

(1)圆周等分孔系的镗前 镗削工件表面沿圆周等分(均布)的孔系时,可将工件装夹在分度头或回转工作台上进行,其装夹形式如图所示。

在分度头或回转工作台上微孔
a)镗削较大的工件b) 惊削较小的工件
1一工件2一幢刀3一自定心卡盘4一压板
镗削时,先将工件找正至与回转工作台或分度头同轴,再调整铣床主轴与工件( 即回转工作台或分度头)同轴,然后移动铣床工作台,使镗刀杆轴线对准被镗孔轴线( 移动距离即均布圆周的半径),每镗完一孔后,分度镜削下一个孔。
(2)坐标孔系的镗削 工件上轴线平行的孔系的镗削,除孔本身有精度要求外,还有孔的轴线之间距离的尺寸精度要求。加工时,孔径尺寸的控制和孔至基准面的位置的调整,均与单孔镗削时相同。因此,轴线平行的孔系的镗削,主要是要掌握中心距的控制方法。下图所示为由3根轴线相互平行的孔组成的孔系,3个孔之间的中心距分别为65±0. 05mm和70±0.05mm。
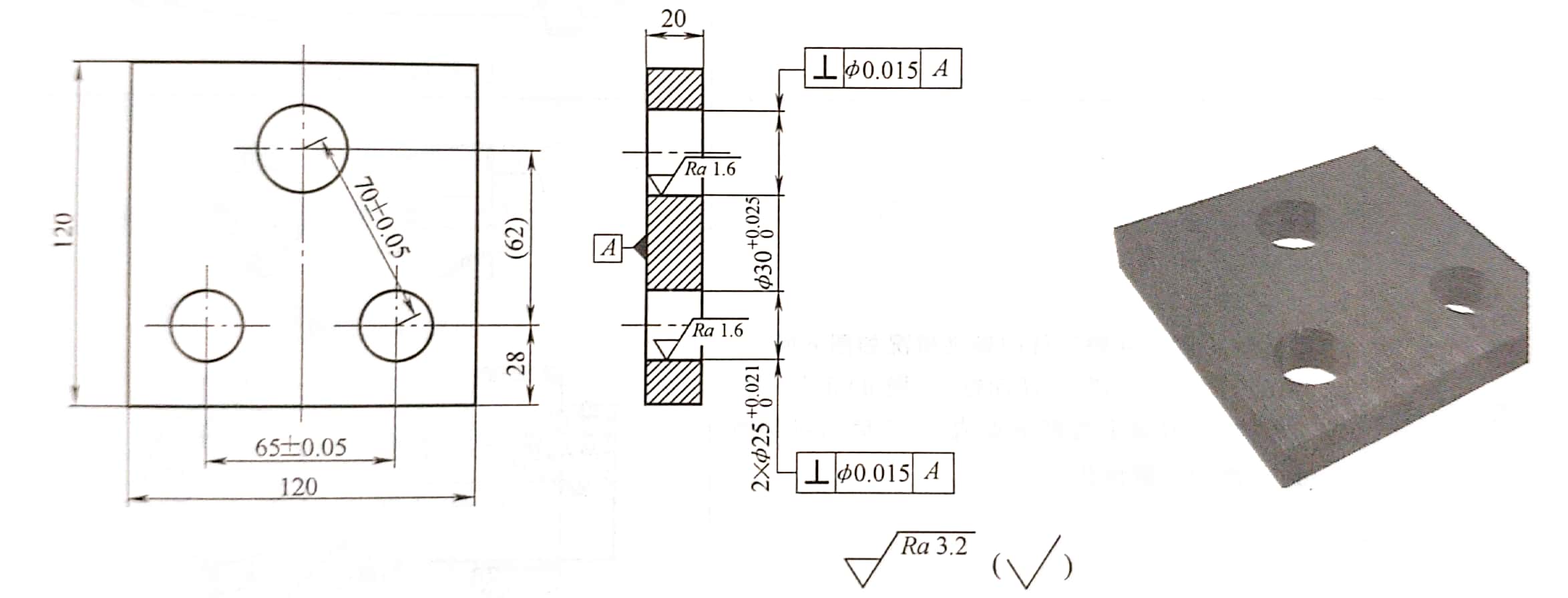
三孔板
为了方便中心距的控制,孔系各孔中心的位置统一以坐标尺寸表示。在用镗单孔的方法镗好第一个孔(φ25mm孔) 以后,将工作台纵向移动65mm,镗第二个孔(另一个φ25mm孔);然后将工作台纵向退回32. 5mm,再模向移动62mm,镗第三个孔(φ30mm孔)。当工件孔系的孔距精度要求不高时,工作台的移动距离可直接利用铣床手柄处的刻度盘来控制:当孔距精度要求较高时,则一般利用百分表和量块来控制。
知识点词条:孔隙镗削

