

工件的长度L与直径d之比大于25(即长径比L/d>25)的轴类工件称为细长轴。细长轴的外形并不复杂,但由于其本身的刚度低,车削时又受切削力、重力、切削热等因素的影响,容易产生弯曲变形以及振动、锥度、 腰鼓形、竹节形等缺陷,难以保证加工精度。长径比越大,加工就越困难。
虽然车细长轴的难度较大,但只要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择车刀的几何参数三个关键技术,问题就迎刃而解了。
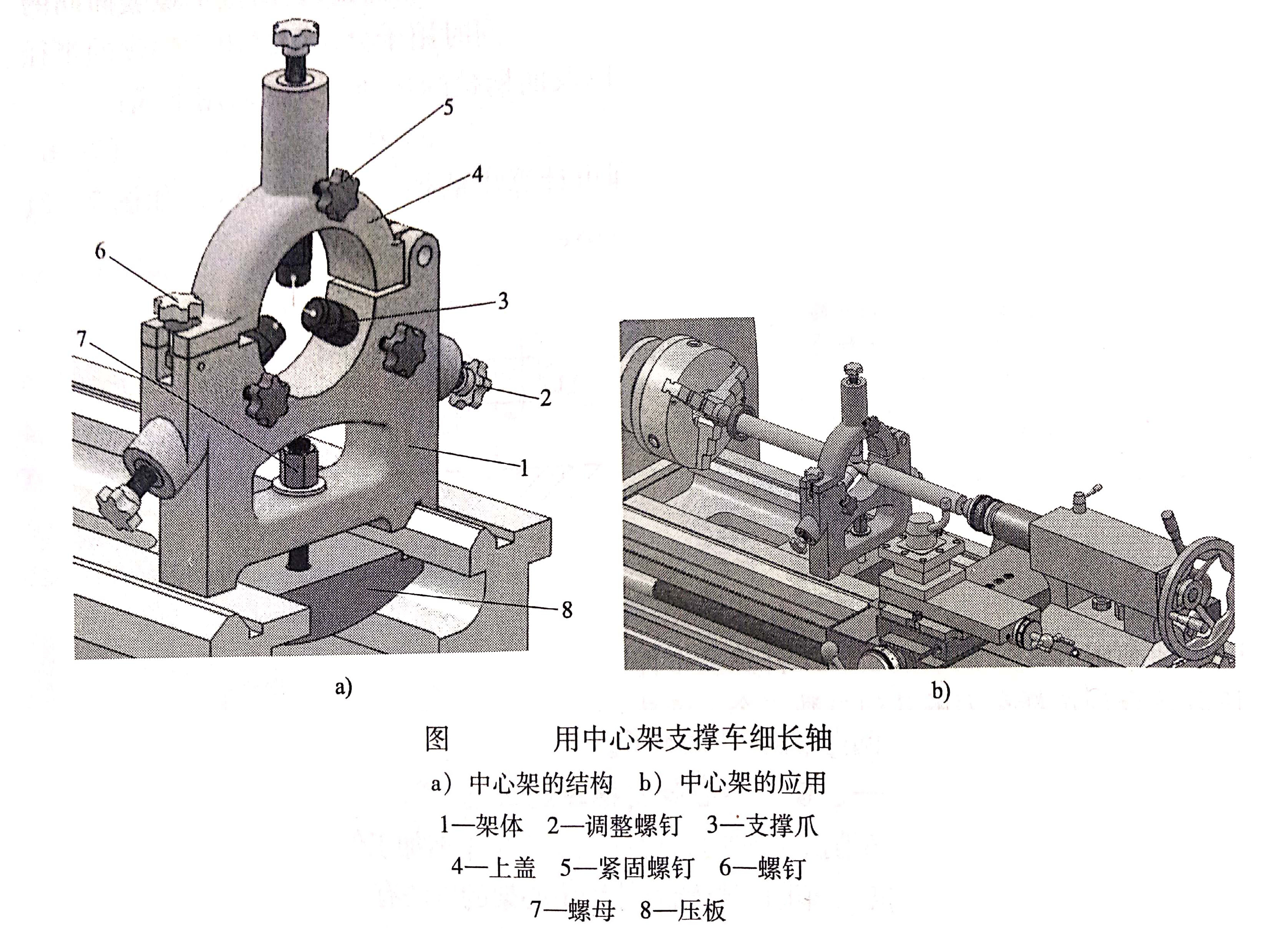
车削细长轴时,可使用中心架来增加工件的刚度。车削细长轴时使用中心架的方法有:
1.中心架直接支撑在工件中间
当细长轴可以分段车削时,中心架的架体通过压板支撑在工件中间,如图所示。这时,L/d的值减小了一半, 车削时工件的刚度可增加许多倍。在工件装上中心架之前,必须在毛坯中部车出一段支撑中心架支撑爪的槽,槽的表面粗糙度值及圆柱度误差要小,否则会影响工件精度。调整中心时,必须先通过调整螺钉调整好下面两个支撑爪,再用紧定螺钉紧固,然后把上盖盖好固定,最后调整上面的一个支撑爪,并用紧定螺钉紧固。
但是,在细长轴中间车削这样一条槽是比较困难的。当被车削的细长轴中间无槽或安置中心架处有键槽或花键等不规则表面时,可采用中心架和过渡套筒支撑车细长轴的方法。
2.用过渡套筒支撑车细长轴
应用过渡套筒支撑车细长轴的方法如图所示,其中心架的支撑爪与过渡套筒的外表面接触。过渡套筒的两端各装有3个调整螺钉,用这些螺钉夹住毛坯工件,并调整套筒外圆的轴线与车床主轴轴线重合,即可车削。

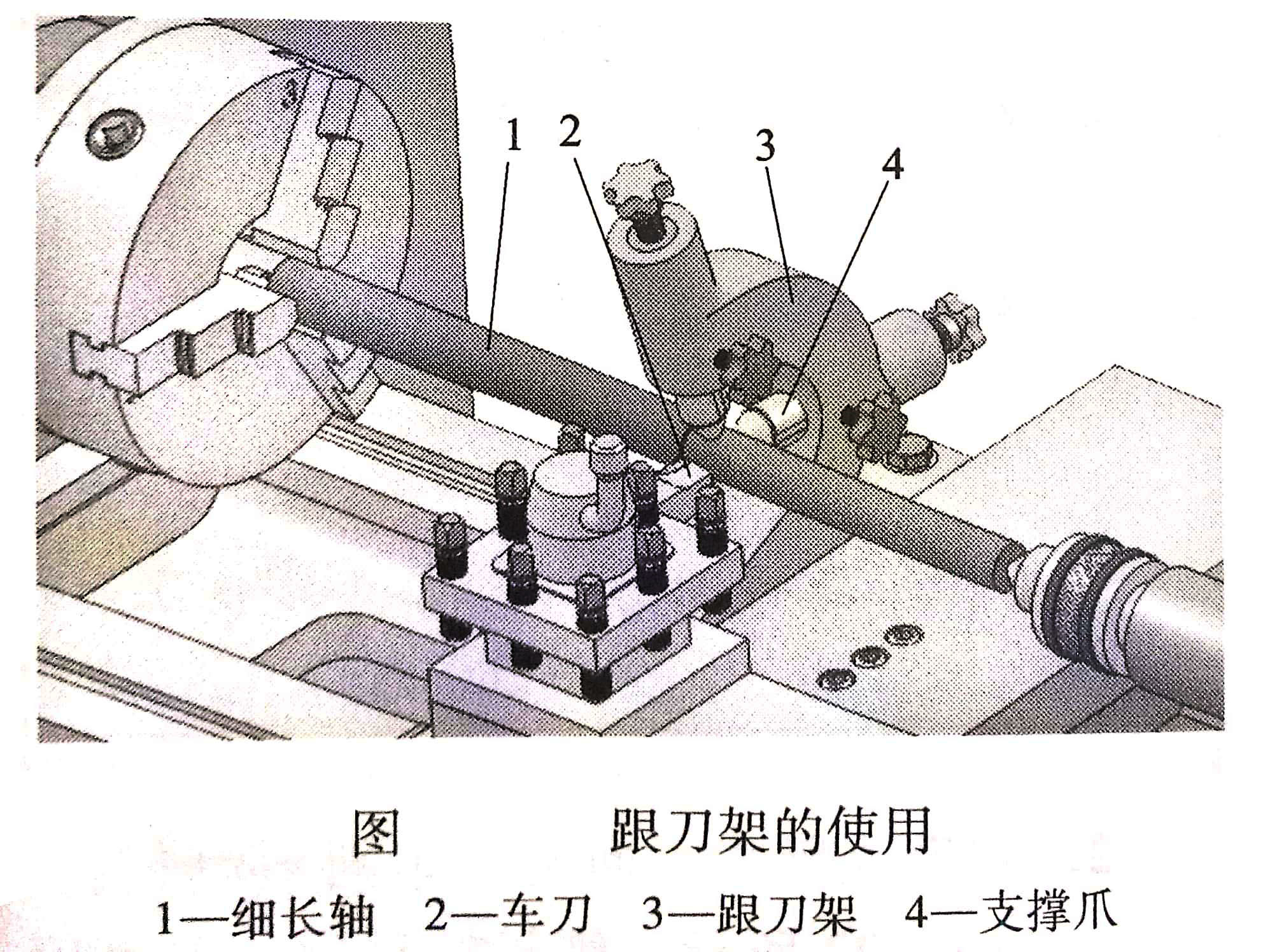
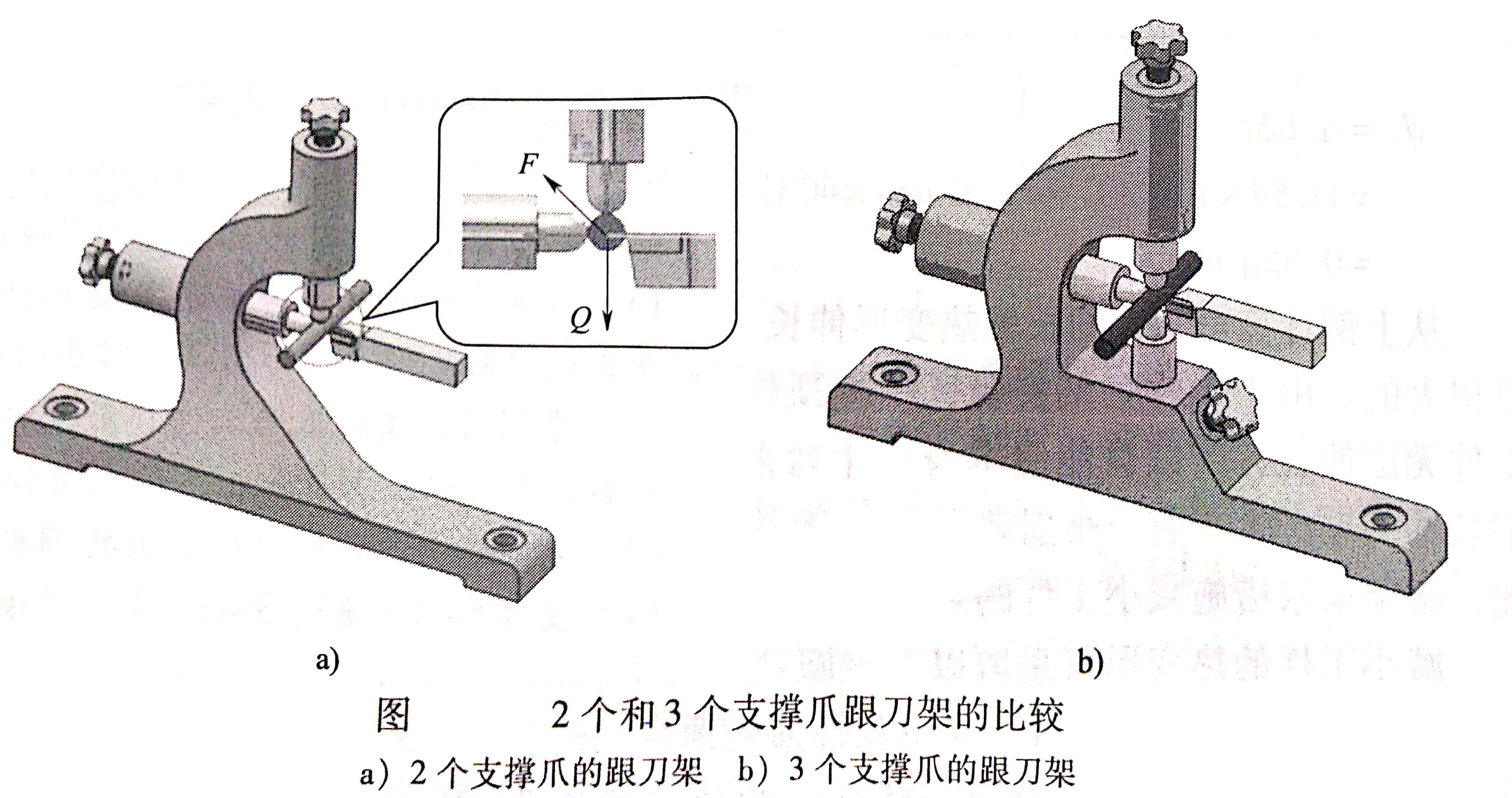
从跟刀架的设计原理来看,只需2个支撑爪就可以了(图a), 因为车刀给工件的切削抗力F使工件贴在跟刀架的两个支撑爪上。但是,在实际使用时,工件本身有一个向下的重力以及工件不可避免的弯曲,车削时工件往往因离心力的作用瞬时离开支撑爪,又瞬时接触支撑爪而产生振动。如果采用3个支撑爪的跟刀架支撑工件(图b),一面由车刀抵住,使工件上下、左右都不能移动,车削时非常稳定,不易产生振动。因此,车细长轴时要应用3个支撑爪的跟刀架。
知识点词条:使用中心架和跟刀架支撑车细长轴

