

在实际生产中,如果是大批量生产的零件都要求零件具有互换性。零件的互换性是指当装配一台机器或部件时,只要在-批相同规格的零件中任取一 件装配到机器 或部件上,不需修配加工就能满足性能要求。但零件在制造过程中,由于加工和测量等因素引起的误差,使得零件的尺寸不可能绝对准确,为了使零件具有互换性,必须限制零件的误差范围。同时使用要求不同,两零件结合的松紧程度也不同。为此国家制定了极限与配合的标准。
(1)基本尺寸(公称尺寸):零件设计时,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,如图中轴、孔的直径φ30。
(2)极限尺寸:允许的零件实际尺寸变化的两个极限值。两个极限值中,大的一个称最大极限尺寸,小的一个称最小极限尺寸。
如图,孔的最大极限尺寸为30mm+0. 033mm= 30.033mm,最小极限尺寸为30mm + 0mm=30mm; 轴的最大极限尺寸为30mm- 0.025mm =29. 975mm,最小极限尺寸为30mm-0.050mm= 29.950mm。
(3)尺寸偏差(简称偏差):极限尺寸减去基本尺寸所得的代数差。
最小极限尺寸一基本尺寸=下偏差
如图1,孔的上偏差为30. 033mm-30mm= +0.03mm,孔的下偏差为30mm-30mm= 0mm;轴的上偏差为29. 975mm-30mm=-0.025mm,轴的下偏差为29. 950mm-30mm=-0.050mm。

图1 孔与轴的公差
(4)尺寸公差(简称公差):允许尺寸的变动量。
尺寸公差=最大极限尺寸-最小极限尺寸=上偏差-下偏差
如图1中,孔的公差=30.033mm-30mm=+0.033mm-0mm=0.033mm;轴的公差29. 975mm-29.950mm= - 0.025mm- (-0. 050mm) =0.025mm。
注意:公差值是绝对值,没有正、负之分,也不能为0。
(5)零线:在极限与配合图解中,表示基本尺寸的一.条直线,以其为基准确定偏差和公差。
(6)公差带:在公差带图解中,由代表上偏差和下偏差或最大极限尺寸和最小极限尺寸的两条直线所限定的一个区域。
如图2所示为轴和孔的公差带图。

图2 孔和轴的公差带
公差带包括两个要素,即公差带大小及其相对于零线的位置,分别由标准公差和基本偏差来确定。
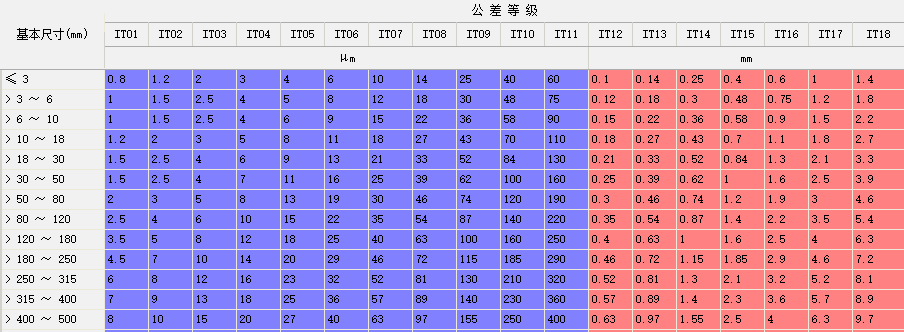
公差带大小由标准公差确定,标准公差是国家标准规定的用来确定公差带大小的标准化数值。标准公差分为18个等级,即IT01、IT02-IT17、IT18表示标准公差,IT后面的数字表示公差等级,01级公差值最小,精度最高; 18级公差值最大,精度最低。常用的标准公差数值见表。
基本偏差是确定公差带相对零线位置的极限偏差,如图3所示,它可以是上偏差或下偏差。一般指靠近零线的偏差。基本偏差有28种,用A~ZC表示,其中大写字母表示孔,小写字母表示轴。
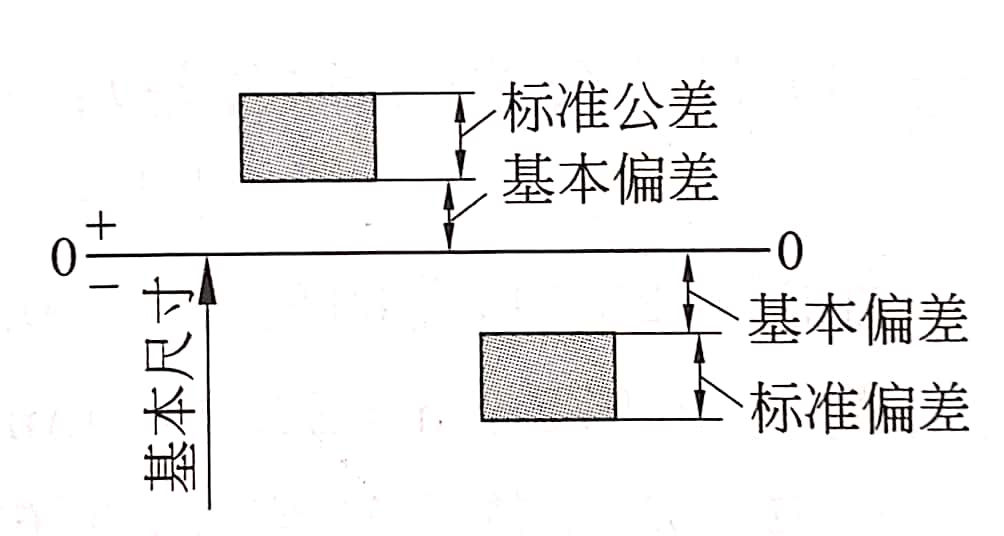
图3 基本偏差
公差带代号由基本偏差代号和公差等级组成。例如图1中轴的尺寸φ30f7由公称尺寸φ30和公差带代号f7组成,其中f7表示公差等级为7级,基本偏差为f,其极限偏差值可通过查“轴的极限偏差表”获得。
(7)尺寸公差在图样中的标注。
尺寸公差在零件图中有以下三种标注形式。
①只标注公差带代号,如图4(a)所示。
②只标注极限偏差,如图4(b)所示。
③同时标注公差带代号和极限偏差,如图4(c)所示。

图4 极限偏差在零件图上的标注
知识点词条:极限与配合的概念
