

加工如图所示零件,材料为Φ30mm硬铝。要求设计工艺并编写程序。
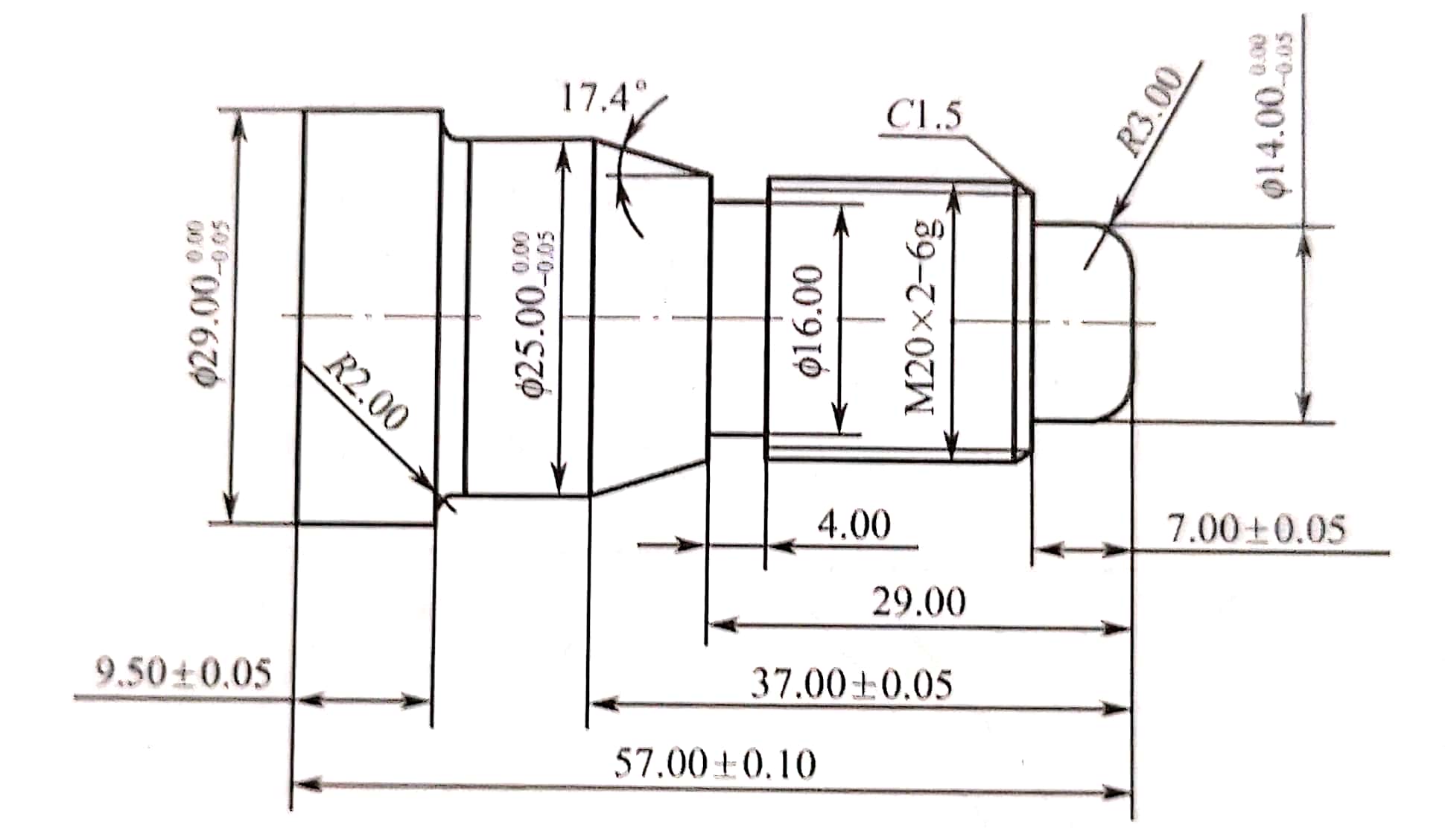
图 加工零件图
1)工艺分析
不同的零件在数控加工中一般都有其工序卡, 工、量、刃具清单,程序单等,这些是数控加工时最重要的文件资料,也是加工工艺实践积累必不可少的资料。在加工中正确选用工具、量具、刃具及合理安排加工顺序对零件质量及加工效率有很大的影响。
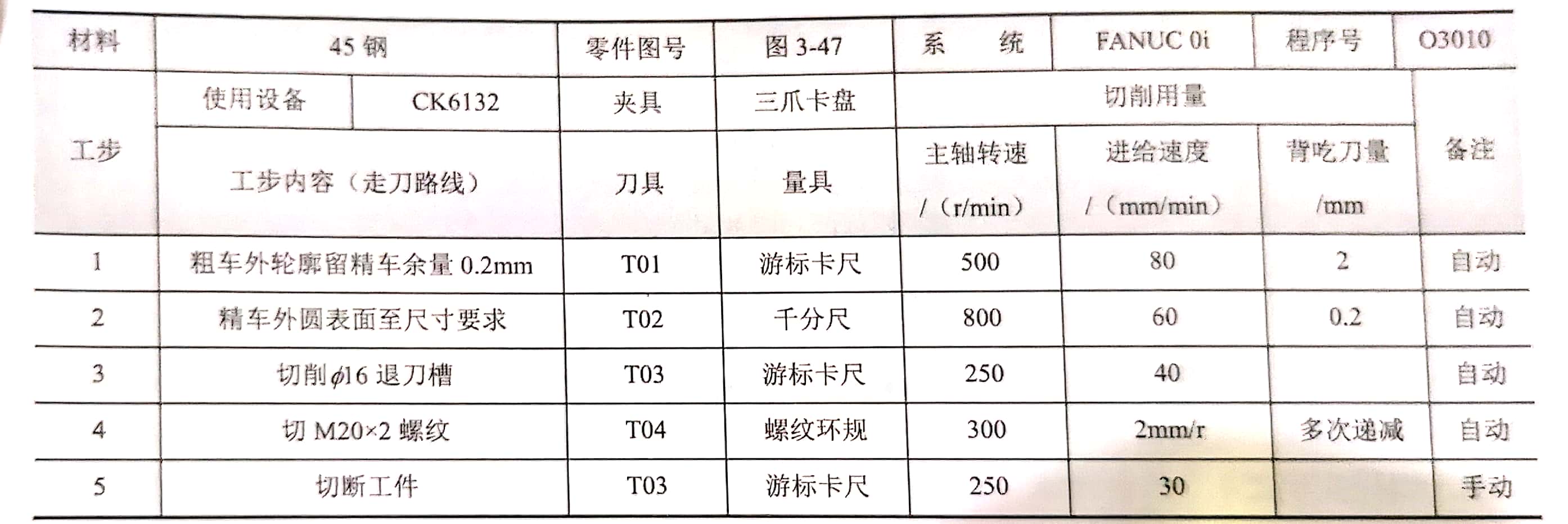
(1)选择工、量、刃具。本例选择的工、量、刃具清单如表1所示。
表1 工、量、刃具清单

(2)确定工艺路线及切削用量。工艺路线的确定根据先粗后精、先近后远、先里后外的原则,本例用1号刀采用G71粗车复合循环加工外轮廓,用2号刀采用G70精车循环加工外轮廓, 用3号刀加工退刀槽,用4号刀加工螺纹,停转主轴,检测尺寸合格后,再选3号刀手动切断工件。数控车削工序卡如表2所示。
表2 数控车削工序卡
(3)数值计算。般零件的生产加工,为便于控制零件轮廓尺寸精度要求,编程时都取极限尺寸的平均值作为编程尺寸,即偏程尺=基本尺寸+ (上偏差+下偏差) /2:或者直按以基本尺寸编程,通过精加工前测量后修改刀补来获得尺寸精度。
螺纹大径: D大=D公称-0.1×螺距=20-0.1x2=19.8mm
螺纹小径: D小=D公称-1.3×螺距=20-1.3x2=17.4mm
螺纹加工引入量=3mm,超越量=2mm
2)数控编程
|
03010 |
程序号 |
|
N010 G98 T0101; |
调1号刀及刀补,建立工件坐标系 |
|
N020 GO X32. Z60; |
快速到换刀位 |
|
N030 M3 S500; |
启动主轴 |
|
N040 X31.22; |
快速定位到循环起点 |
|
N050 G71 U2.R1.; |
粗车循环 |
|
N060 G71 P70Q170U0.4W0.2F80; |
精加工余量为0.2mm.粗加工进给速度为80mm/mim |
|
N070 G1 X8 F60; |
X向进刀到R3圆弧起点,精加工进给速度为60mm/mim |
|
N080 Z0; |
2向进刀到R3圆弧起点 |
|
N090 G3XI4.Z-3R3.; |
加工R3圆弧 |
|
N100 GIZ-7.; |
加工p14外圆 |
|
N120 X19.8 Z-8.5; |
加工CI.5倒角 |
|
N130 Z-29; |
加工螺纹外径到锥面起点处 |
|
N140 G01 X25.0 Z37.0; |
加工锥面 |
|
N150 Z-45.5; |
加工p25外圆到R2起点处 |
|
N160 G02 X29 Z -47.5 R2.0; |
顺圆弧插补加工R2弧面 |
|
N170 G01 Z-57; |
加工d29外圆 |
|
N180 G0 X50 Z50M01M05; |
快速移动到安全换刀位,选择停止,主轴停 |
|
N190 T0202; |
选择2号精车刀,调用2号刀补 |
|
N200 G0 X31 Z1 S800M03; |
快速定位到精车加工循环起点,主轴转速为800r/min,正转 |
|
N210 G70 P70 Q170; |
精车加工外轮廓 |
|
N220 G0 X50250; |
快速移动到安全换刀位 |
|
N230 T0303; |
选择3号精车刀,调用3号刀 |
|
N240 G0 X21 Z-29 S250; |
快速定位到切槽起点,主轴转速为250r/min |
|
N250 G0I X16.0 F40.0; |
切削中16退刀相。进给速度为40mm/min |
|
N260 G04 X2; |
在槽定暂停25 |
|
N270 G01 X22 F100; |
刀具+X向退出 |
|
N280 G0 X50 Z50; |
刀具快速移动到安全位置 |
|
N290 T0404; |
换4号螺纹车刀 |
|
N300 G0 X21 Z-4 S300; |
快进到G92起点,主轴转速为300 r/min |
|
N310 G92 X19.0 Z-27 F2; |
加工螺纹,第一刀进刀1.0 mm,进给速度为2mm/r |
|
N320 X18.3; |
第二刀进刀0.7mm |
|
N330 X17.8; |
第三刀进刀0.5 mm |
|
N340 X17.5; |
第四刀进刀03 mm |
|
N350 X17.4; |
第五刀进刀0.1 mm |
|
N360 G0 X50 Z50; |
刀具快速移动到安全位置 |
|
N370 M05; |
停转主轴 |
|
N380 M30; |
程序结束并返回程序头 |
知识点词条:数控车床编程实例

