

1.六点定位规则
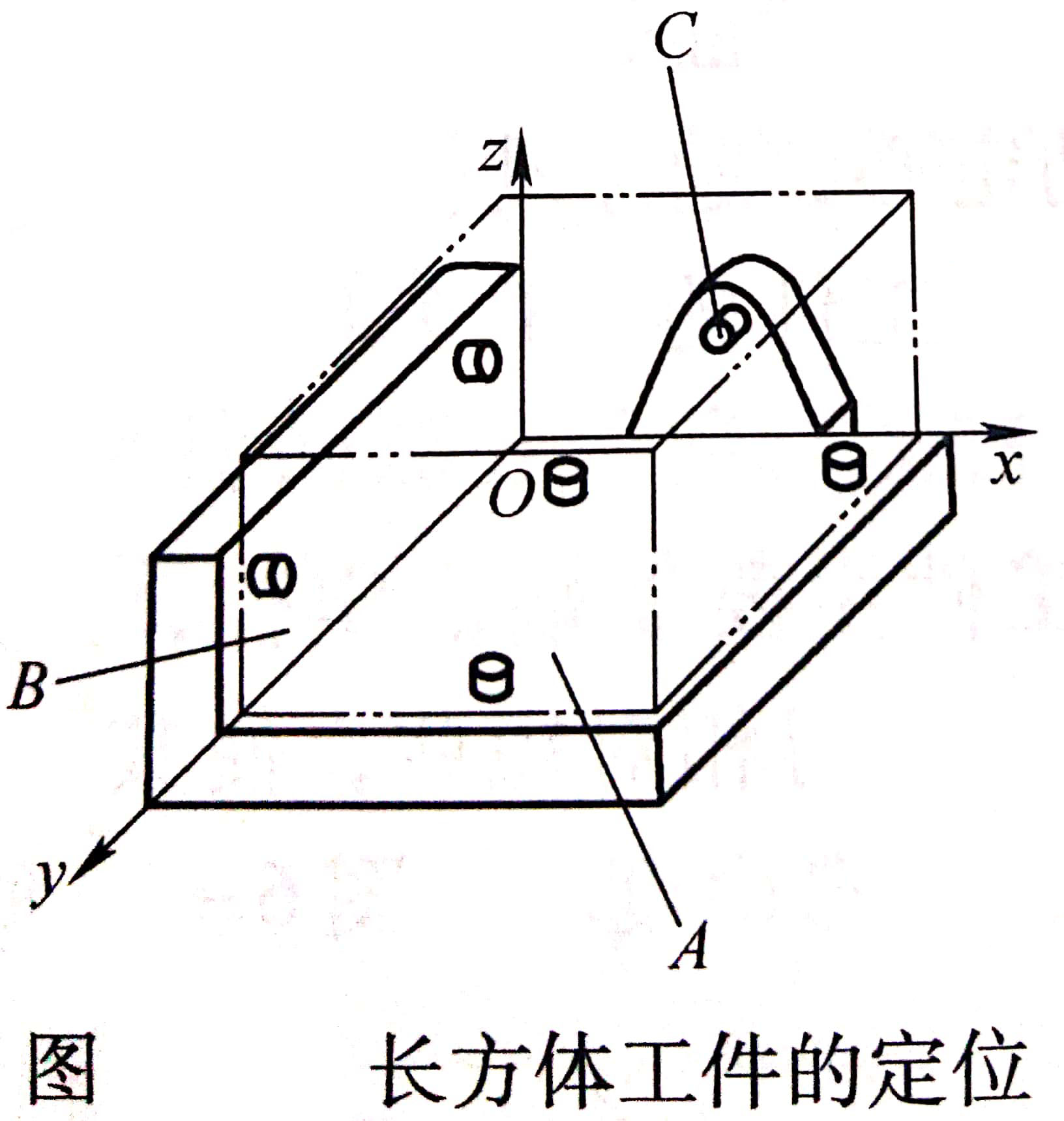
任何工件在空间直角坐标系中,都可以沿x、y、z这三个坐标轴移动,也可绕着这三个坐标轴转动。习惯上把沿x、y、z坐标轴移动的自由度分别用 表示,把沿着这三个坐标轴转动的自由度分别用
表示,把沿着这三个坐标轴转动的自由度分别用 表示,如图所示。
表示,如图所示。

图示的长方体工件,被夹具中的6个按一定要求布置的支撑点限制了其6个自由度。其中底面A支撑在3个支撑点上,限制了工件 3个自由度;左侧面靠在两个支撑点上,限制了工件
3个自由度;左侧面靠在两个支撑点上,限制了工件 两个自由度;端面与1个支撑点C接触,限制了工件
两个自由度;端面与1个支撑点C接触,限制了工件 1个自由度。这样工件的6个自由度全部被限制,工件在夹具中只有唯一的位置。
1个自由度。这样工件的6个自由度全部被限制,工件在夹具中只有唯一的位置。
2.工件定位的类型
在加工过程中,并非所有的工件都必须限制6个自由度。工件所需限制自由度的个数主要取决于工件在该工序中的加工要求。工件在夹具中的定位主要有完全定位、不完全定位、重复定位和欠定位等。
(1)完全定位 工件的6个自由度全部被限制,在夹具中只有唯一的位置的定位称为完全定位。
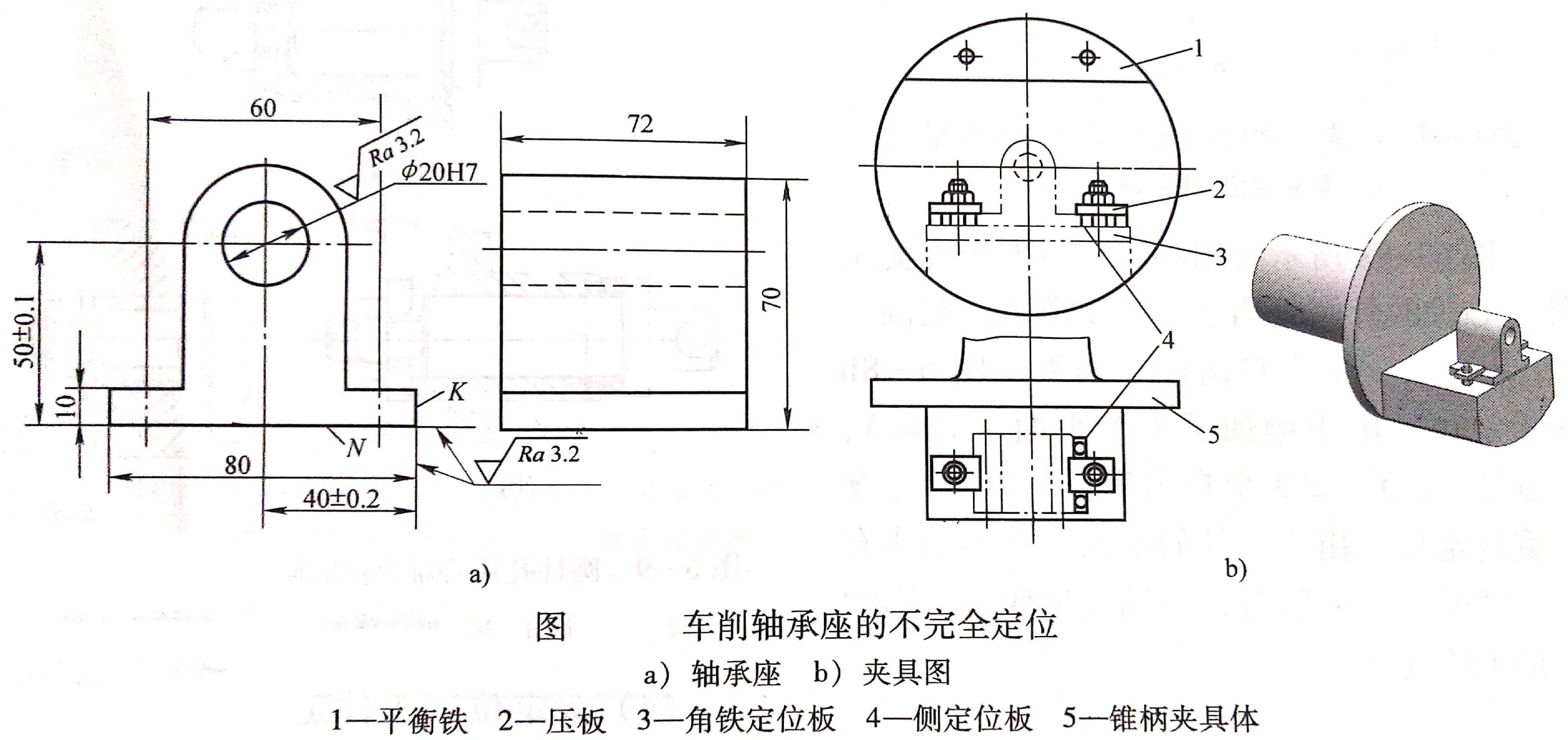
(2)不完全定位 不完全定位又称为部分定位,指根据加工要求,并不需要限制工件的全部自由度,而工件应当限制的自由度都受到了限制。
图示的车削轴承座上Φ20H7孔的车床夹具即采用了不完全定位,其被限制的自由度为:底面N与角铁定位板的水平面相接触,角铁定位板的水平面相当于3个支撑点,限制了工件的3个自由度;侧面K与侧定位板4接触,侧定位板为窄长平面,相当于两个支撑点,限制了工件的两个自由度。因此,该夹具共限制了5个自由度,剩下1个沿车床主轴轴线方向移动的自由度没有限制。不难看出,这对加工不会产生影响。
(3)重复定位 工件的同一自由度同时被几个支撑点重复限制的定位称为重复定位。
图a 所示的一夹一顶装夹工件即采用了重复定位。当卡盘夹持的部分较长时,相当于4个定位支撑点,限制了
 4个自由度。后顶尖因能沿x方向移动,所以限制了
4个自由度。后顶尖因能沿x方向移动,所以限制了 两个自由度。因此,
两个自由度。因此, 各有两个支撑点来限制,是重复定位。当卡爪夹紧后,后顶尖往往顶不到中心处;如果强制夹持,则工件容易变形。因此,采用一夹一顶装夹工件时,卡爪夹持部分应短一些,使其相当于两个支撑点,只限制
各有两个支撑点来限制,是重复定位。当卡爪夹紧后,后顶尖往往顶不到中心处;如果强制夹持,则工件容易变形。因此,采用一夹一顶装夹工件时,卡爪夹持部分应短一些,使其相当于两个支撑点,只限制 两个自由度,如图b所示。
两个自由度,如图b所示。


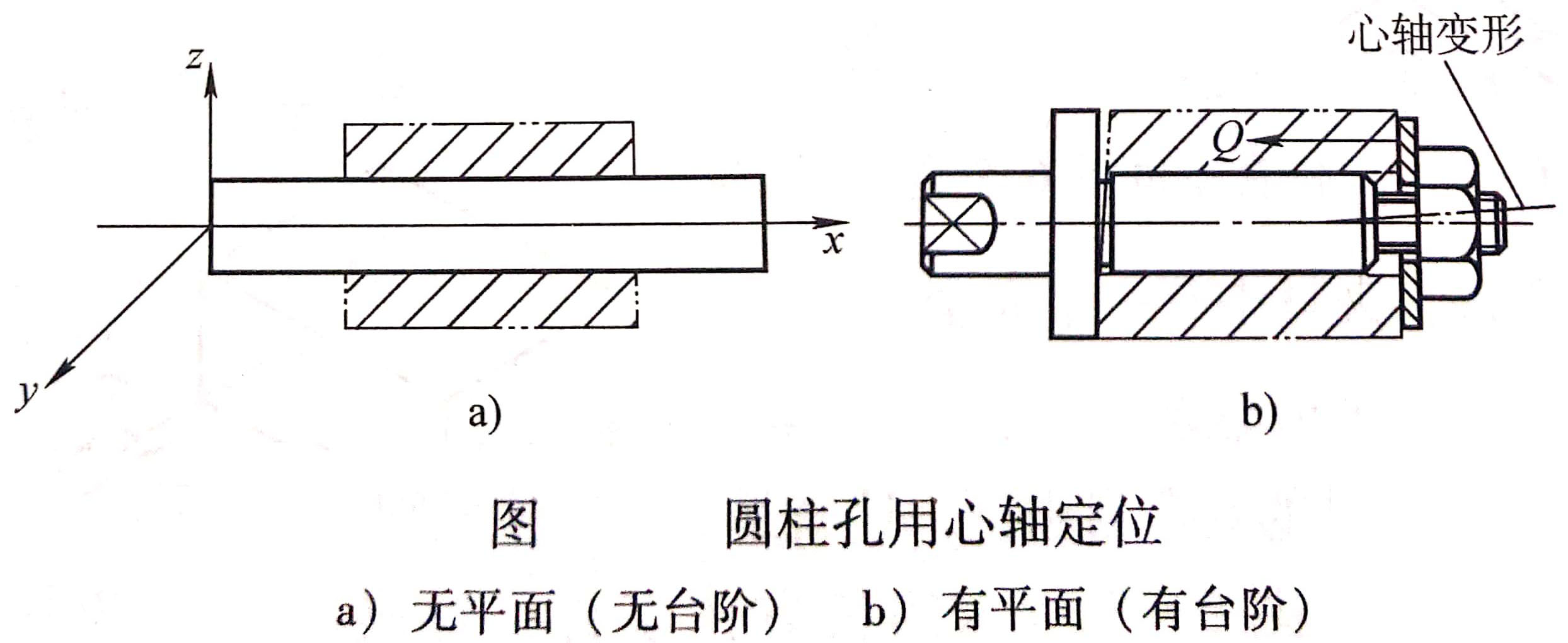
 4个自由度。如果按图b所示定位,由于增加了1个平面(台阶),限制了
4个自由度。如果按图b所示定位,由于增加了1个平面(台阶),限制了 3个自由度,所以对
3个自由度,所以对 是重复定位。由于工件的端面与孔的轴线有垂直度误差,夹紧时,心轴发生变形,影响了加工精度。
是重复定位。由于工件的端面与孔的轴线有垂直度误差,夹紧时,心轴发生变形,影响了加工精度。
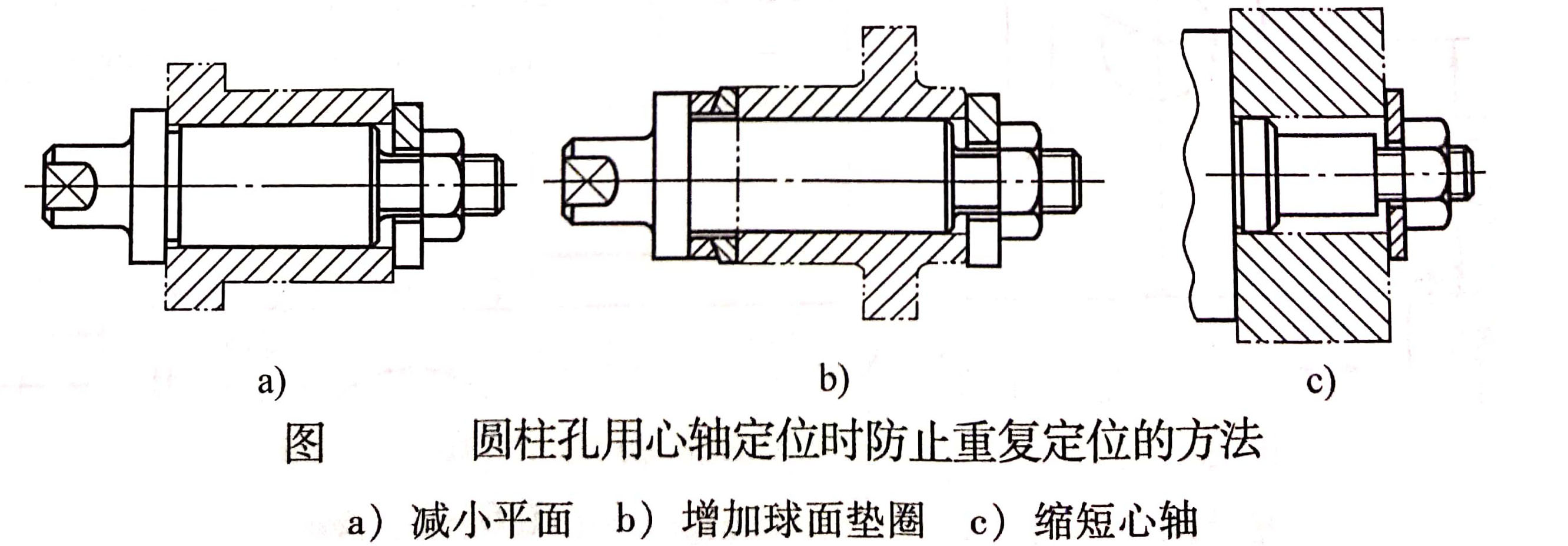
为了改善这种情况,可采用以下几种措施:
1)如果主要以孔定位,则平面与工件的接触面较小,使平面只限制 1个自由度,如图a所示。
1个自由度,如图a所示。
2)如果心轴台阶面因装夹等原因不能减小,可使用球面垫圈作定位支撑。球面垫圈能自动定心,起浮动作用,相当于1个支撑点,限制工件的1个自由度,如图b所示。
3)如果工件主要以端面定位,则应把心轴的定位圆柱做得相对短些,使其只限制工件的![]() 两个自由度,如图c所示。
两个自由度,如图c所示。
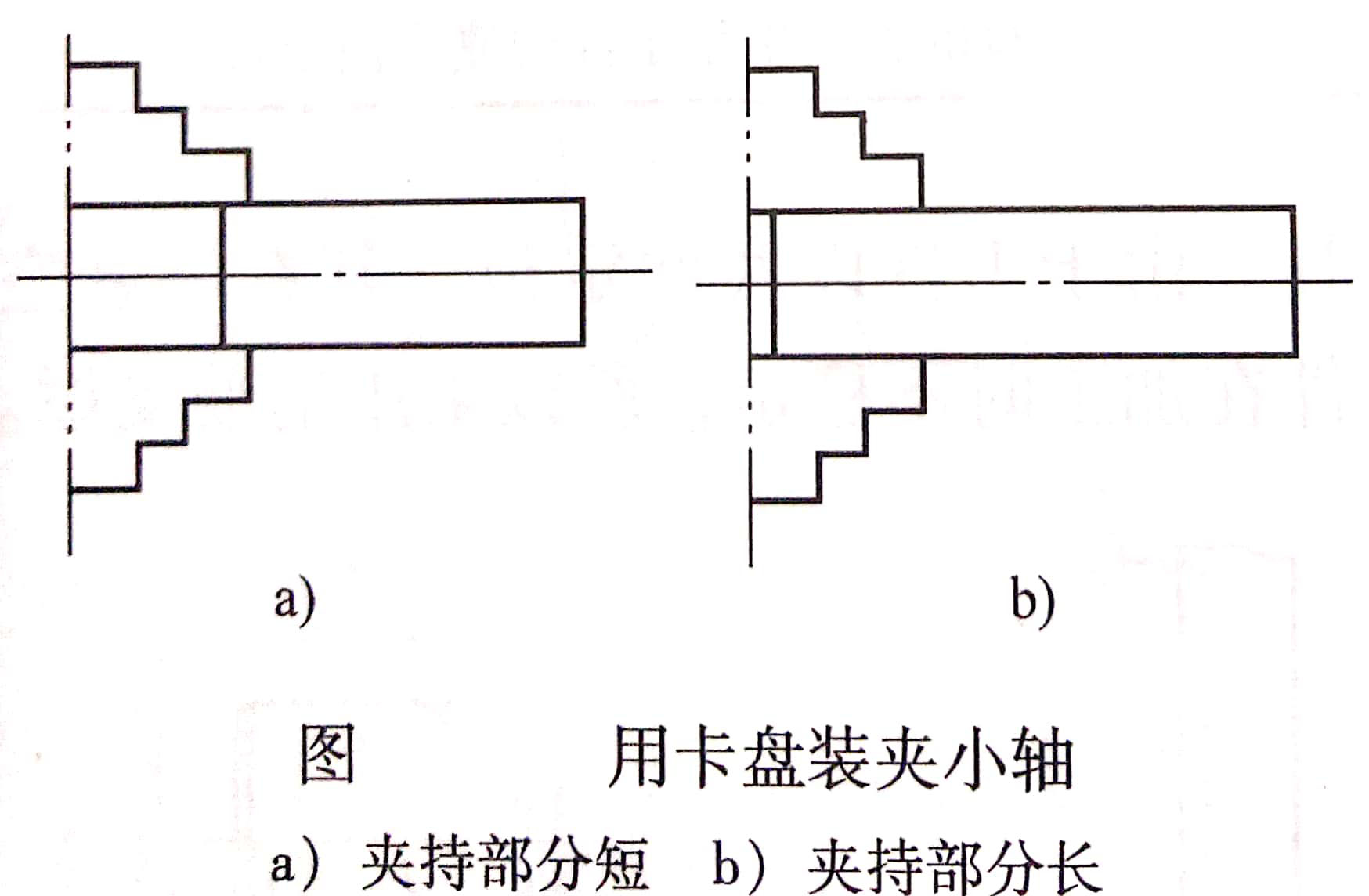
图示为用卡盘装夹小轴的情况,图a所示的工件被夹持部分较短,相当于两个支撑点,只限制了工件节 2个自由度,而其他自由度都没有限制。加工时,在切削力的作用下,工件易从卡盘上飞出,导致事故发生。
2个自由度,而其他自由度都没有限制。加工时,在切削力的作用下,工件易从卡盘上飞出,导致事故发生。
由此可见,欠定位不能保证加工要求,往往会产生废品,也不能保证生产的安全,因此绝对不允许欠定位。要改变图a所示的欠定位,可用图b所示的方法夹持,使卡爪夹持的部分长些,限制工件的4个自由度,使工件的定位成为不完全定位。
知识点词条:工件的定位原理

