

被加工表面回转轴线与基准面互相垂直的复杂工件,如双孔连杆和齿轮油泵体等,可以装夹在花盘上车削。
1.双孔连杆的装夹
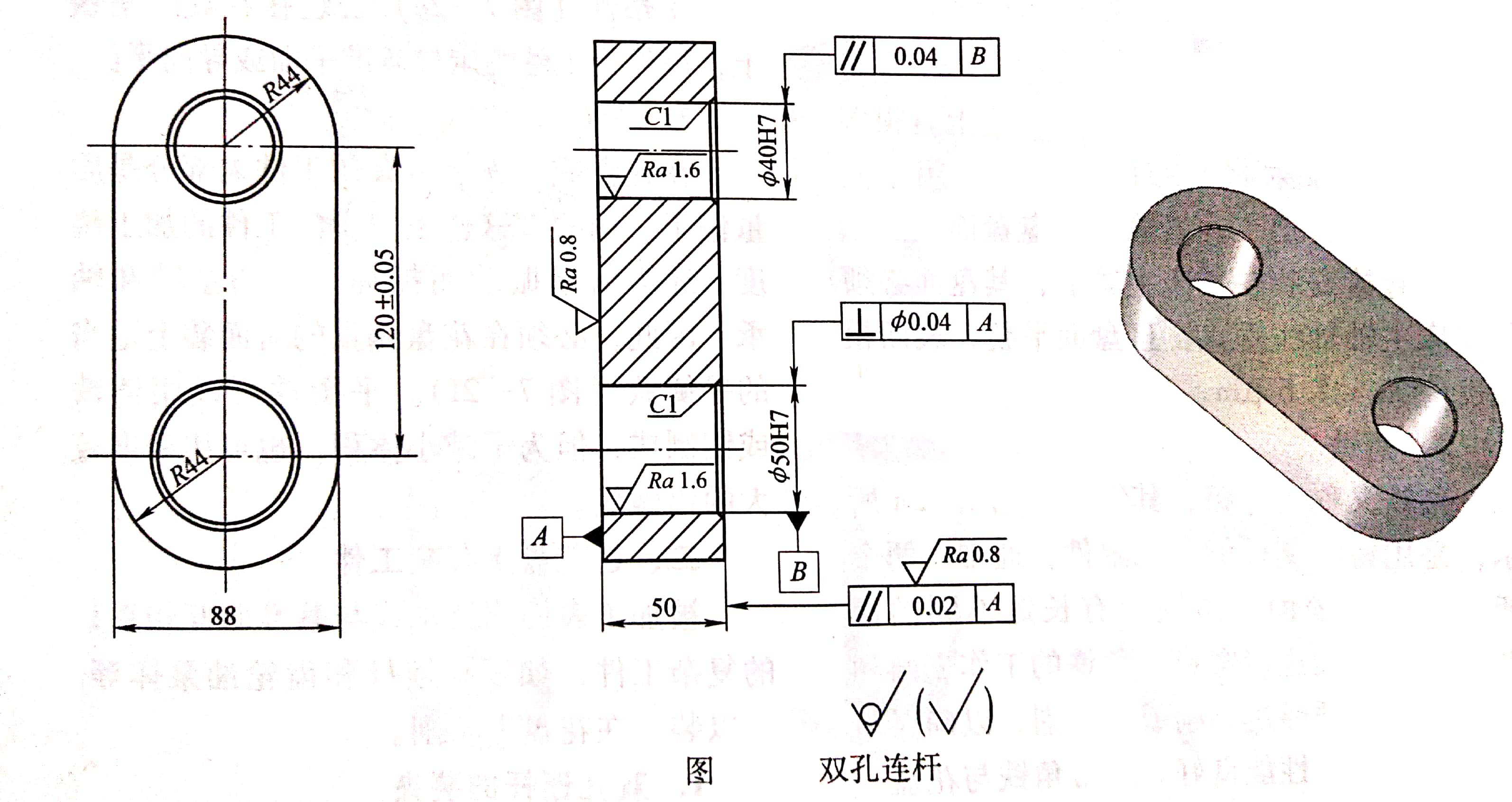
图示为双孔连杆,它的两个平面经过了铣削和平面磨床精加工,现需加工Φ40H7孔和Φ50H7孔。车削的技术要求是:两孔本身达到一定的尺寸精度要求(Φ40H7、Φ50H7),两孔中心距有一定的公差(120 mm土0.05 mm),两孔轴线要求平行(平行度公差为0.04 mm)并与基准面A垂直(垂直度公差为0.04 mm)。要达到以上三个要求,关键要把握两点:第一,花盘本身的几何公差比工件要求高一倍以上(即垂直度公差<0. 02 mm);第二,要用一定的测量手段来保证两孔的中心距公差。
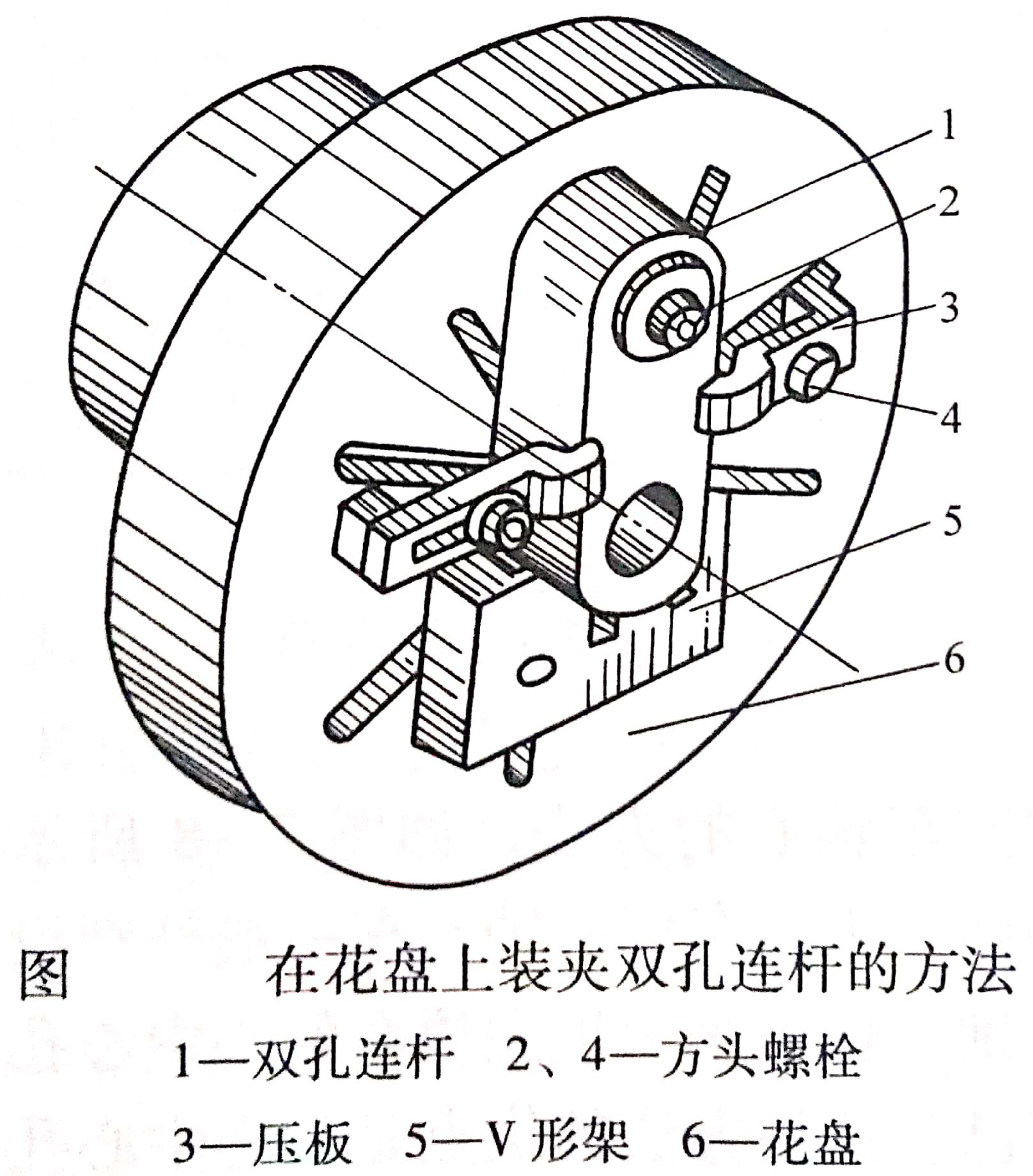
(1)加工双孔连杆的第一孔 其装夹方法如图所示,因为双孔连杆两端都是圆弧形表面,所以可以利用V形架作为定位基准。先按划线找正双孔连杆的第一孔,并把圆弧面靠在V形架上,再用两块压板和方头螺栓压紧工件,并用方头螺栓穿过双孔连杆的毛坯孔压紧工件的另一端。用手转动花盘,如果不碰撞导轨等机床部件,平衡恰当,即可车第一个孔Φ40H7达到要求。第一个工件找正后,其余工件即可按V形架定位加工,不必再进行找正。
(2)加工双孔连杆的第二孔 加工第二孔时,可用图示的方法找正工件的中心距。找正时先在花盘上安装个定位圆柱,它的直径d1与第一孔Φ40H7采用较小的间隙配合。再在车床主轴锥孔中安装一 个预先制好的心轴,然后用千分尺测量出它与定位圆柱之间的尺寸M,再用下式计算中心距L:
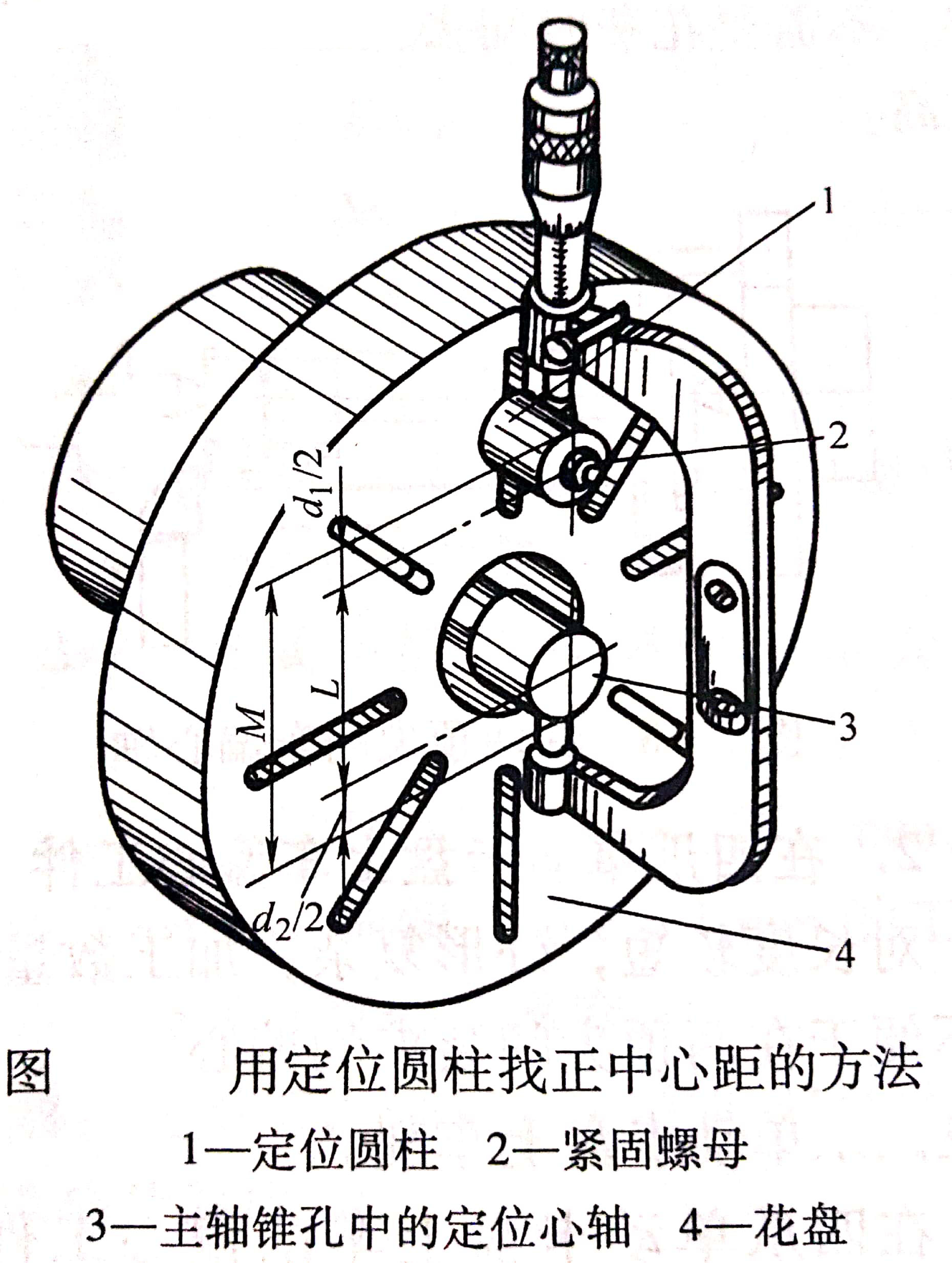
L=M-(d1+d2)/2
式中 L——两孔中心孔,mm;
M——千分尺的读数值,mm;
d1——定位圆柱直径,mm;
d2——主轴锥孔中的心轴直径,mm。
如果测量出的中心距L与计算要求不同,可稍微旋松定位圆柱上的紧固螺母,用铜棒轻轻敲击,直至把中心距( 120土0.05) mm调整正确为止。中心距找正以后,把主轴锥孔中的心轴取下,并使双孔连杆已加工好的第一孔与定位圆柱配合,找正外形,再夹紧工件,即可车削第二孔。
2.在花盘上装夹十字孔工件
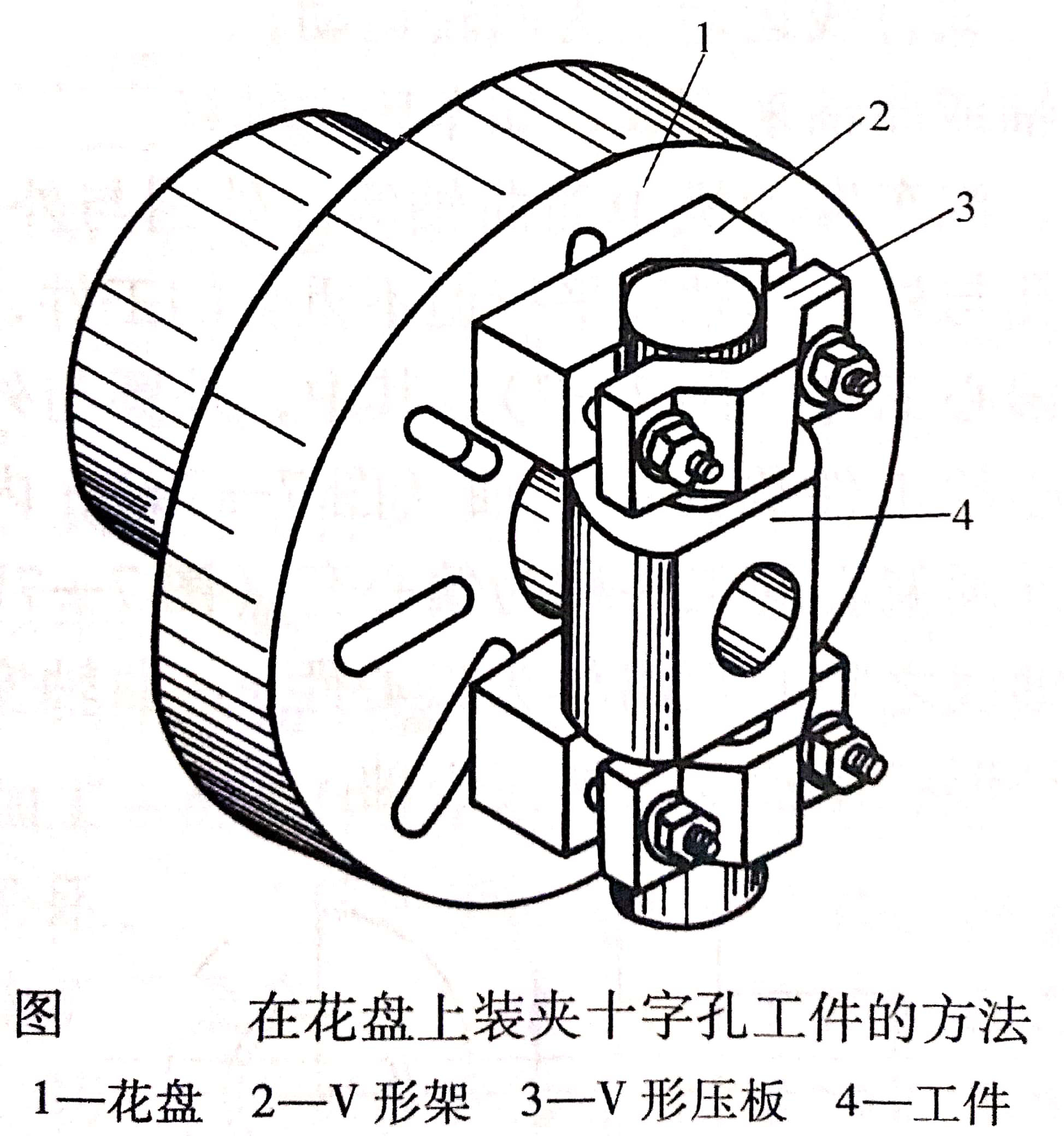
图示为在花盘上装夹十字孔工件。工艺要求圆柱孔的轴线与两端轴的轴线相互垂直并相交。加工这类工件可选用两块等高的V形架,先把V形架中心找正,并用螺钉固定在花盘上。装夹时,把工件两端的外圆置于V形架的槽内,利用工件的轴肩做轴向定位,找正工件平面,用V形压板固定工件,就可进行车削。
在花盘上加工复杂工件时,保证工件几何公差要求的方法有:
1.对于几何公差要求高的工件,其定位基准面必须经过平面磨削或精刮削,基准面要求平直,从而保证其与花盘的定位基准面接触良好。
2.花盘的定位基准面的几何公差,要小于工件几何公差的1/2。因此,花盘平面最好在本身车床上精车出来。
3.要防止工件因夹紧力过大而变形。
4.在花盘上装上工件以后,必须经过平衡。
5.车床主轴间隙不得过大,导轨必须平直,以保证工件的几何公差。
知识点词条:在花盘上装夹工件及保证几何公差要求的方法

