

回轮、转塔车床是在卧式车床的基础上发展起来的一种车床,它与卧式车床的主要区别是:没有尾座和丝杠,而是在尾座的位置上有一个可以纵向移动的多工位刀架,其上可装夹多把刀具。加工过程中,多工位刀架可周期性地转位,将不同刀具依次转到加工位置,对工件进行加工。回轮、转塔车床的优点是:在成批生产中,特别是在加工形状复杂的工件时,生产效率比卧式车床高。但是,由于调整此类机床需要较多时间,故在单件或小批量生产中受到一定限制;由于没有丝杠,只能用丝锥和板牙加工内、外螺纹。
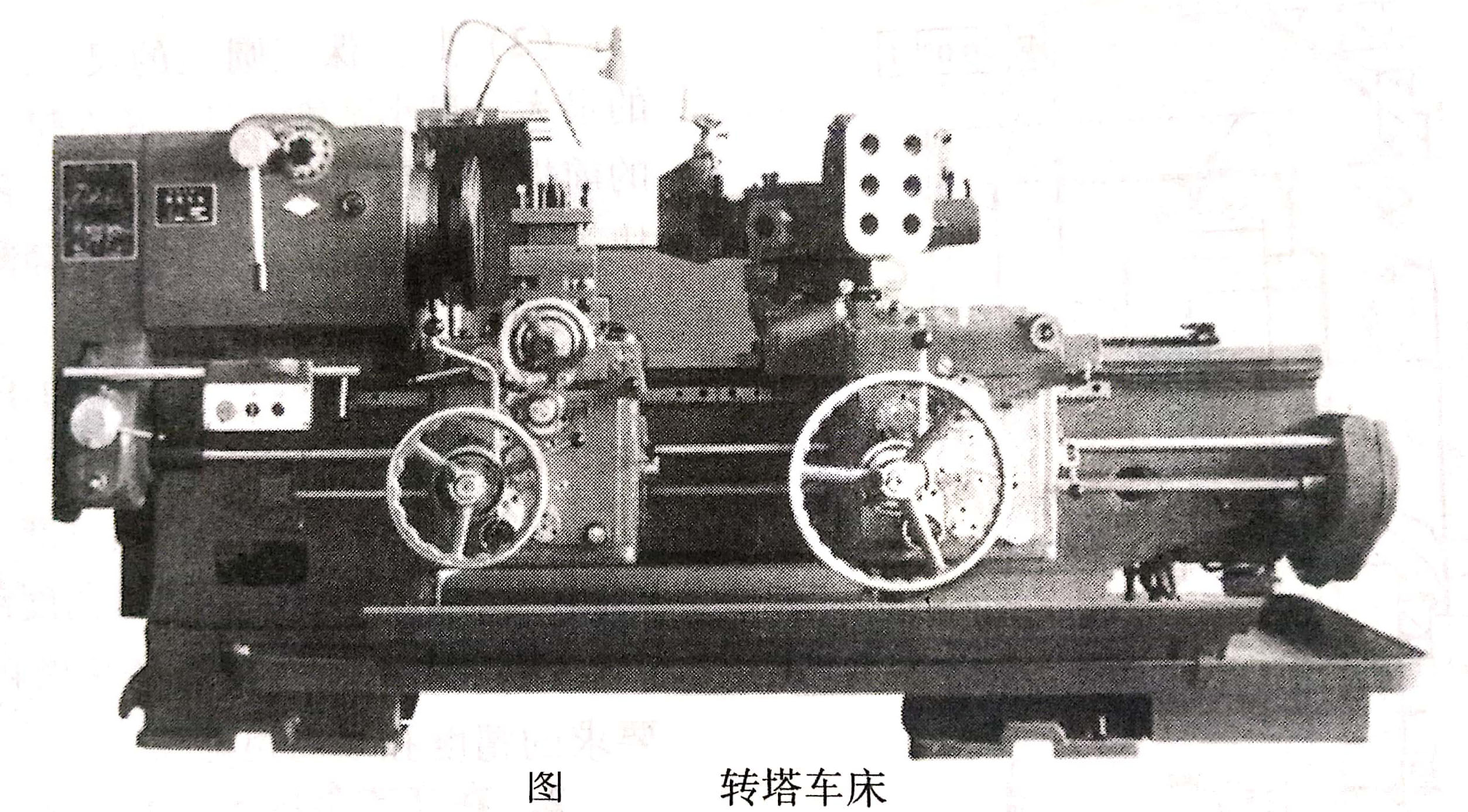
图示为转塔车床的外形,它除了一个前刀架外,还有一个转塔刀架。前刀架与卧式车床的刀架相似,既可作纵向进给,切削大直径的外圆柱面,也可作横向进给,加工端面和外圆槽。转塔刀架可作纵向进给和绕垂直轴线转位,但不能作横向进给。转塔刀架一般为六角形,可在六个面上各装夹一把或一组刀具。转塔刀架用于车削内外圆柱面,钻孔、扩孔、铰孔和镗孔,攻螺纹和套螺纹等。转塔车床的前刀架和转塔刀架各有一个独立的溜板箱来控制它们的运动。转塔刀架设有定程装置,加工过程中当刀架到达预先调定位置时,可自动停止进给或快速返回原位。
在转塔车床上加工工件时,需根据工件的加工工艺过程,预先将所用的全部刀具装在刀架上,根据工件的加工尺寸调整好每把刀具的位置。同时根据需要调整定程装置,以便控制刀具的终点位置。每完成一个工步,刀架手动转位一次,将下一组所需使用的刀具转到加工位置。
图a所示为回轮车床的外形,在回轮车床上没有前刀架,只有一个可绕水平轴线转为的圆盘形回轮刀架,其回轮轴线与主轴轴线平行。回轮刀架上沿圆周均匀地分布着许多轴向孔(通常为12~16个,见图b),供装夹刀具用。当装刀孔转到最高位置时,其刀具轴线与主轴轴线在同一轴线上。回轮刀架随纵向溜板一起,可沿床身导轨作纵向进给运动,进行车内外圆、钻孔、扩孔、铰孔和加工螺纹等工序。

知识点词条:回转、转塔车床

