在铣床上钻孔,主要有划线钻孔、按靠刀法钻孔、用分度头或回转工作台装夹工件钻孔等几种方法,具体见表。
|
钻孔方式 |
方法说明 |
示意图 |
|
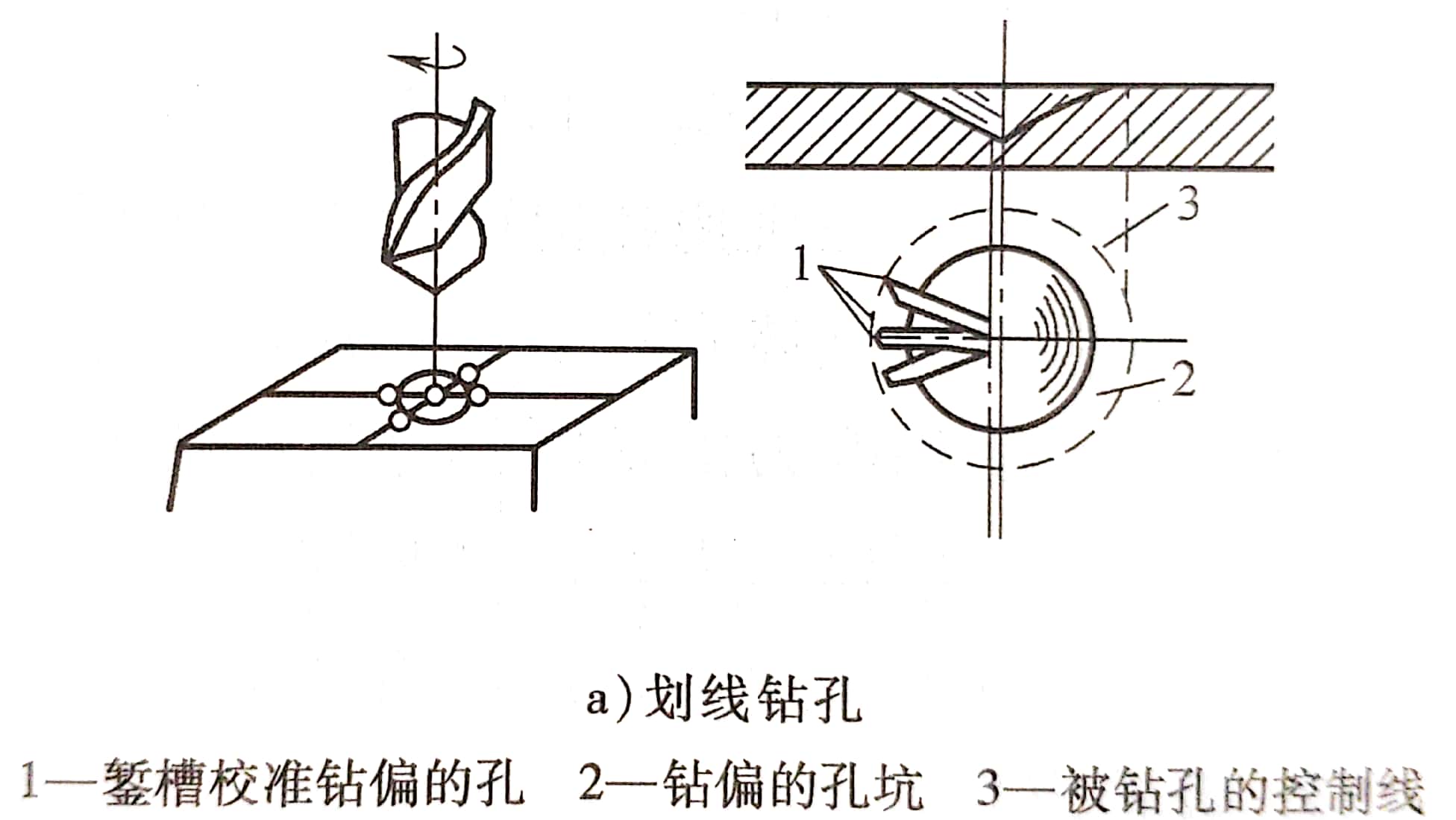
划线钻孔 |
若钻头与孔位偏心,则应重新进行校准。校准时,可在浅孔坑与划线距离较大处錾几条浅槽,如图a所示。校准并落钻再试钻,待对准后即可开始钻孔 |
|
|
靠刀法钻孔 |
当孔对基准的孔距尺寸精度要求较高时,用划线法钻孔不易控制,此时可利用洗床的纵向、横向手轮刻度,采用靠刀法对刀钻孔,如图b所示 |
|
|
用分度头或回转工作台装夹工件钻孔 |
在盘类工件上钻削圆周等分孔时,可在分度头或回转工作台上装夹工件钻孔。 1)在分度头上分度钻孔(图c)。直径不大的盘类工件,可安装在分度头上分度钻孔 2)当工件尺寸较大时,可将工件用压板装夹在回转工作台上钻孔(图d) |

|
铰刀由工作部分、颈部和柄部三部分组成。铰刀的种类很多,按其使用时的动力来源不同,分为手用铰刀和机用铰刀两大类;按所铰削的孔不同,分为圆柱铰刀和圆锥铰刀;按结构不同,则可分为整体式铰刀和套式铰刀等:按刀具的材料不同,分为高速工具钢铰刀和硬质合金铰刀。手用铰刀的切削部分比机用铰刀的要长,校准部分只有- -段倒锥结构。较孔的切削余量很小,所以铰刀的前角对铰削变形影响不大。铰酬近于刮削、可域小孔壁的表面粗糙度值。机用铰刀工作部分镶硬质合金刀片,适用于高速铰孔和铰削硬材料。
2.铰孔方法
(1)铰削前的孔加工 铰孔是用铰刀对已粗加工或半精加工的孔进行精加工。铰孔之前,一般先经过钻孔或扩孔。要求较高的孔,需先扩孔或镗孔:对精度要求高的孔,还需分粗铰和精铰。
(2) 铰孔余量的确定 铰孔余量的太小真接影响饺孔的质量。余量太小时,上道工序所残留的加工痕迹不能被全部铰去:余量太大,会使孔的精度降低,表面粗糙度值增大。选择铰孔余量时,应考虑铰孔精度、表面粗糙度、孔径的大小、工件材料的软硬和铰刀类型等因素。表5-4列出了铰孔余量。
|
孔的直径 |
≤6 |
>6~10 |
>10~18 |
>18~30 |
>30~50 |
>50~80 |
>80~120 |
|
粗铰 |
0.10 |
0.10~0.15 |
0.10~0.15 |
0.15~0.20 |
0.20~0.30 |
0.35~0.45 |
0.50~0.60 |
|
精铰 |
0.04 |
0.04 |
0.05 |
0.07 |
0.07 |
0.10 |
0.15 |
(3)切削速度与进给量在铣床上使用普通高速工具钢铰刀铰孔,加工材料为铸铁时,切削速度vc≤10m/min,进给量f≤0.8mm/r;加工材料为钢时,切削速度vc≤8m/min,进给量f≤0.4mm/r。
(4)切削液的选择 铰孔时由于加工余量小,切屑一般都很细碎,容易黏附在切削刃上,甚至夹在孔壁与铰刀棱边之间,将已加工表面刮毛。此外,铰刀的切削速度虽低,但因在半封闭状态下工作,热量传导困难。为了能获得较小的表面相糙度值和延长刀具的寿命,所选用的切削液应具有一- 定的流动性,以冲去切屑和降低温度,并应具有良好的润滑性。具体选择时:铰削韧性材料时,可采用乳化液或极压乳化液;铰削铸铁等脆性材料时一般采用煤油或煤油与矿物油的混合油。
(5)铰孔时的注意事项
1)在铣床上装夹铰刀,有浮动连接与固定连接两种方式。采用固定连接时,必须防止铰刀偏摆,否则铰出的孔径会超差。
2)铰刀的轴线与钻、扩后孔的轴线应同轴。因此,钻孔、扩孔、铰孔最好连续进行,以保证加工精度。
3)铰刀退出工件时不能反转、停车,铰刀反转会使切屑轧在孔壁和铰刀刀齿的后面之间,将孔壁刮毛,同时铰刀也容易磨损,甚至崩刃。因此,必须在铰刀退离工件后再停车。
4)铰通孔时,铰刀的找正部分不能全部铰出孔外,否则会刮坏孔的出口端,退刀也会产生困难。
5)铰刀是精加工刀具,用毕应擦净加油,放置时要防止切削刃被碰坏。
知识点词条:铣削单孔的任务实施