

主电路中 为砂轮电动机、
为砂轮电动机、 工作台转动电动机、
工作台转动电动机、 工作台移动电动机、
工作台移动电动机、 工作台升降电动机、
工作台升降电动机、 冷却泵电动机、
冷却泵电动机、 自动进给电动机。砂轮电动机只要求单方向旋转, 由于功率较大,釆用了丫-△减压起动以限制起动电流;工作台转动电动机选用了双速异 步电动机来实现工作台的高速与低速旋转,工作旋转时,电动机定子绕组接成△,工作台高速旋转时,电动机定子绕组接成丫丫;工作台移动电动机和工作台升降电动机使用了正反转控制,实现工作台的前进与后退、上升与下降;冷却泵电动机和自动进给电动机均釆用单向旋转控制。
自动进给电动机。砂轮电动机只要求单方向旋转, 由于功率较大,釆用了丫-△减压起动以限制起动电流;工作台转动电动机选用了双速异 步电动机来实现工作台的高速与低速旋转,工作旋转时,电动机定子绕组接成△,工作台高速旋转时,电动机定子绕组接成丫丫;工作台移动电动机和工作台升降电动机使用了正反转控制,实现工作台的前进与后退、上升与下降;冷却泵电动机和自动进给电动机均釆用单向旋转控制。
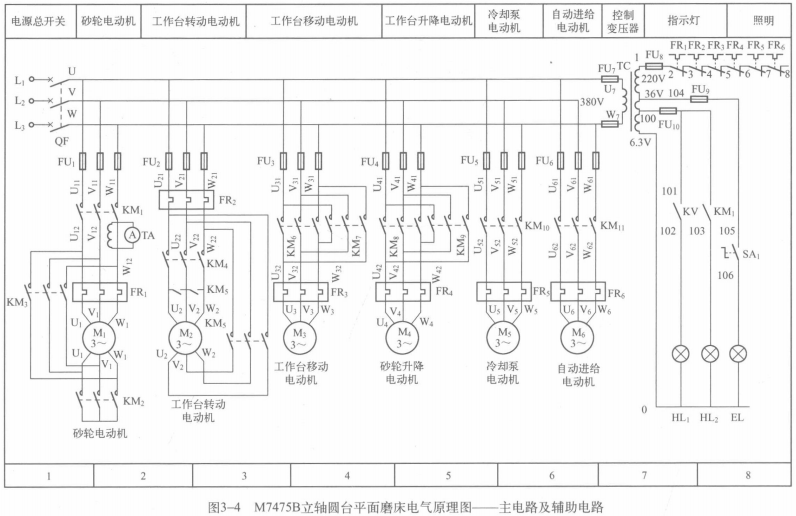
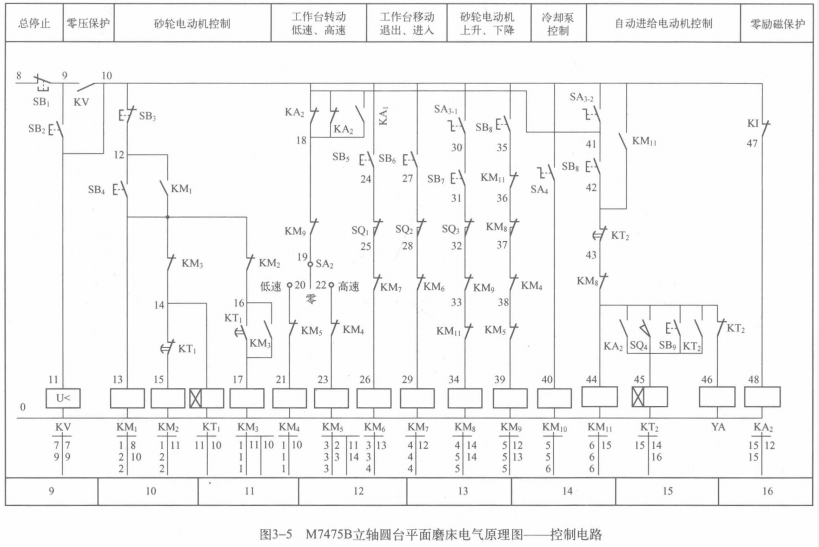
控制变压器实现了交流380V到交流220V、36V和6.3V的转换,交流220V供交流接 触器KM、零电压继电器KV、时间继电器KT和中间继电器KA的线圈使用,36V供照明 灯使用,6.3V供指示灯使用。
M7475B型立轴圆台平面磨床控制系统电路连接比较复杂,但功能相对比较简单。因它是由继电器一接触器系统组成,线路一旦连接好,控制系统功能则已固定,不能进行改进或优化,除非更改控制电路的连接。此控制系统电路连接比较复杂,若使用PLC对此磨床进行控制,则电路连接比较简单,控制功能可持续优化,系统故障率比较低,便于维护与检修,而且更为突出的优点是PLC还具有数据处理和网络通信功能。本书的第3〜5章,重点介绍釆用PLC (可编程序控制器)来实现对加工机床及其他工业生产设备的控制。
知识点词条:电气控制系统的组成

