

1.单柱立式车床的结构原理
如图所示,单柱立式车床有一个箱形立柱,与底座固定连接成一体,构成机床的支撑骨架。工作台装在底座的环形导轨上,工件装在它的台面上,由它带动绕垂直轴线旋转,完成主运动。
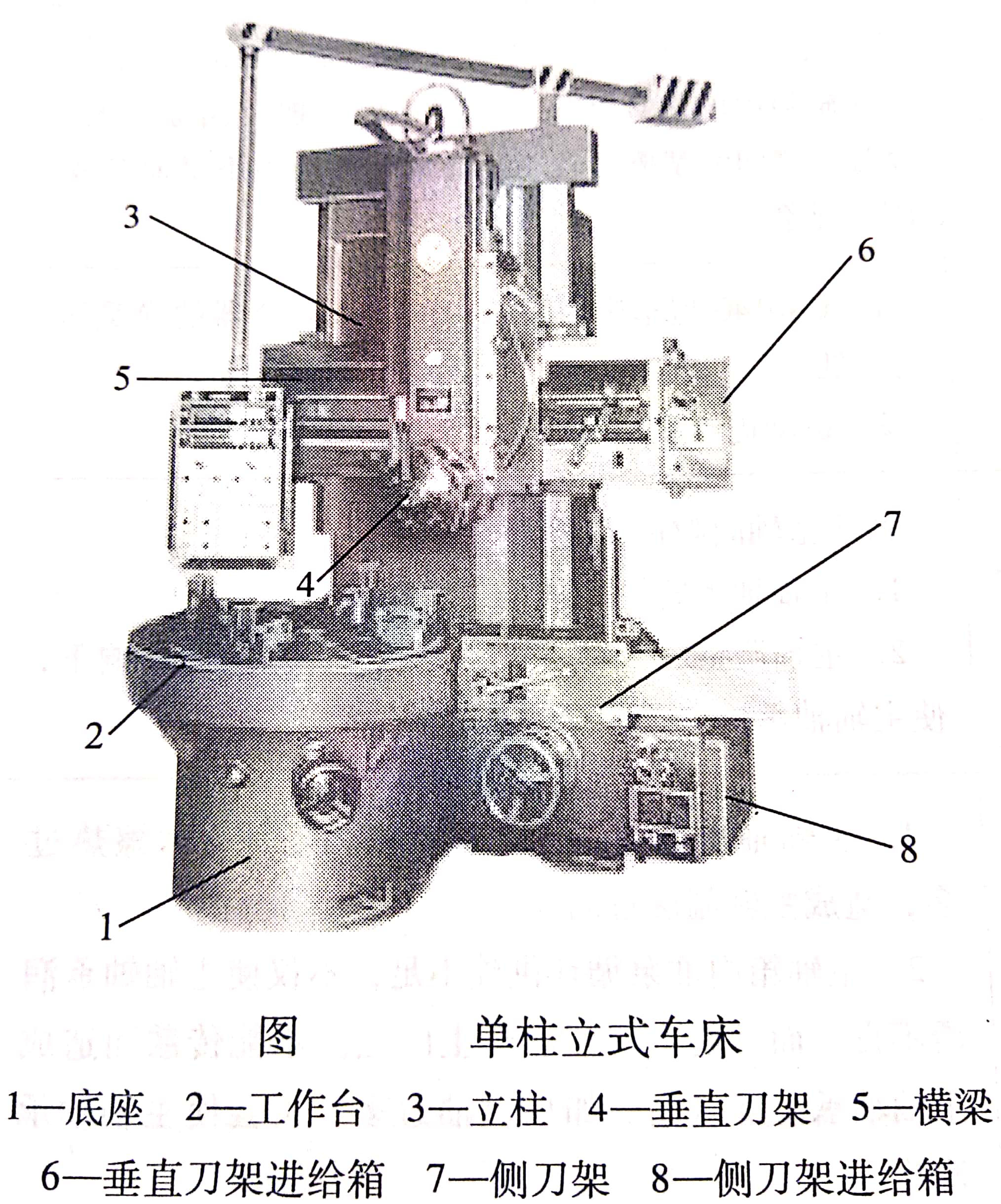
在立柱的垂直导轨上装有横梁和侧刀架,侧刀架可在立柱的导轨上作垂直进给,还可沿刀架滑座的导轨作横向进给。在横梁的水平导轨上装有一个垂直刀架。垂直刀架可沿横梁导轨移动作横向进给,以及沿刀架滑座的导轨移动作垂直进给。刀架滑座可左右回转一定的角度,以使刀架作斜向进给。
2.立式车床的结构特点
轴竖直布置,一个直径很大的圆形工作台呈水平布置,供装夹工件用,从而使笨重工件的装夹和找正较方便。由于工件及工作台的重力由床身导轨或推力轴承承受,大大减轻了主轴及其轴承的载荷,所以较易保证加工精度。
立式车床主要用于加工径向尺寸大而轴向尺寸相对较小且形状复杂的大型或重型工件。加工工件的类型有:
1.大直径的盘类、套类和环形工件及薄壁工件,如图所示。

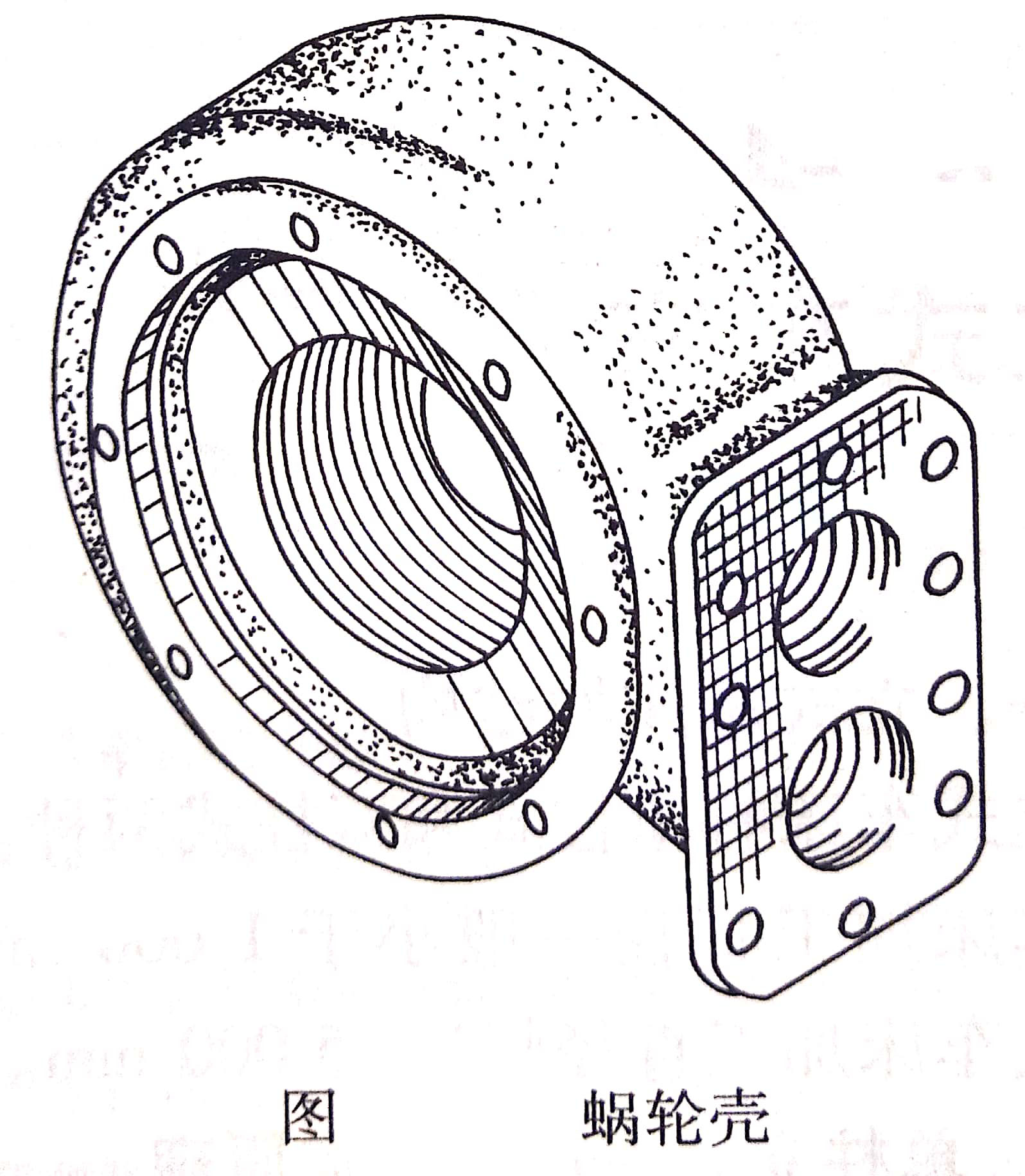
2.组合件、焊接件及带有各种复杂型面的工件,如图所示的蜗轮壳等。
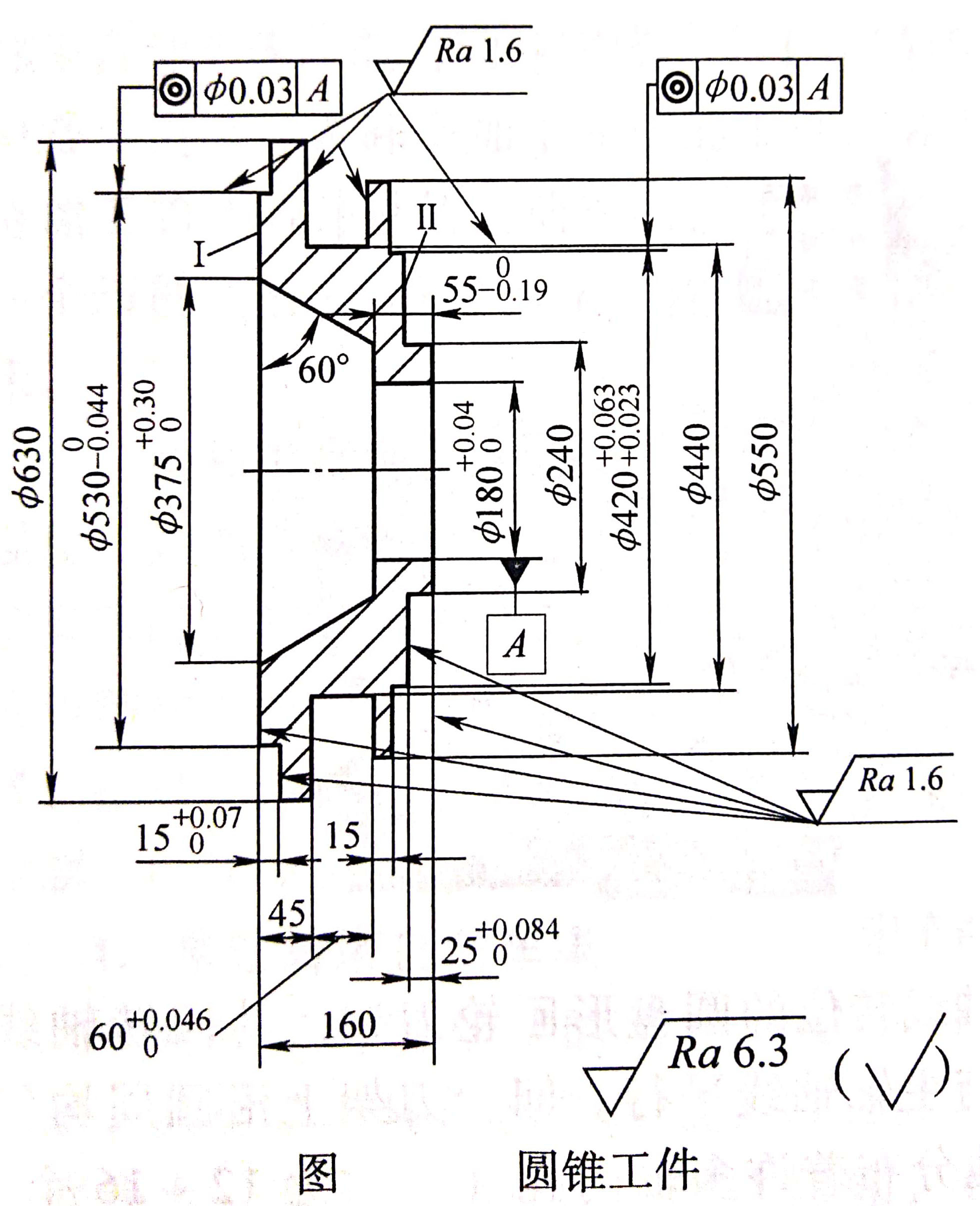
3.大直径圆锥工件等,如图所示。
在立式车床上,工件的定位就是确定工件的定位基准面。所选定的定位基准必须能保证定位精度和定位可靠,减小工件变形并保证操作安全。一般以端面及内、外圆的轴线定位。
工件找正是使工件中心与工作台旋转中心相重合。找正应在工件尚未完全夹紧和定位状态下进行,找正时应同时调整夹紧机构夹紧力的大小,直到找正后工件完全符合工艺要求,则夹紧、定位和找正同时完成。
在立式车床上车削圆锥、球面和曲面的原理与卧式车床相同,工件直接装夹在工作台(或中间垫入垫铁)上车削。
1.在立式车床上车削圆锥
(1)首先应确定垂直刀架的转动角度。在立式车床上车削精度较高的圆锥角度,主要是依靠正弦规来找正垂直刀架转动角度的误差,通常能保证角度误差在±(30”~1')之内。
(2)其次保证圆锥的尺寸。精度较高的最大、最小圆锥直径,是在保证角度正确的前提下,用圆柱量棒、钢球、百分尺和量块等经过换算间接测量的。这种测量精度可达±0.01 ~±0.05mm。
(3)车削圆锥时,车刀刀尖与工作台旋转轴线必须重合,尤其最后精加工圆锥时,换刀或磨刀后必须重新对准。否则所车的圆锥母线不平直,并造成角度误差。
(4)圆锥还可以用磨头磨削,达到所要求的精度和表面粗糙度。
2.在立式车床上车削球面和曲面
车刀的运动为垂直运动和水平运动的合成运动。当用垂直刀架或侧刀架车削曲面或球面时,不能采用机动进给,只能采用手动控制方法,使车刀同时作纵横运动,此时车刀作曲线运动,将曲面或球面车削成形。
知识点词条:立式车床

