套类工件的测量项目主要包括孔径的测量、几何公差的测量等。
孔径的测量可采用游标卡尺、内卡钳、寒规、内测千分尺、内径千分尺、三爪内径千分尺和内径千分表等。
测量孔径的量具都可以测量工件的形状精度,生产中常用内径千分表来测量。
方向、位置和跳动精度常用百分表和千分表测量。
1.内卡钳
在孔口试车削或位置狭小时,使用内卡钳显得灵活方便,如图所示。内卡钳与千分尺配合使用也能测量出精度较高(IT8~IT7)的孔径。
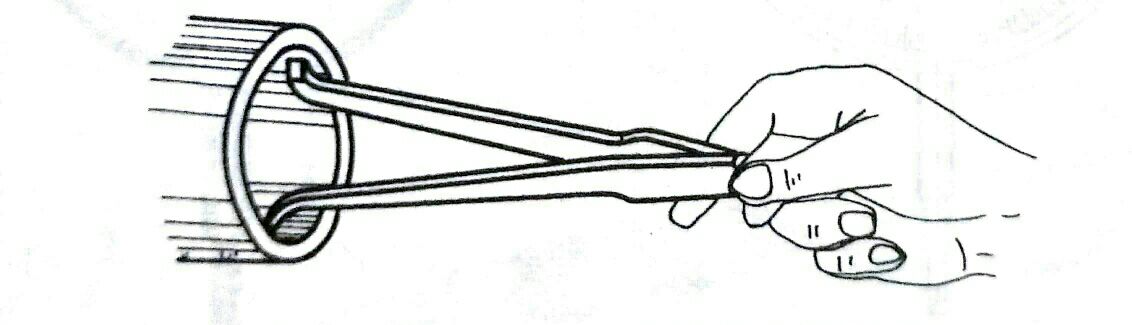
图 用内卡钳测量孔径
2.塞规
塞规如图所示,塞规通端的基本尺寸等于孔的下极限尺寸Lmin,止端的基本尺寸等于孔的上极限尺寸Lmax。用塞规检验孔径时,若通端进人工件的孔内,而止端不能进人工件的孔内,说明工件孔径合格。测量盲孔时,为了排除孔内的空气,常在塞规的外圆上开有通气槽或在轴心处轴向钻出通气孔。
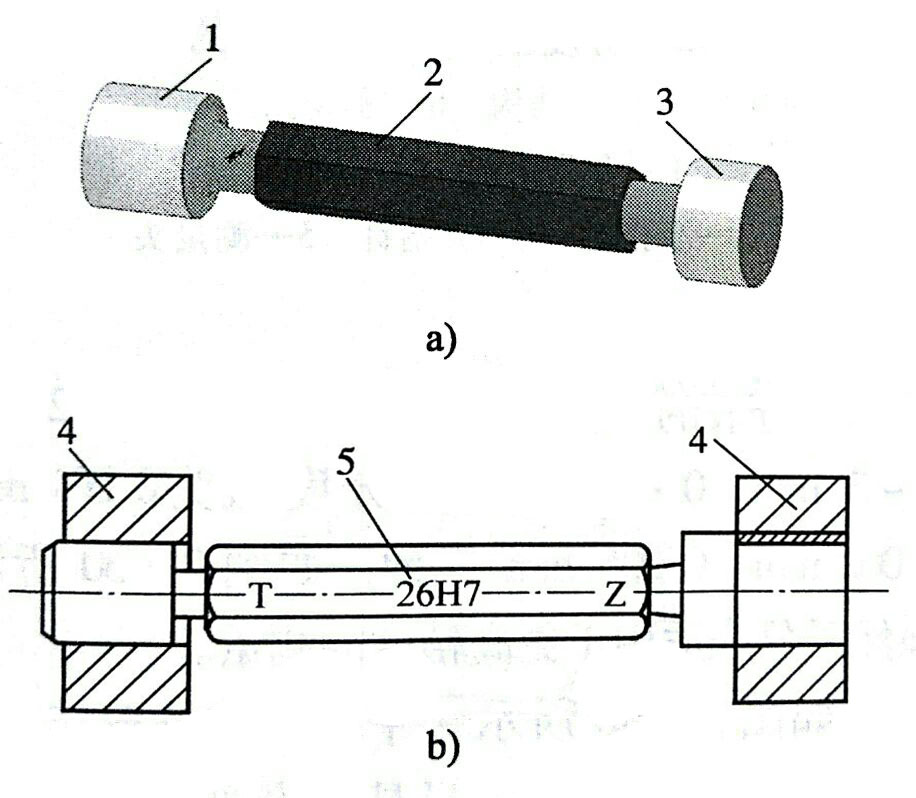
图1-2 用塞规检验孔径
a、塞规的形状 b、检验孔径
1——通规 2——手柄 3——止规 4——工件 5——孔径
3.内测千分尺
内测千分尺的测量范围为5 ~ 30 mm和25 ~50 mm等,内测千分尺的分度值为0.01 mm。
测量精度较高、深度较小的孔径时,可采用内测千分尺,如图所示。这种千分尺刻线方向与千分尺相反,当微分筒顺时针旋转时,活动量爪向右移动,测量值增大,固定量爪和活动量爪即可测量出工件的孔径尺寸。
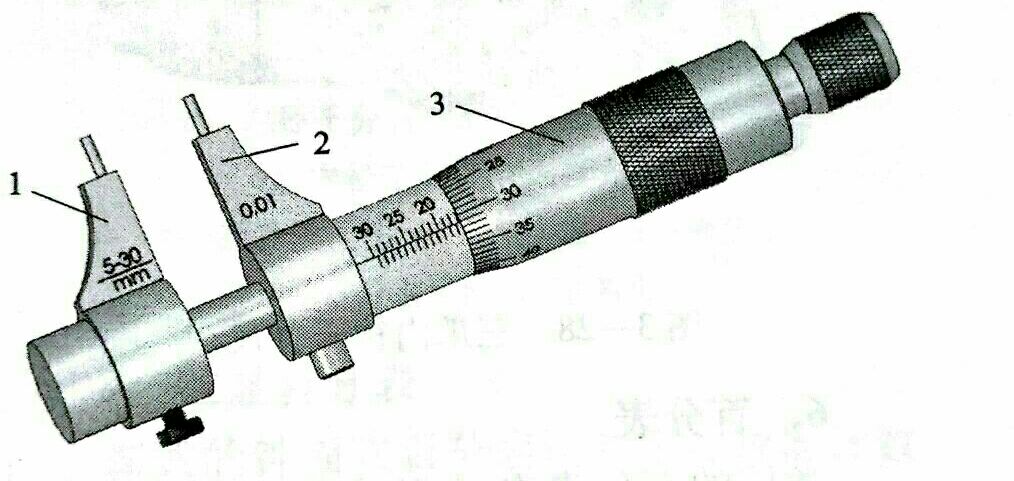
图1-3 内测千分尺及使用
1——固定量爪 2——活动量爪 3——微分筒
4.内径千分尺
内径千分尺的测量范围为 50 ~250 mm、50~600 mm、150~1 400 mm等,其分度值为0.01 mm。
测量大于φ50 mm的精度较高、深度较大的孔径时,可采用内径千分尺。此时,内径千分尺应在孔内摆动,在直径方向应找出最大读数,轴向应找出最小读数,如图所示。这两个重合读数就是孔的实际尺寸。
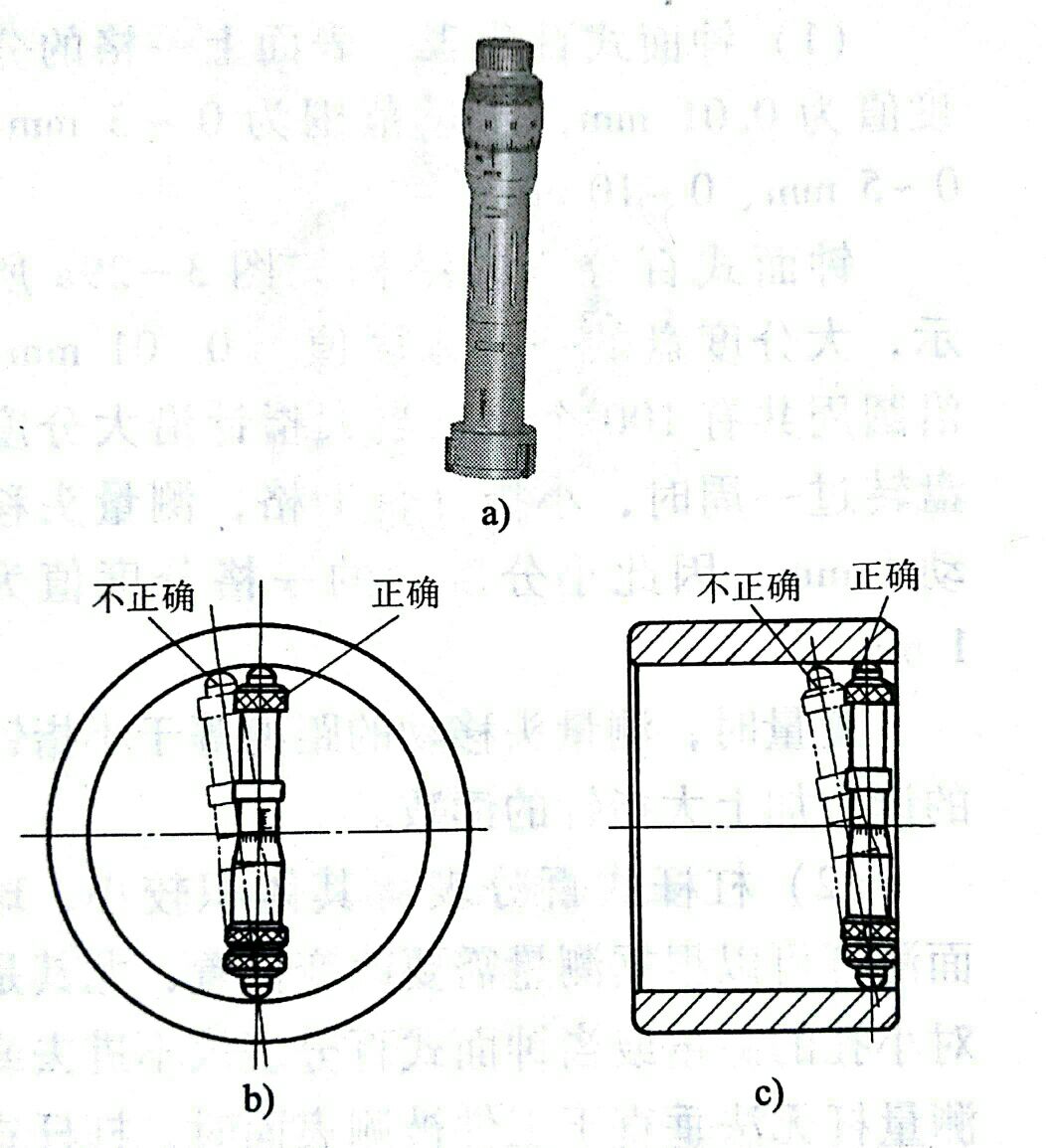
图1-4 内径千分尺及使用方法
a——实物图 b——径向位置 c——轴向位置
5.三爪内径千分尺
三爪内径千分尺的测量范围为6 ~8 mm、8~10mm、10~12mm、 12~14mm、 14 ~17mm、 17 ~ 20 mm、 20~25 mm、...、90~ 100mm;其分度值为0.01 mm或0.005 mm。
三爪内径千分尺用于测量φ中6~φ100 mm的精度较高、深度较大的孔径,如图所示。它的三个测量爪在很小幅度的摆动下,能自动地位于孔径的直径位置,此时的读数即为孔的实际尺寸。

图1-5 三爪内径千分尺
6.百分表
常用的百分表有钟面式和杠杆式两种,如图所示。
(1)钟面式百分表 表面上一格的分度值为0.01 mm,测量范围为0~3 mm、0~5 mm、0~ 10 mm。
钟面式百分表的结构如图a所示,大分度盘的一格分度值为0. 01 mm,沿圆周共有100个格。当大指针沿大分度盘转过一周时,小指针转1格,测量头移动1 mm,因此小分度盘的一格分度值为1mm
测量时,测量头移动的距离等于小指针的读数加上大指针的读数。
(2)杠杆式百分表 其体积较小,球面测杆可以根据测量需要改变位置,尤其是对小孔的测量或当钟面式百分表放不进去或测量杆无法垂直于工件被测表面时,杠杆式百分表就显得十分灵活方便。
杠杆式百分表表面上一格的分度值为0.01mm,测量范围为0 ~0.8 mm, 如图b 所示。

图1-6 百分表
1——大分度盘 2——小分度盘 3——小指针
4——大指针 5——测量杆 6——测量头 7——球面测杆
7.千分表
千分表的测量范围为0~1mm、0 ~2 mm、0~3 mm、0~5 mm; 其分度值为0.001 mm、0.002 mm、0.005mm三种,如图所示。显然千分表适用于更高精度的测量。
如图所示,千分表的外形结构与钟面式百分表相似,只是分度盘的分度值不同。大分度盘的一格分度值为0.001 mm, 沿圆周共有200个格。当大指针沿大分度盘转过一周时, 小指针转1格,测量头移动0.2 mm,因此小分度盘的一格分度值为0.2 mm。
测量时,测量头移动的距离等于小指针的读数加上大指针的读数。图1-7a 所示的千分表的读数为0.2 mm +56 x0.001 mm=0.256 mm。
百分表和千分表是一种指示式测量仪。百分表和千分表应固定在测架或磁性表座上使用,测量前应转动罩壳使表的长指针对准“0”刻线。
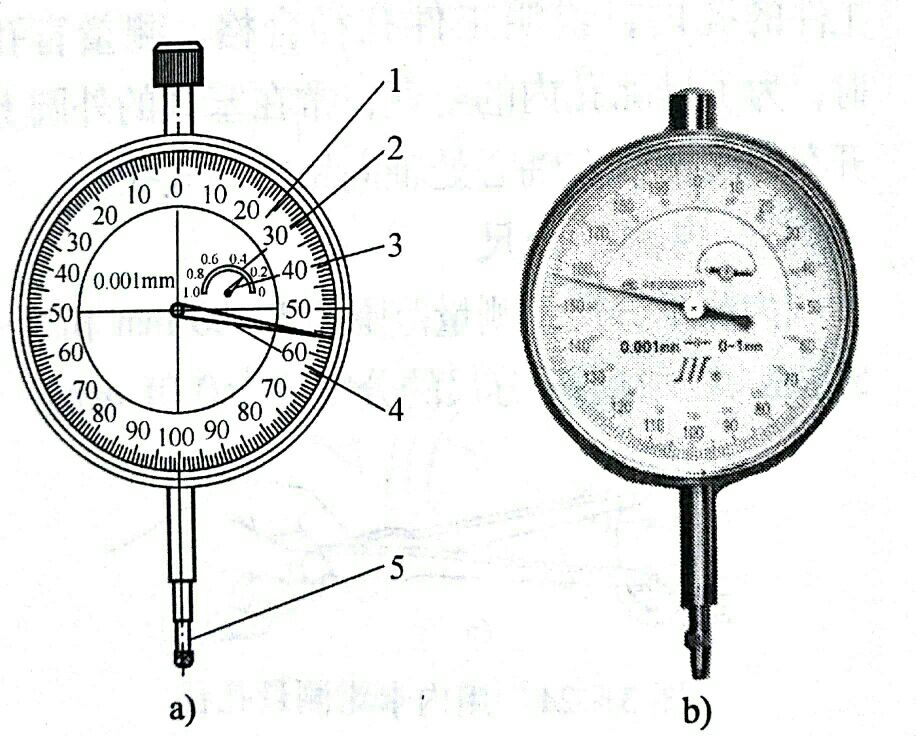
图1-7 分度值为0.001mm的千分表
a、结构 b、实物图
1——大分度盘 2——小分度盘
3——小指针 4——大指针 5——测量头
8.内径千分表( 或内径百分表)
内径千分表的结构如图所示,它是将千分表装夹在测架上,在测量头端部有一活动测量头,另一端的固定测量头可根据孔径的大小更换。为了便于测量,测量头旁装有定心器。
使用内径千分表测量属于比较测量法。测量时必须摆动内径千分表(图c),所得的最小尺寸是孔的实际尺寸。
内径千分表与千分尺配合使用,也可以比较出孔径的实际尺寸。

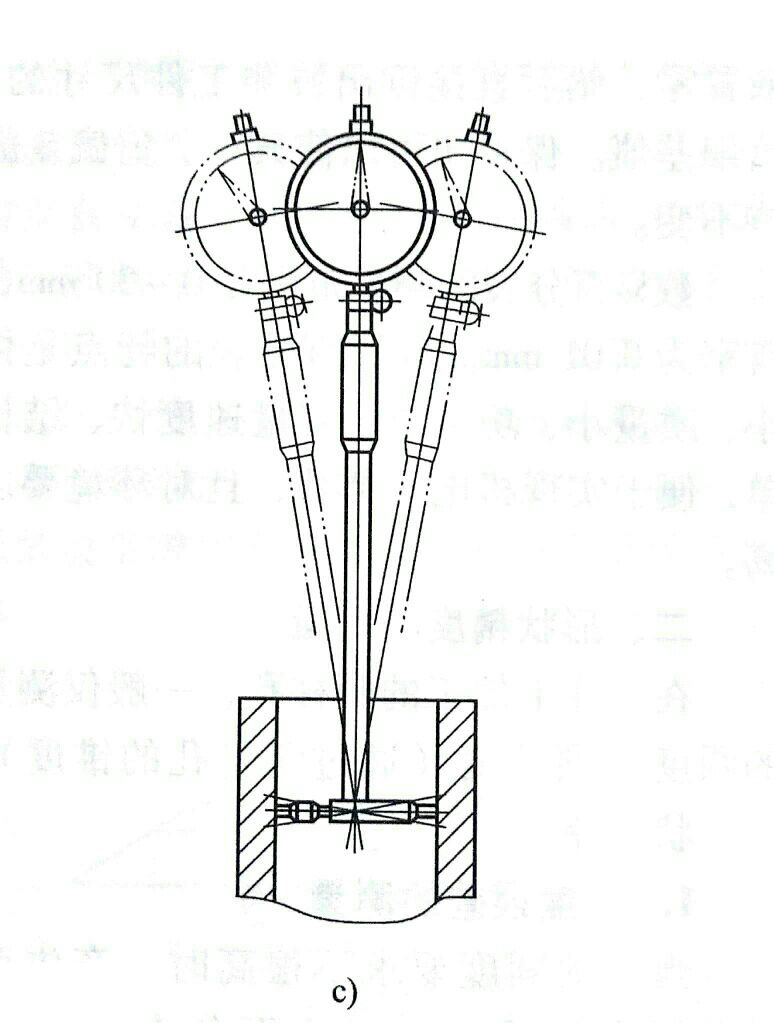
图1-8 内径千分表及使用
a、内径千分表 b、孔中测量情况 c、内径千分表的测量方法
1——活动测量头 2——定心器 3——测杆 4——百分表 5——固定测头
9.数显百分表
新式的钟面式百分表用数字计数器计数和读数,称其为数显百分表(如图)
数显百分表可在其测量范围内任意给定位置,按动表体上的置零钮使显示屏上的读数置零,然后直接读出被测工件尺寸的正、负偏差值。保持钮可以使其正、负偏差值保持不变。
数显百分表的测量范围是0~ 30 mm,分辨率为0.01 mm。数显百分表的特点是体积小、质量小、功耗小、测量速度快、结构简单,便于实现机电一体化,且对环境要求不高。

图1-9 数显百分表
1——显示屏 2——表体 3——置零钮 4——保持钮 5——米英制转换钮



