

(1)运动分析 主运动是将电动机的转动传给主轴,该传动链使主轴获得24级正转转速和12级反转转速。同时,完成主轴的启动、停止、换向和调速。、
(2)传动路线 由下图1可知,运动由电动机经V形带传至I轴。为控制主轴的启动、停止及旋转方向的变换,在轴I上装有双向多片摩擦离合器M、齿数为56、51的双联空套齿轮和齿数为50的空套齿轮,当离合器M,左边的摩擦片被压紧工作时,运动由轴I上的双联齿轮传出,实现主轴正转;当离合器M右边的摩擦片被压紧工作时,运动由轴I上齿数为50的齿轮传出,实现主轴反转;两边摩擦片均不压紧时,轴I空转,主轴停止转动。轴I的运动经M和双联滑移齿轮变速组传至轴I,使轴I获得2种正转转速;经M和50/34×34/30传至轴I,使轴I获得1种反转转速。由此可知,反转转速级数为正转转速级数的一半。轴I的运动经三联滑移齿轮变速组,即齿轮副39/41、22/58、30/50传到轴I,使轴亚获得6种正转转速。运动传到轴亚后,经过两条不同的传动路线传递,一条是高速传动路线,即主轴上带内齿的z50的滑移齿轮处于图示位置时,轴I的运动经齿轮副63/50直接传给主轴使主轴获得6级高转速;当z50的齿轮处于右边位置(右移)使M,接合工作时,轴I的运动经齿轮副20/80或50/50传到轴IV,再经齿轮副20/80或51/50传到轴V,然后经齿轮副26/58传给主轴VI,使主轴获得中、低转速。
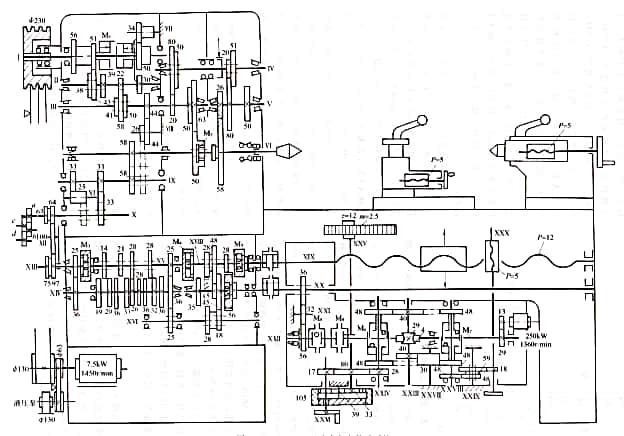
CA6140型卧式车床传动系统
进给运动传动链可使刀架实现纵向、横向运动或车削螺纹运动。
进给运动的动力来源也是主电动机,它的运动是经主运动传动链、主轴、进给传动链传至刀架,使刀架带着车刀实现纵向、横向进给或车削螺纹。由于刀架的进给量及加工螺纹的导程是以主轴每转过一转时刀架的移动量(mm/r)来表示的,所以分析进给传动链时,应把主轴作为传动链的起点(首件),而把刀架作为传动链的终点(末件)。CA6140型卧式车床的进给运动传动链的传动路线如图1所示,其传动结构式如图2所示。
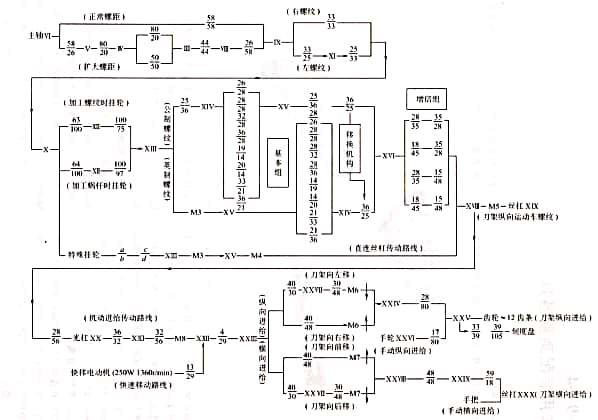
CA6140型卧式车床进给运动传动结构式
(1)车削螺纹 CA6140型卧式车床能车削公制、英制、模数和径节制四种标准螺纹,还可以车削加大螺距、非标准螺距及精密螺纹等。其中,车削公制螺纹的传动路线如下:
由图9-4可知,车削公制螺纹时,进给箱中的内齿轮离合器M3和M4脱开,M5结合。此时,运动由主轴VI经齿轮副58/58传给轴区,然后经变向机构33/33或33/25×25/33 (用于车削右旋螺纹或左旋螺纹),传至交换齿轮架(挂轮架)上的轴X。在车螺纹时,交换齿轮齿数选用63/100x100/75;车蜗杆时,交换齿轮选用64/100 x100/97。运动经交换齿轮后,传至进给箱内轴XI。进给箱内轴XI经齿轮副25/36、轴XIV轴XV间的八级滑移齿轮变速机构、齿轮副25/36x36/25传至轴XVI,再经过轴XVI-轴XI间的两组滑移齿轮变速机构和离合器M5,使丝杠轴XI转动,经溜板箱开合螺母带动刀具完成切削螺纹运动。
(2)机动进给 CA6140型卧式车床能实现纵向机动进给和横向机动进给。由图9--4可知,机动进给由光杠经溜板箱中的齿轮36/32 x32/56、超越离合器M8传至轴XII,经蜗杆4/29传至轴XII。当运动由轴XXII经齿轮40/48或40/30 x 30/48、双向离合器M6、轴XXIV、齿轮28/80、轴XXV传至z12的小齿轮,再经齿轮齿条传动实现刀架纵向机动进给。当运动由轴XXII经齿轮40/48或40/30 x30/48、双向离合器M7、轴XXVII、齿轮48/48 x 59/18传给横向进给丝杠后,使刀架实现横向机动进给。
进给方向的变换是由双向离合器M6和M7来完成的。摇动轴XXX上手轮实现横向手动进给,摇动轴XXVI上手轮则为纵向手动进给。知识点词条:CA6140 型卧式车床的传动系统

