

铣削曲面时,常用球头刀采用行切法进行加工。所谓“行切法”,是指刀具与零件轮廓的切点轨迹是一行一行平行的,而行间的距离是按零件加工精度的要求确定的。
对于边界敞开的曲面加工,可采用两种加工路线。如图23 所示,对于发动机大叶片,当采用下图1(a)所示的加工方案时,每次沿直线加工,刀位点计算简单,程序少,加工过程符合直纹面的形成方式,可以准确保证母线的直线度。当采用下图1(b)所示的加工方案时,符合这类零件数据给出情况,便于加工后检验,叶形的准确度高,但程序较多。由于曲面零件的边界是敞开的,没有其他表面限制,所以曲面边界可以延伸,球头刀应由边界外开始加工。
如图2所示为用立铣方式加工一个圆柱形表面时采用的不同切削策略。在圆周方向进行切削,刀具轨迹要进行两轴联动插补。在沿母线方向进行切削时,刀具只需做单轴的插补。另外,不同的切削方法,刀具的磨损差别很大,顺铣时的刀具磨损明显低于逆铣,往复铣削时的磨损远远大于单向铣削。
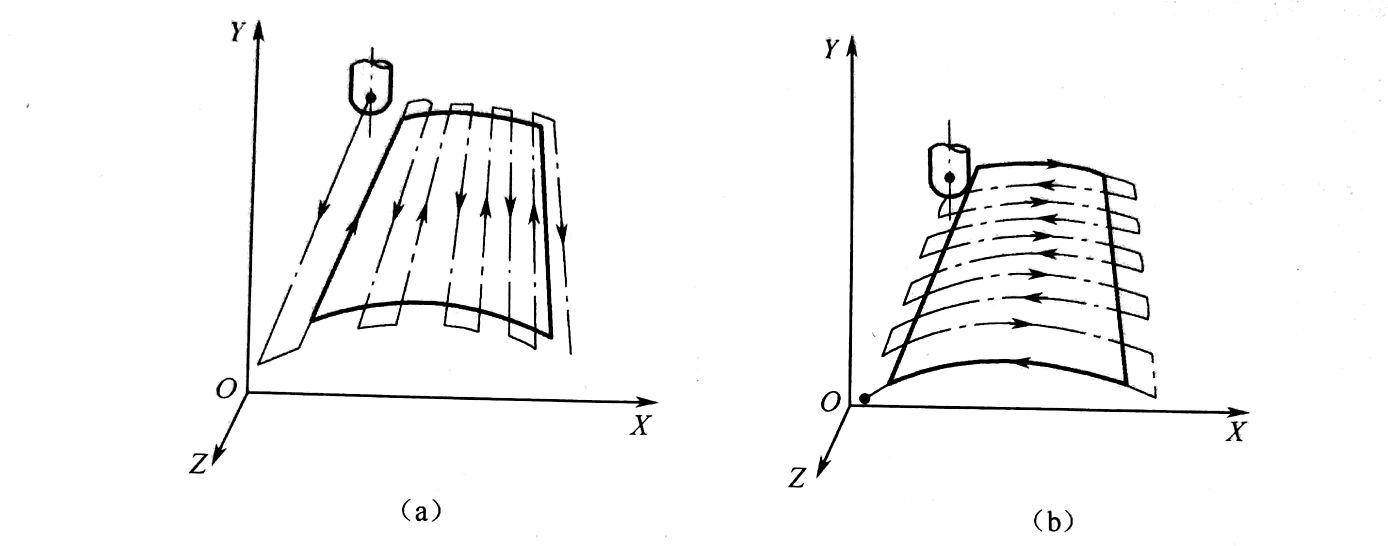
图1 曲面的加工路线
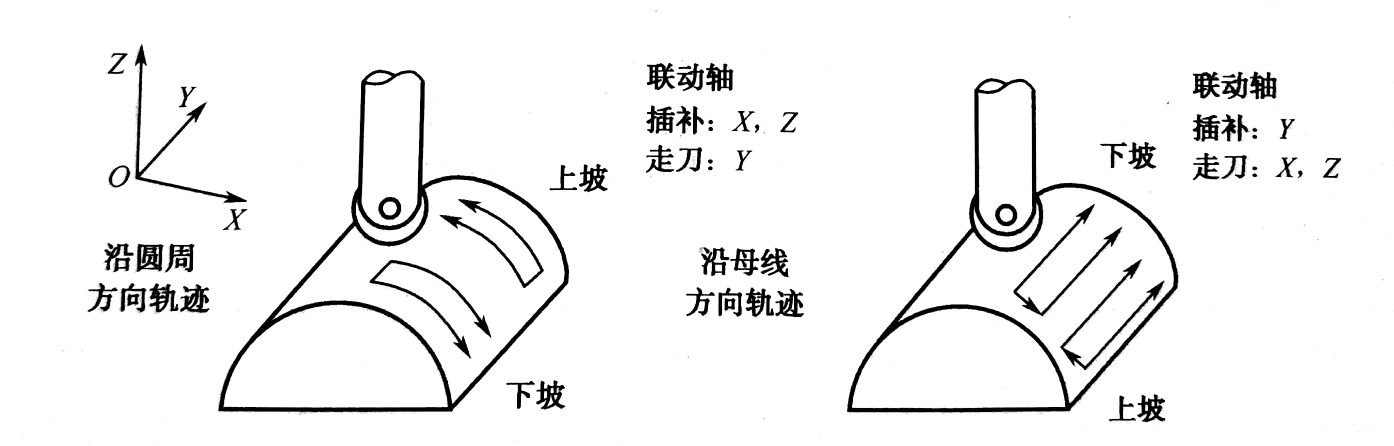
图2 圆柱面精加工时的两种路径对比
此外,确定走刀路线时,还要综合考虑工件的形状与刚度、加工余量大小、机床与刀具的刚度等情况。
知识点词条:曲面的加工路线

