

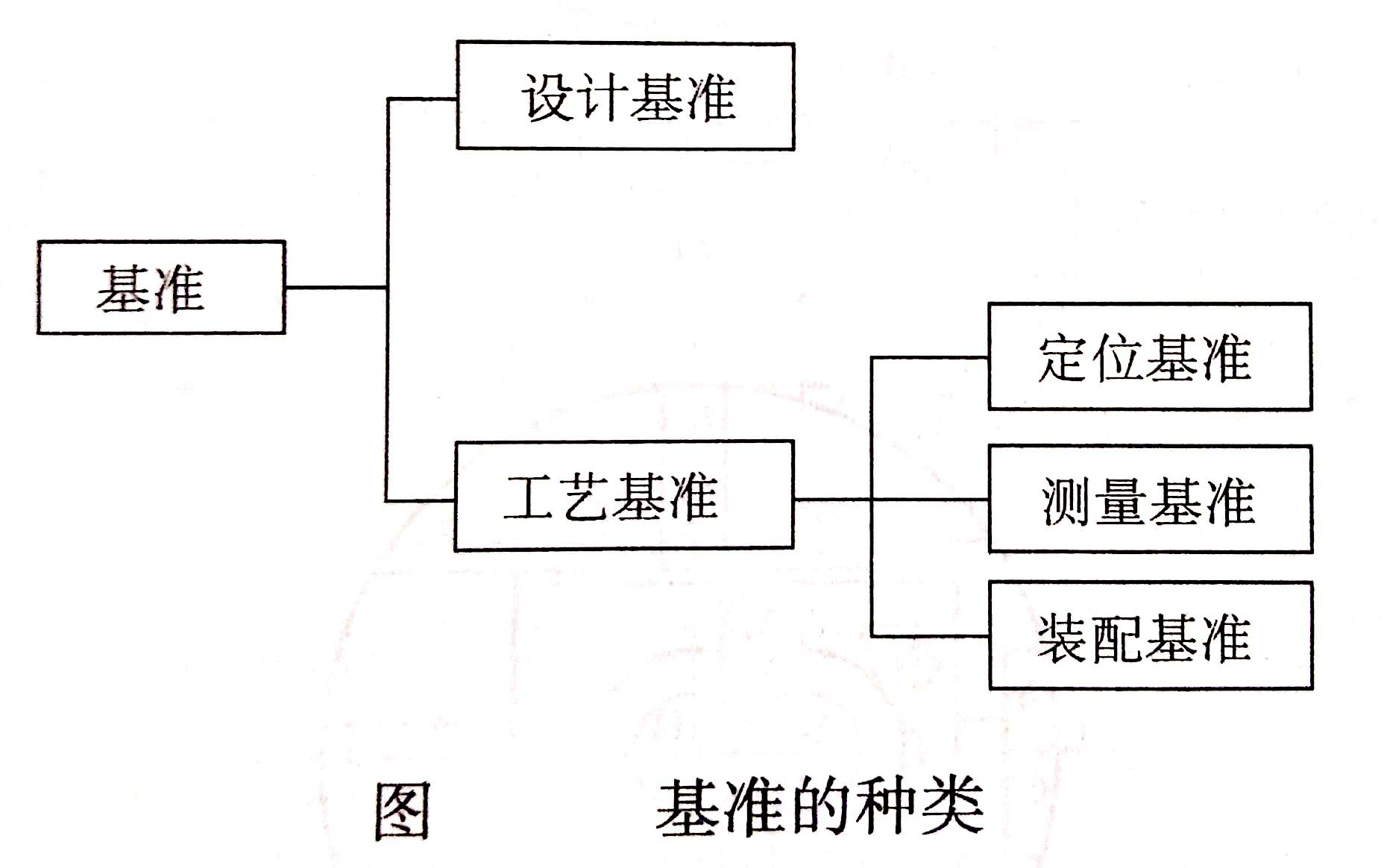
1.设计基准
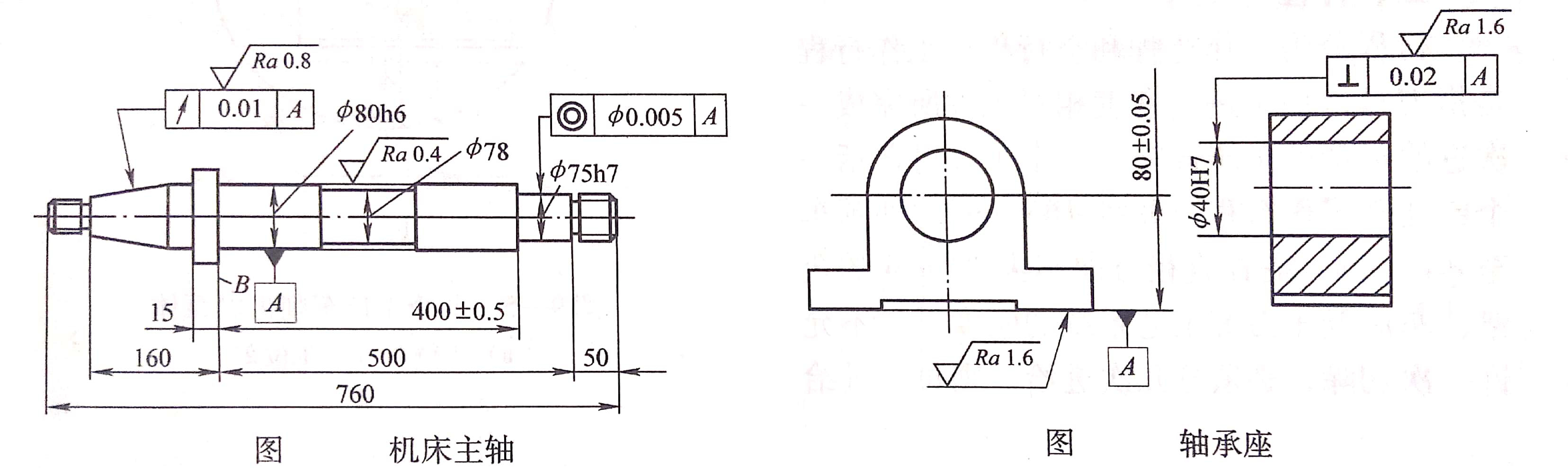
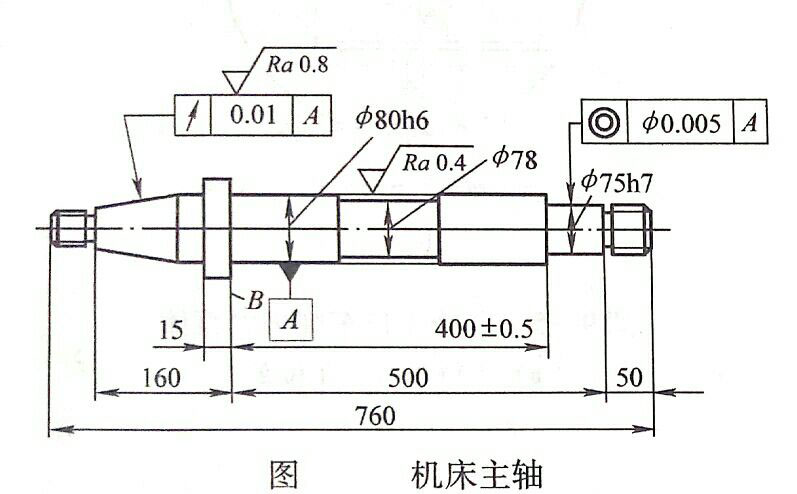
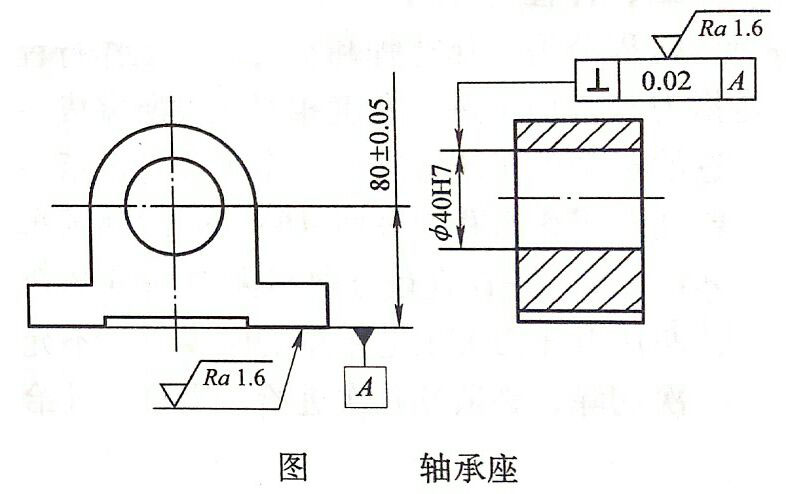
设计图样上所采用的基准,称为设计基,准。图左所示的机床主轴,各级外圆的设计基准为主轴的轴线。长度尺寸是以端面B为依据的,因此轴向设计基准是端面B。而图右所示的轴承座,Φ40H7 孔中心高的设计基准为地平面A。
2.工艺基准
(1)定位基准 在加工中用作定位的基准,称为定位基准。图左所示的机床主轴,用两顶尖装夹车削和磨削时,其定位基准是两端中心孔。而图右所示的轴承座,用花盘角铁装夹车削轴承孔时,底面装夹在角铁上,底面A即为定位基准。
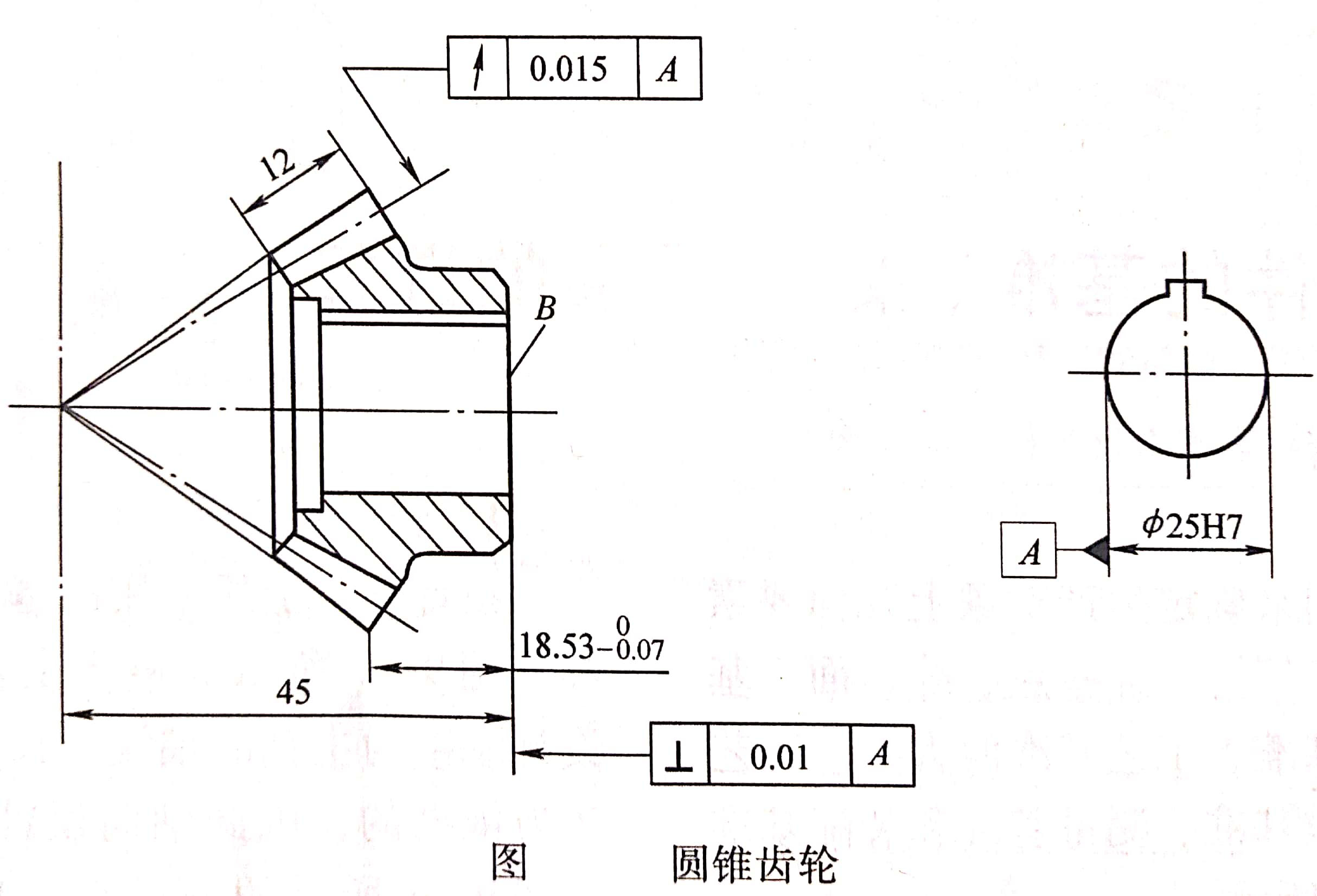
图示的圆锥齿轮,在车削齿轮坯时,以Φ25H7孔和端面B装夹在心轴上,以保证齿坯圆锥面与孔的同轴度以及长度尺寸18.530-0.07mm。内孔就是径向定位基准,端面B为轴向定位基准。
(2)测量基准 测量时所采用的基准,称为测量基准。
检验图示机床主轴的圆锥面对A的径向圆跳动,可把外圆Φ80h6安放在V形架中,并采用轴向定位,用千分表测量圆锥面的径向跳动,外圆Φ80h6就是测量基准。
图左所示的轴承座,测量时把工件放在平板上,孔中插入一根心轴,以底平面为依据,用百分表根据量块的高度,用比较测量法来测量中心高(80mm±0.05mm);再用百分表在心轴的两端测量轴承孔与底平面的平行度误差(图右),轴承座的底平面就是测量基准。

(3)装配基准 装配时用来确定零件或部件在产品中的相对位置所采用的基准,称为装配基准。
在图示的圆锥齿轮装配图中,Φ25H7为径向装配基准,端面B为轴向装配基准。加工此圆锥齿轮的齿形时,应装夹在心轴上以孔和端面作为测量基准。因此,齿轮轴线和端面B既是设计基准,又是定位基准、测量基准和装配基准,这称为基准重合。基准重合是保证工件和产品质量最理想的工艺手段。
必须指出,作为工艺基准的点和线,总是以具体表面来体现的,这个表面就称为定位基面。图示的圆锥齿轮轴线并不具体存在,而是由内孔表面来体现的,因而内孔和端面就是圆锥齿轮的定位、测量和装配的定位基面。

知识点词条:车削工件的基准

