方法
(1)游标卡尺适用于IT11 ~ IT16尺寸的测量和检验,应按工件的尺寸及精度要求合理选用。
(2)不能用游标卡尺测量铸、锻件毛坯尺寸,也不能用游标卡尺去测量精度要求过高的工件。
(3)使用前要检查游标卡尺测量爪和测量刃口是否平直无损;两量爪贴合时无漏光现象,主标尺和游标尺的零线是否对齐。
(4)测量外尺寸时,外量爪应张开到略大于被测尺寸,以固定量爪贴住工件,用轻微推力把活动量爪推向工件,卡尺测量面的连线应垂直于被测量表面,不能偏斜,如图所示。
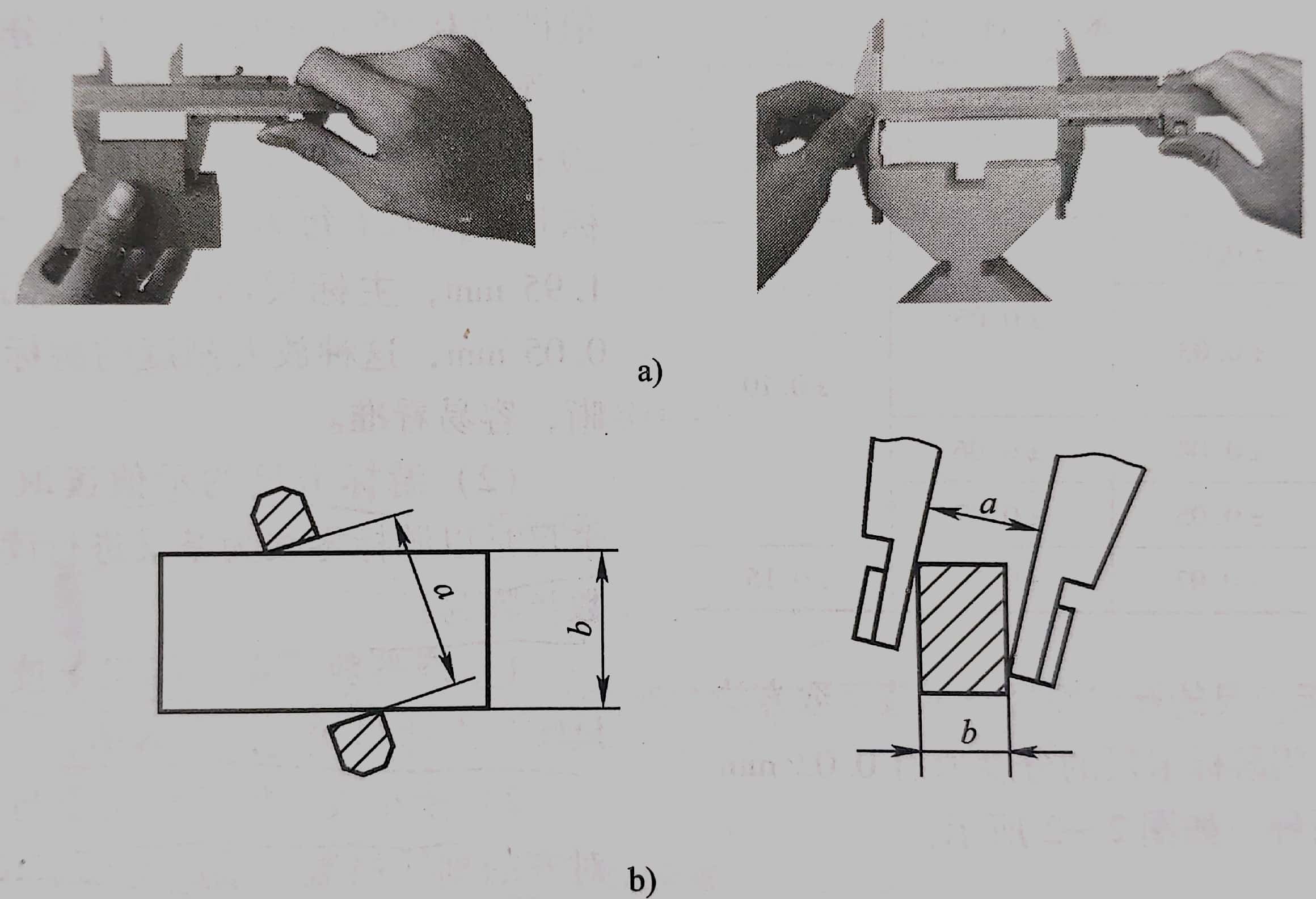
测量外尺寸的方法
(5)测量内尺寸时,内量爪开度应略小于被测尺寸。测量时,两内量爪测量位置要正确,不得倾斜,如图所示。
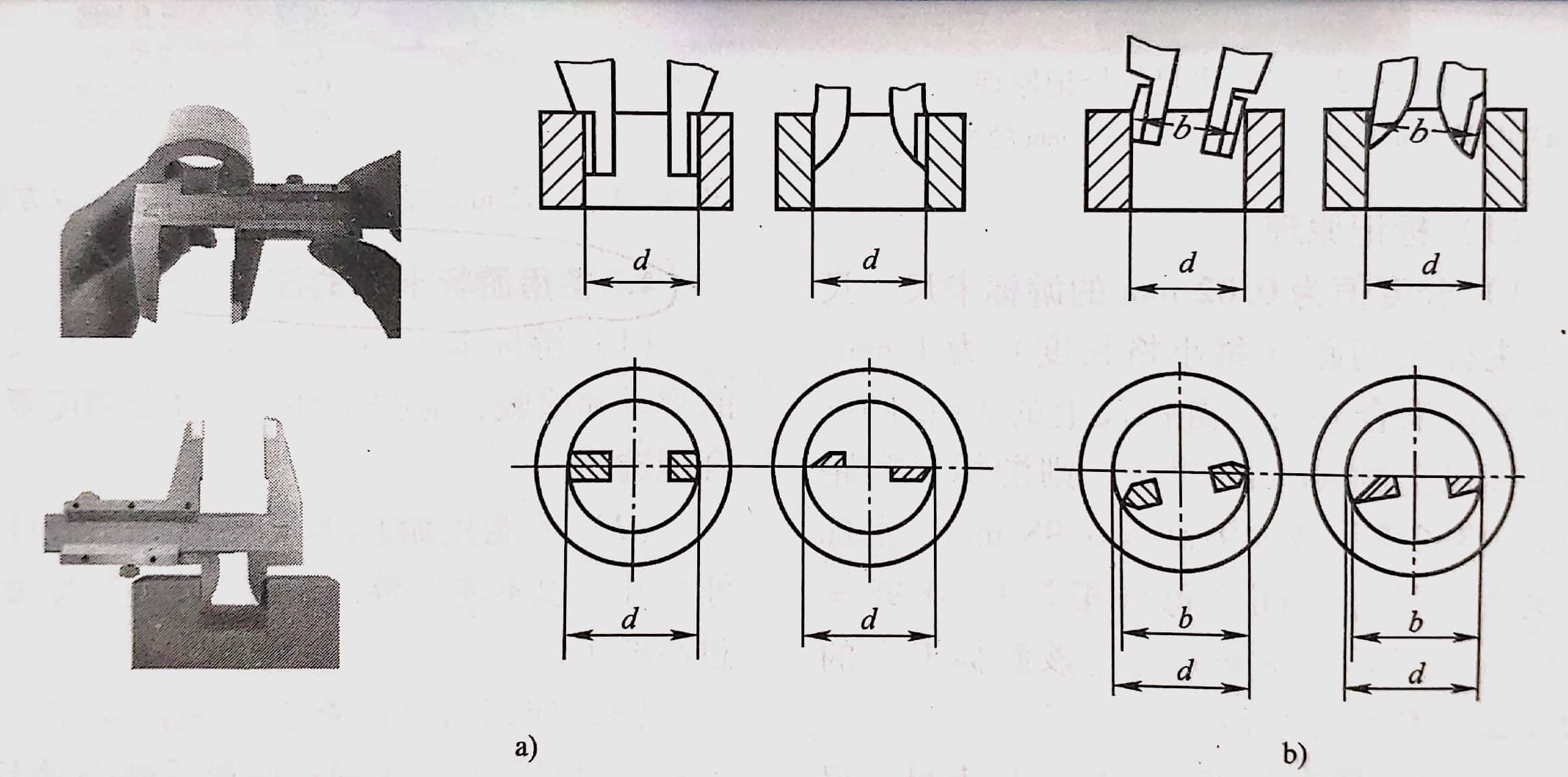
测量内尺寸的方法
(6)测量孔深或高度尺寸时,应使深度尺的测量面紧贴孔底,游标卡尺的端面与被测件的表面接触,且深度尺要垂直,不可前后左右倾斜,如图所示。
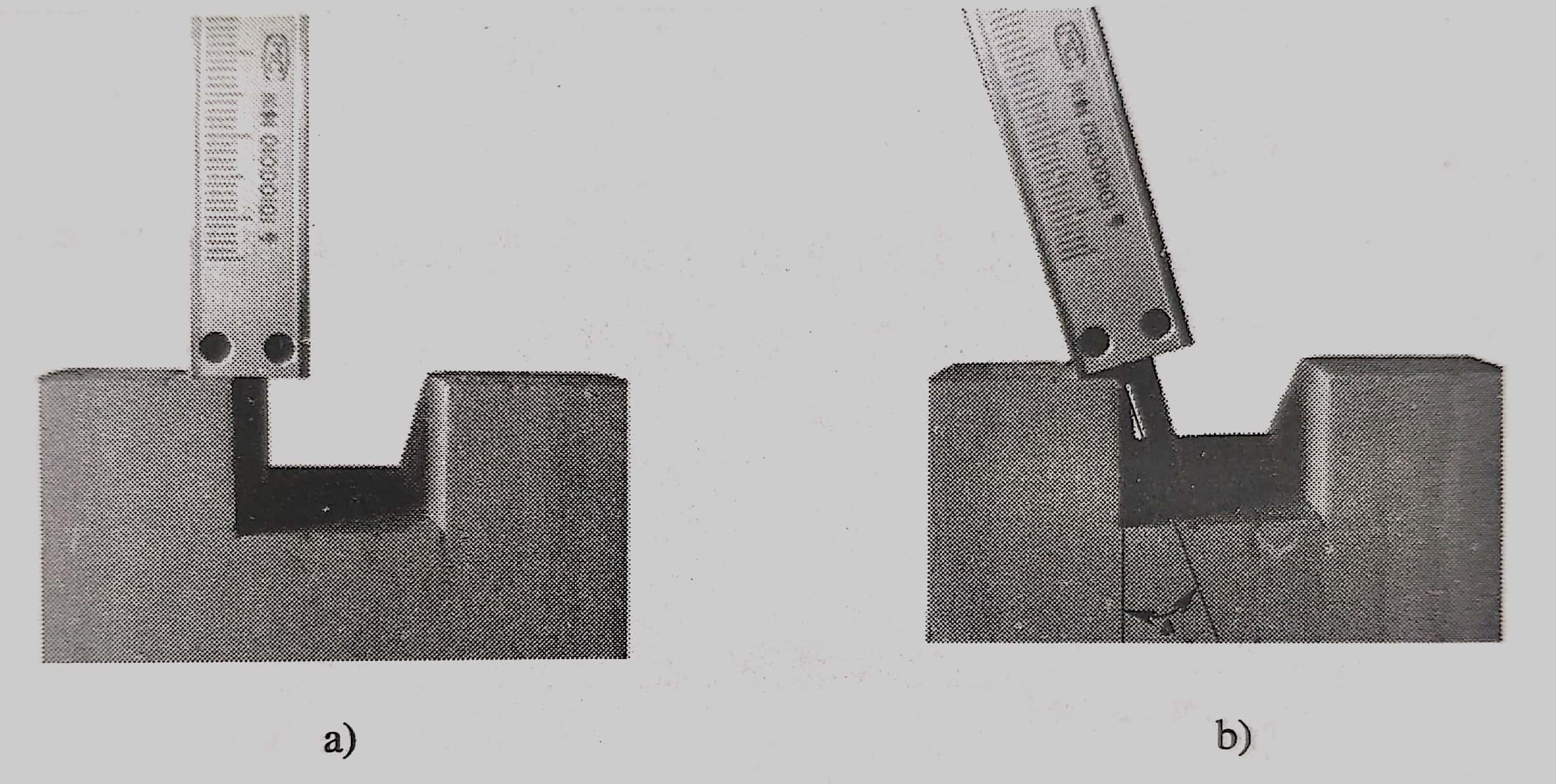
测量深度的方法
(7)读数时,游标卡尺应置于水平位置,视线垂直于刻线表面,避免视线歪斜造成示值读取误差。
知识点词条:游标卡尺

