

图1 圆锥齿轮传动
1. 箱体检查
圆锥齿轮装配之前需检验两安装孔轴线的垂直度和相交程度。
图2所示为在同.平面内的两孔轴线垂直度、相交程度的检验方法,图2a为检验垂直度的方法。将百分表装在心棒1上,同时在心棒1上装有定位套筒,以防止心棒1的轴向窜动。旋转心棒1,百分表在心棒2上L长度的两点读数差,即为两孔在L长度内的垂直度误差。图2b所示为两孔轴线相交程度的检查。心棒1的测量端做成叉形槽,心棒2的测量端为阶台形,分别为通端和止端。检验时,若通端能通过叉形槽,而止端不能通过,则相交程度合格,否则即为超差。
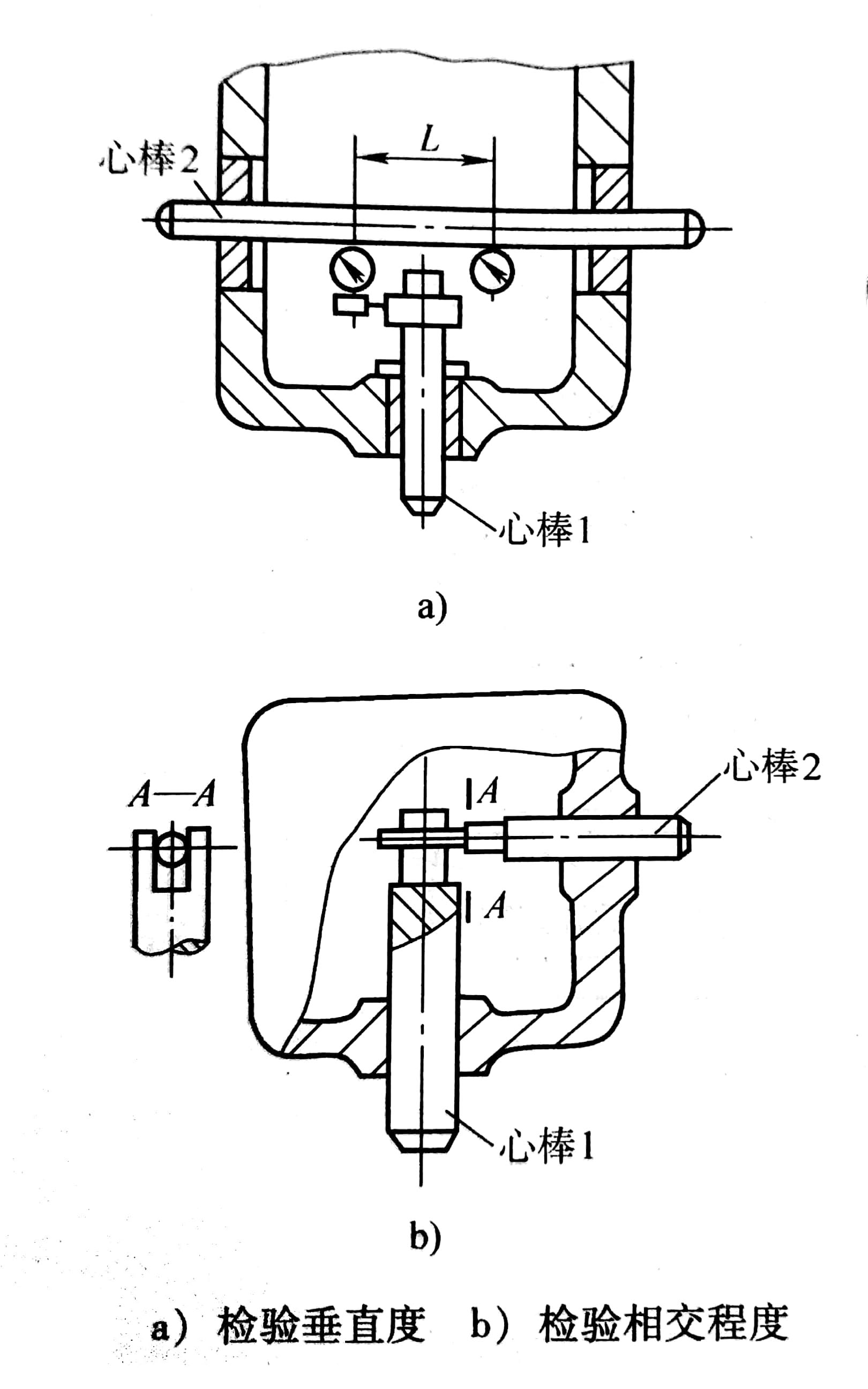
图2 同一平面内两孔轴线垂直度和相交程度的检验
不在同一平面内的两孔轴线垂直度的检验,如图3所示。箱体用千斤顶支承在平板上,用90°角尺将心棒2调成垂直位置。此时,测量心棒1对平板的平行度误差,即为两孔轴线的垂直度误差。
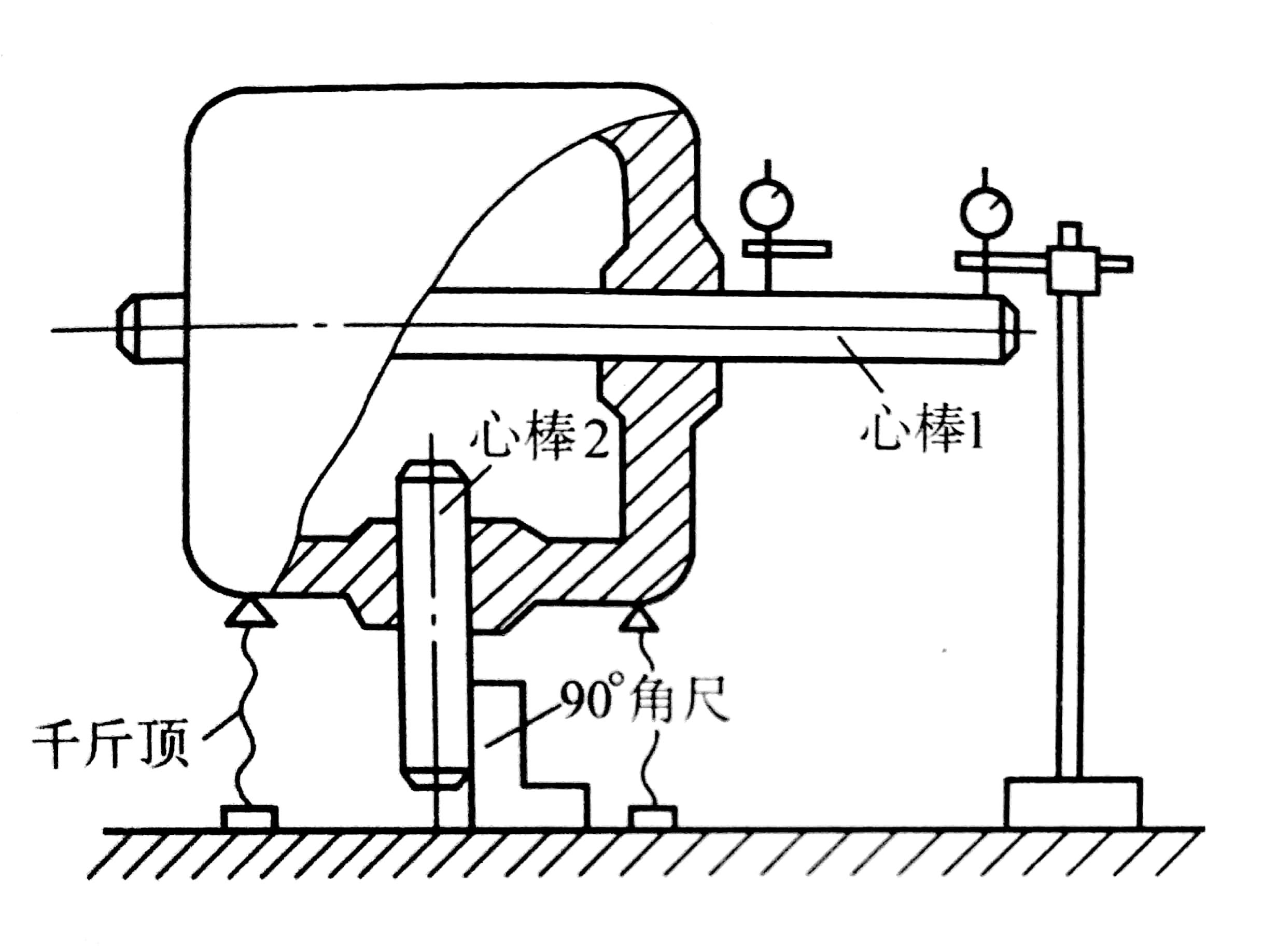
图3 不在同一平面内两孔轴线垂直度和相交程度的检验
2.两圆锥齿轮轴向位置的确定
当一对标准的圆锥齿轮传动时,必须使两齿轮分度圆锥相切、两锥顶重合。确定圆锥齿轮安装距离时,可先安装一工艺轴,然后按图14所示的方法测量其安装距离,并固定该圆锥齿轮的轴向位置。另一圆锥齿轮的轴向位置可根据齿侧间隙来确定。
有些用背锥面作定位面的圆锥齿轮,装配时只需将背锥面对齐对平,就可保证两齿轮的正确位置。
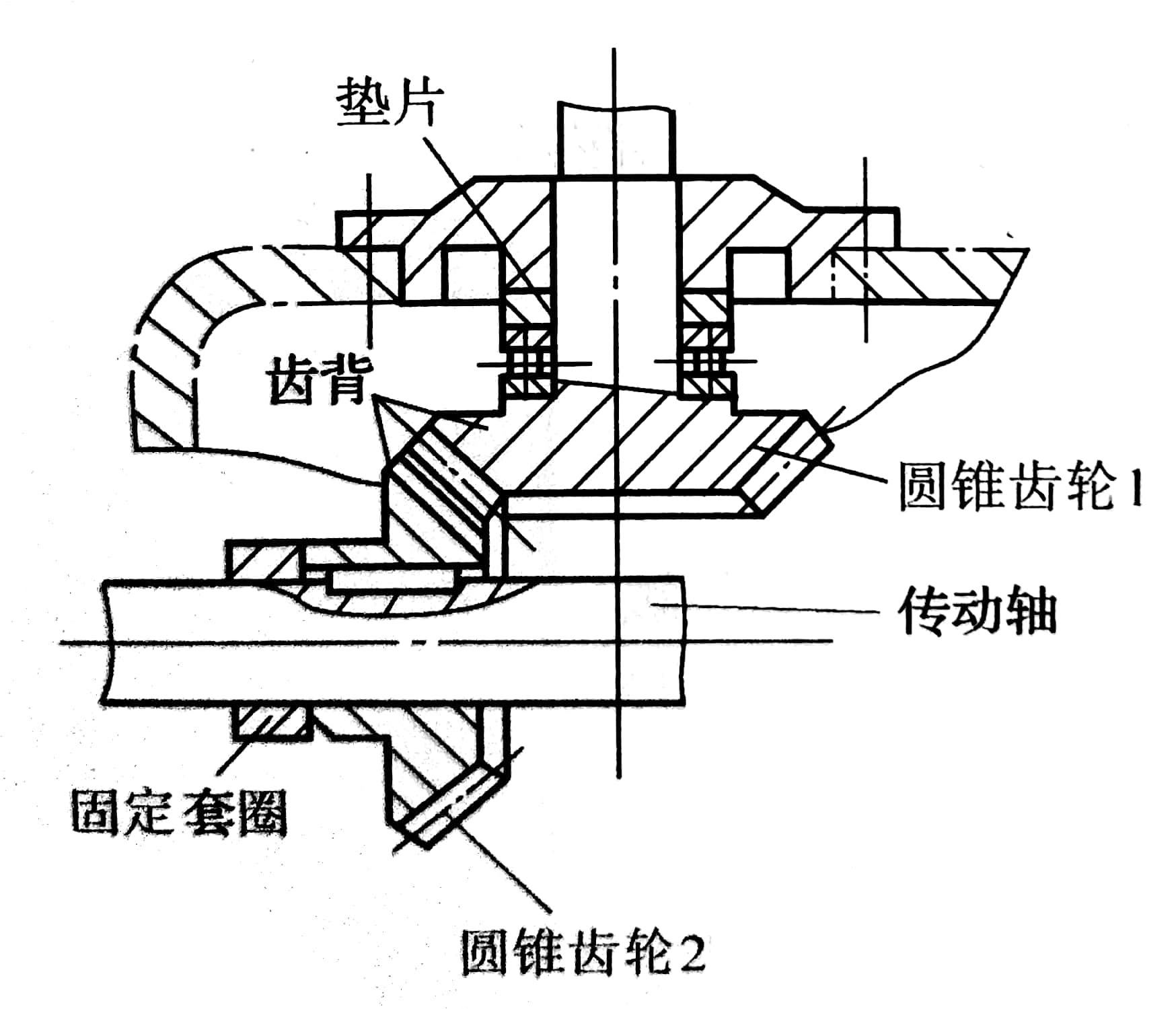
图4 圆锥齿轮安装距离的测量
圆锥齿轮轴向位置确定后,一般可采用改变垫片厚度或改变固定套圈的位置等方法将其固定,如图5所示。圆锥齿轮1的轴向位置,可通过改变垫片厚度来调整;圆锥齿轮2的轴向位置,则可通过调整固定套圈位置确定。调整后,根据固定套圈的位置配钻孔并用螺钉固定,即可保证两齿轮的正确装配位置。
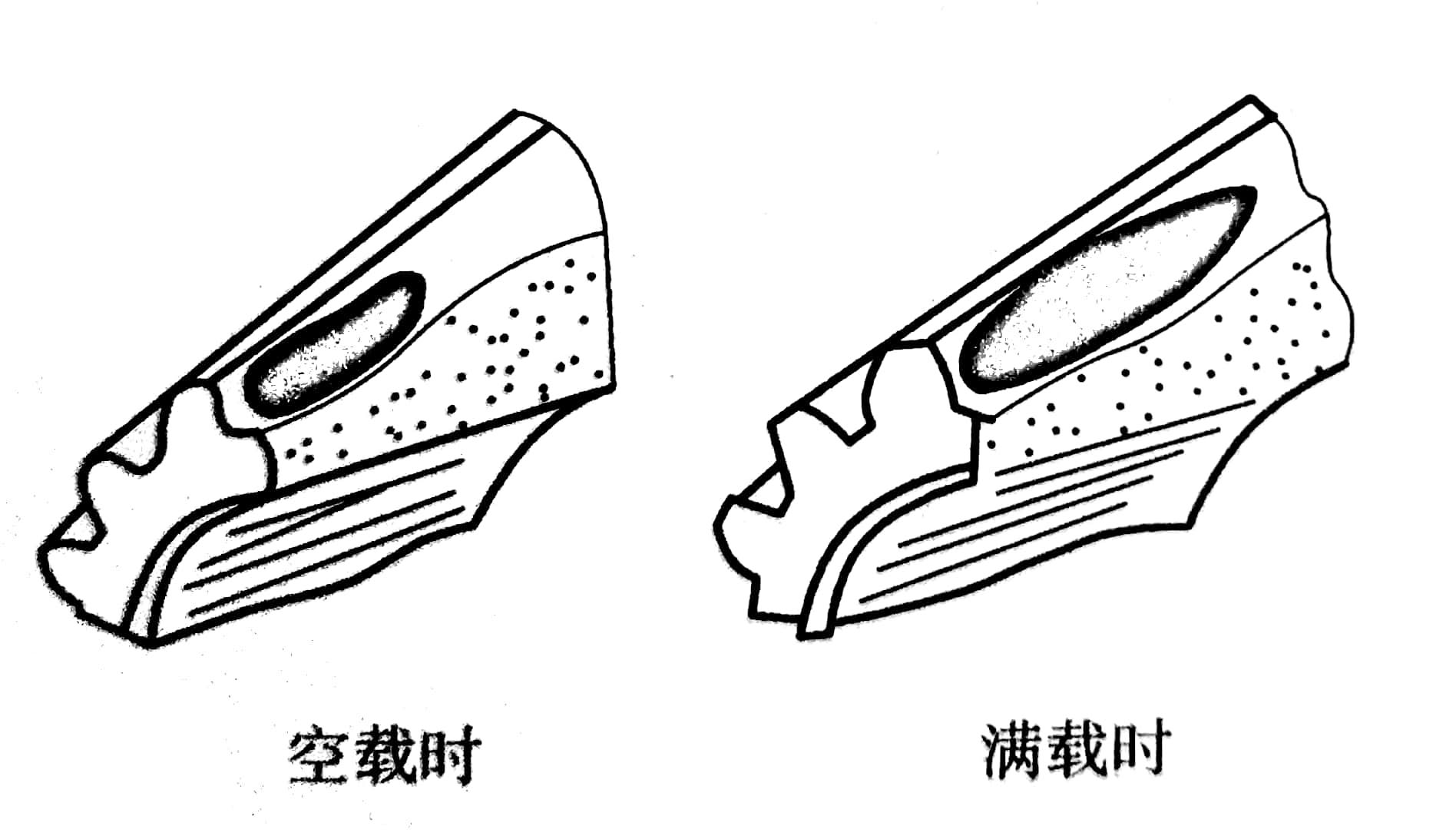
图5 圆锥齿轮轴向位置的确定与调整
3. 圆锥齿轮啮合质量的检验
啮合质量的检验包括齿侧间隙的检验和接触斑点的检验。
(1)齿侧间隙检验柱齿轮基本相同。
(2)接触斑点检验 接触斑点检验一般用涂色法。在空载时,接触斑点应靠近轮齿小端;在满载时,接触斑点在齿高和齿宽方向应不少于40%~60%(随齿轮精度而定),如图6所示。
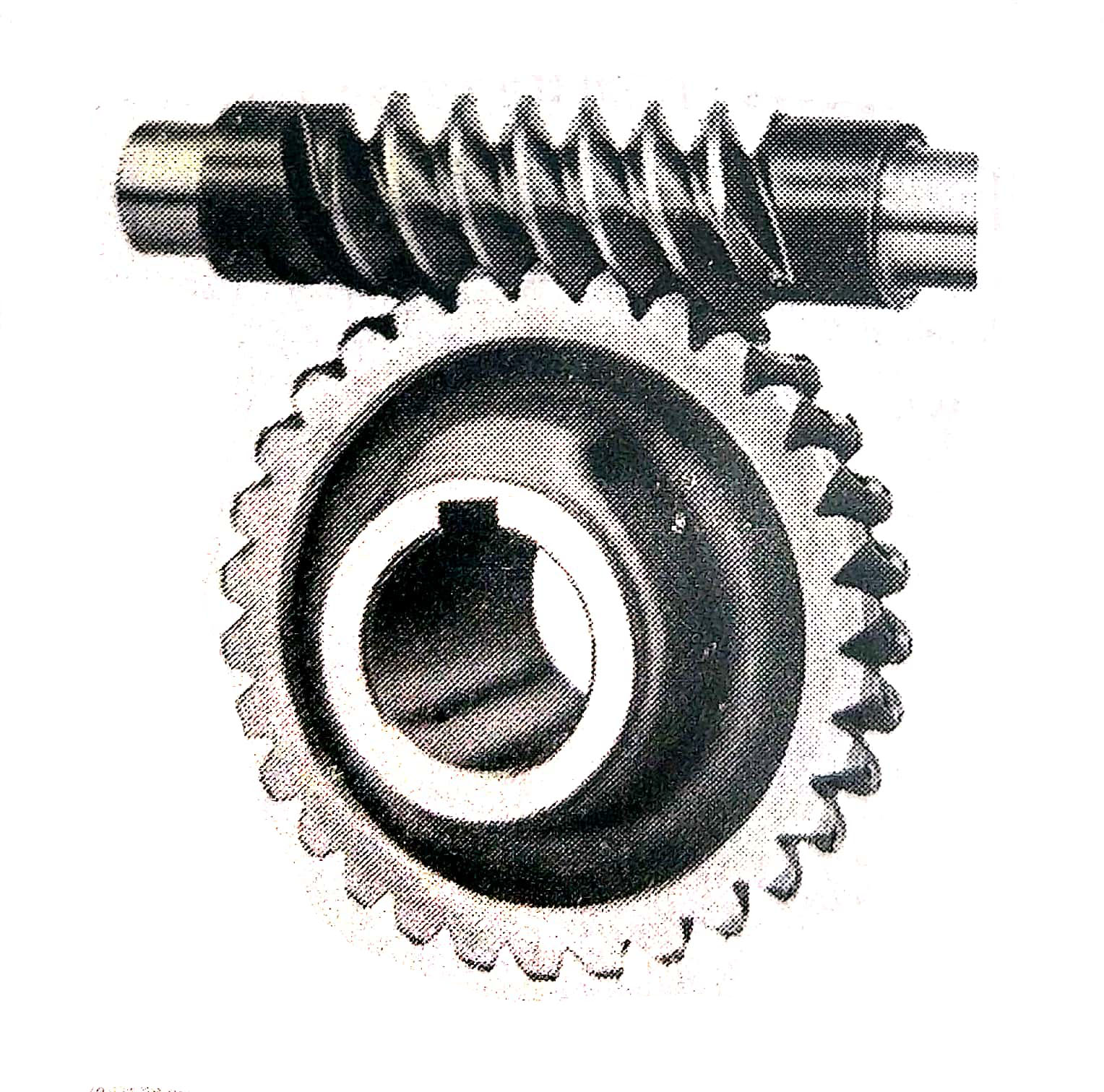
图6 圆锥齿轮受负荷前后接触斑点的变化
知识点词条:圆锥齿轮传动机构的装配

