

铸造孔、锻造孔或用钻头钻出的孔,为了达到所要求的精度和表面粗糙度,还需要车孔。车孔是常用的孔加工方法之一,可以作粗加工,也可以作精加工,加工范围很广。车孔精度一般可达IT7~IT8,表面粗糙度Ra1.6~3.2μm,精细车削可以达到更小(Ra0.8μm)。在铣床上进行孔加工称为镗孔,它的特点是刀具作回转切削运动;铣床镗孔的精度一般可达IT7~IT8,表面租糙度可达Ra6.3~1.6μm。镗刀的类型按切削刃数量,可分为单刃镗刀、双刃镗刀和多刃镗刀;按工件的加工表面特征,可分为通孔镗刀、盲孔镗刀、阶梯孔镗刀和端面镗刀;按刀具结构,可分为整体式、装配式和可调式。
(1)机夹式单刃镗刀 具有结构简单、制造方便、通用性好等优点。为了使镗刀头在镗杆内有较大的安装长度,并具有足够的位置安置压紧螺钉和调节螺钉,在镗盲孔或阶梯孔时,镗刀的主偏角Kr。应大于等于90°,镗刀头在镗杆内的安装倾斜角δ一般取10~45°,如下图(a, b, c)所示;在镗通孔时,镗刀的主偏角Kr在45~75°之间,安装倾斜角δ=0°,如下图(d)所示。通常镗杆上应设置调节直径的螺钉。镗杆上装刀孔通常对称于镗杆轴线,因而镗刀头装人刀孔后,刀尖高于工件中心,使切削时工作前角减小、后角增大。所以在选择镗刀的前角后角时,要相应增大前角、减小后角。
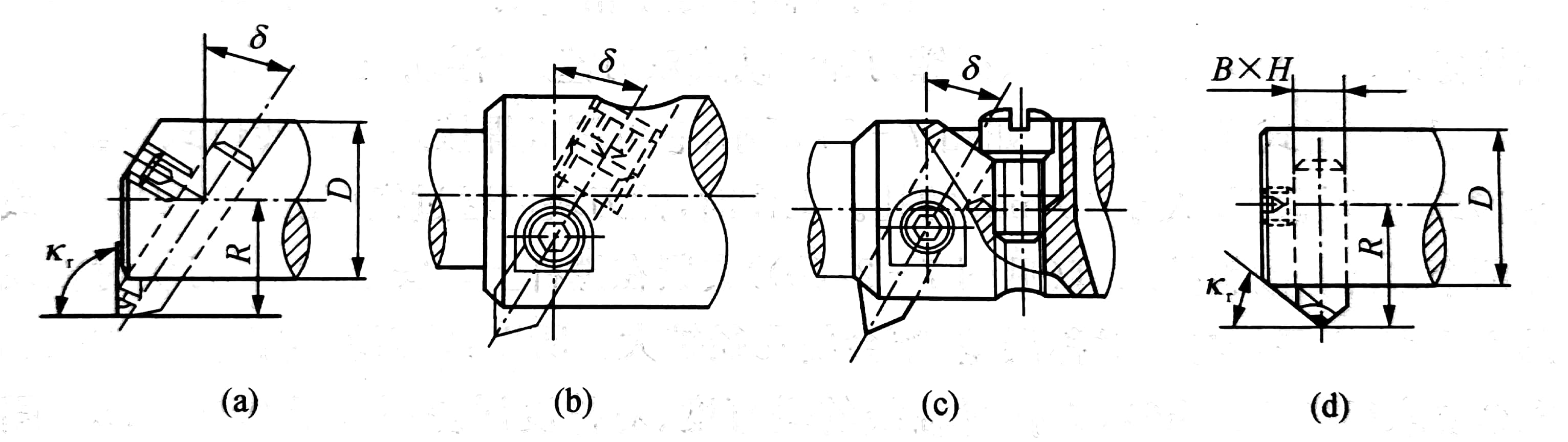
机夹式单刃镗刀
(2)微调镗刀机 夹式单刃镗刀尺寸调节较费时,调节精度不易控制。在坐标镗床和数控机床上使用的种微调镗刀,具有调节尺寸容易、调节精度高等优点,主要用于精加工。
微调镗刀的结构如下图所示,先用调节螺母5、波形垫圈4将微调螺母2连同镗刀头1一起固定在固定座套6上,然后用螺钉3将固定座套6固定在镗杆上。调节时,转动带刻度的微调螺母2,使镗刀头径向移动达到预定尺寸。镗盲孔时,镗刀头在镗杆上倾斜53°8。微调螺母的螺距为0.5mm,微调螺母上刻40格,调节时,微调螺母每转过一格,镗刀头沿径向移动值为ΔR=(O.5/40)sin53°8'=0.01mm。旋转调节螺母5,使波形垫圈4和微调螺母2产生变形,以产生预紧力和消除螺纹副的轴向间隙。
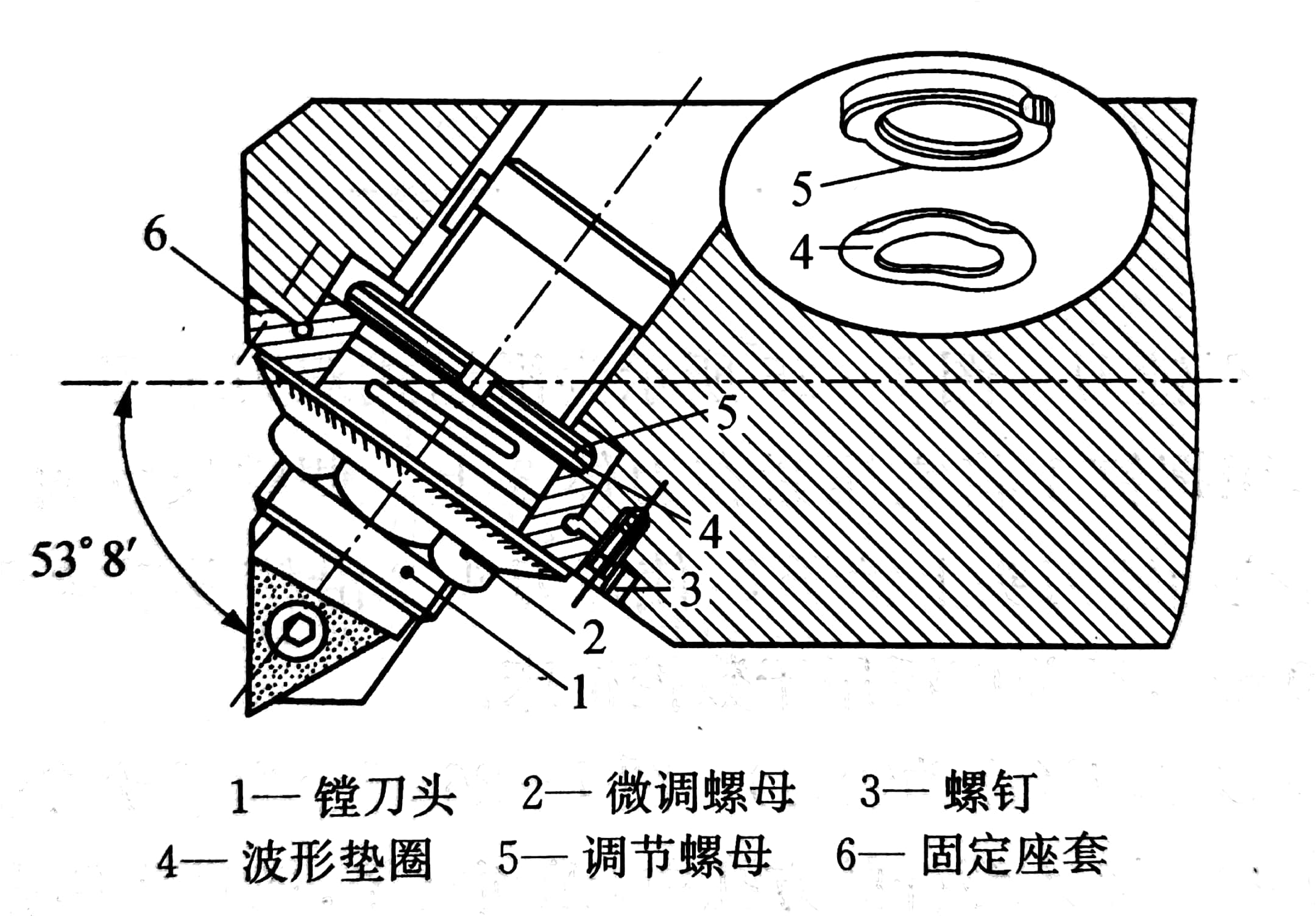
微调镗刀
双刃镗刀有两个切削刃参加切削,背向力互相抵消,不易引起振动。常用的有固定式双刃镗刀、滑槽式双刃镗刀和浮动式双刃镗刀(浮动铰刀)等。
(1)固定式双刃镗刀如下图所示,它可制成焊接式或可转位式,适用于粗镗或半精镗直径大于40mm的孔。工作时,镗刀块可通过楔(见下图(a))或在两个方向上倾斜的螺钉(见下图(b)夹紧在镗杆上。安装时,镗刀块对轴线的不垂直、不平行与不对称误差,都会使孔径扩大。所以,镗刀块与镗杆上方孔的配合要求很高(H7/h6),方孔对轴线的垂直度对称度误差不大于0.01mm。固定式双刃镗刀刚性好,容屑空间大,因而它的切削效率高。加工时,可连续地更换不同镗刀块,进行粗镗、半精镗、锪沉孔或锪端面等。固定式双刃镗刀适用于小批量生产加工箱体零件的孔系。
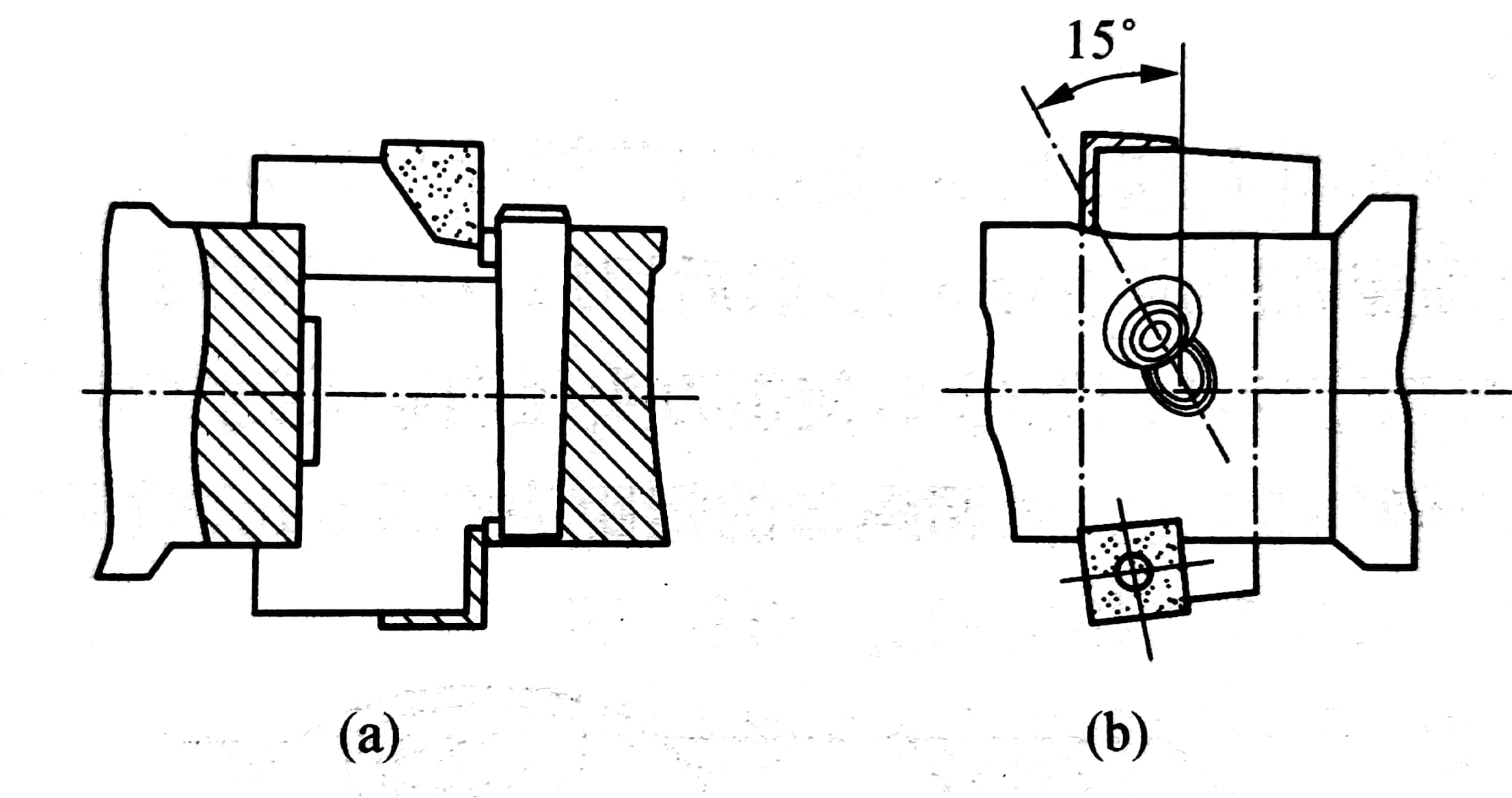
固定式双刃镗刀
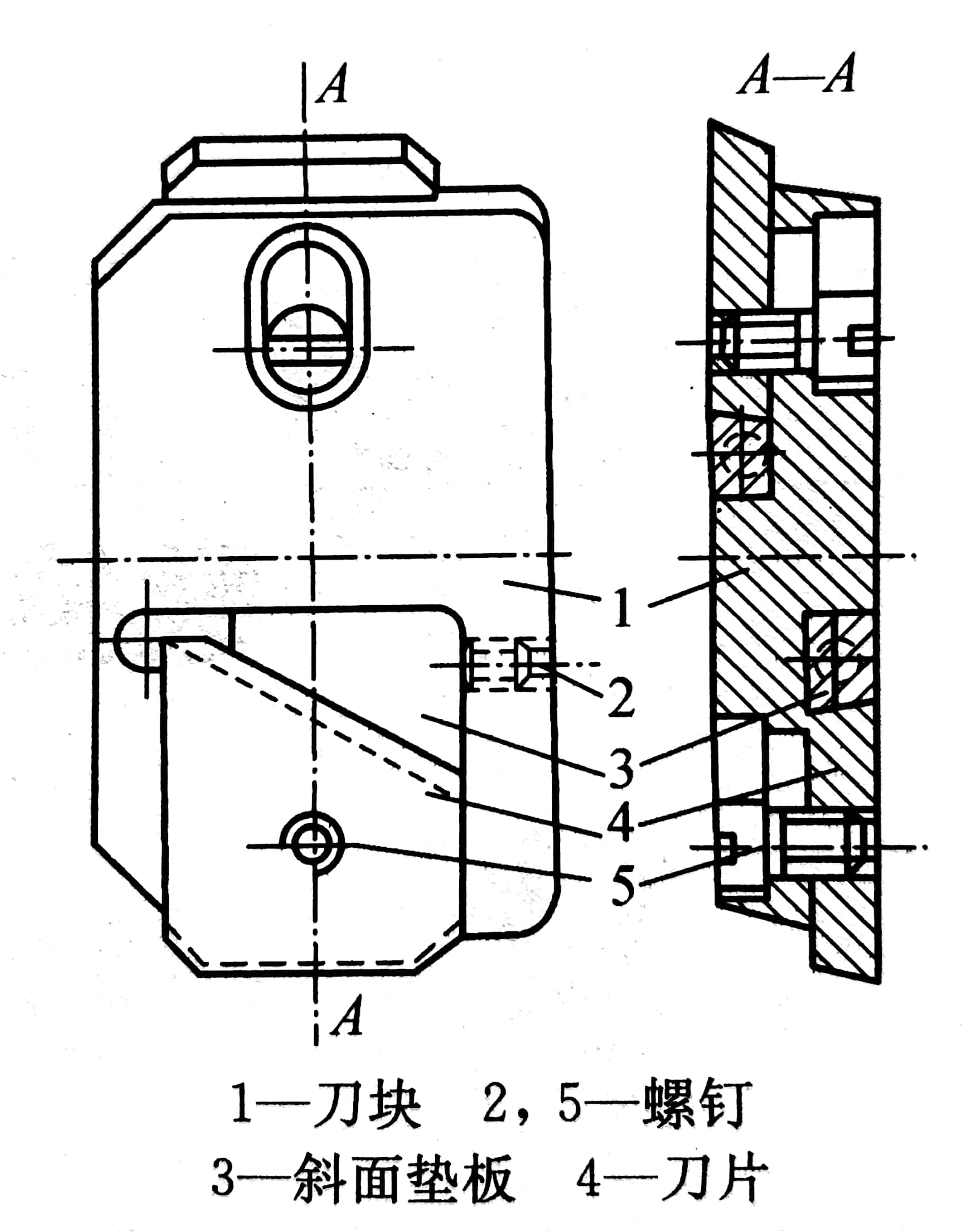
(2)滑槽式双刃镗刀下图所示为滑槽式双刃镗刀。镗刀头2凸肩置于刀体3的凹槽中,用螺钉1将它压紧在刀体3上。调整尺寸时,稍微松开螺钉1,拧动调整螺钉4,推动镗刀头上销子5,使镗刀头2沿槽移动来调整尺寸。其镗孔范围为?25~250mm,目前广泛用于数控机床。

滑槽式双刃镗刀
(3)浮动式双刃镗刀(浮动铰刀)下图所示为浮动式双刃镗刀的装配式镗刀块。镗孔时,将其装人镗杆的方孔中,无须夹紧,通过作用在两侧切削刃上的切削力来自动定心。因此,它能自动补偿由于刀具安装误差和机床主轴偏差而造成的加工误差,能达到加工精度IT7~IT6,表面粗糙度为Ra0.2~1.6μm。浮动铰刀无法纠正孔的直线性误差和位置误差,故要求预加工孔的直线性好,表面粗糙度不大于Ra3.2μm。铰刀结构简单、刃磨方便,但操作费时,加工孔径不能太小,镗杆上的方孔制造困难,切削效率低,因此适用于单件、小批量生产中精加工直径较大的孔。浮动镗刀调节量为2~30mm。
浮动式双刃镗刀的装配式镗刀块
知识点词条:镗削

