

在进行工件轮廓的铣削加工时,由于刀具半径的存在,刀具中心轨迹和工件轮廓不重合。刀具半径补偿功能是系统根据给定的刀具半径和刀具半径的补偿方向自动计算刀具中心运动轨迹,并控制刀具按刀具中心轨迹运动,使编程人员只需按被加工零件轮廓编程。刀具半径补偿指令均为模态指令。
1)刀具半径补偿指令(G41、G42)
刀具半径补偿分为刀具半径左补偿(G41)和刀具半径右补偿(G42)。如下图所示,顺着刀具运动方向看,刀具位于零件轮廓左边时称为刀具半径左补偿,反之称为刀县半径右补偿。
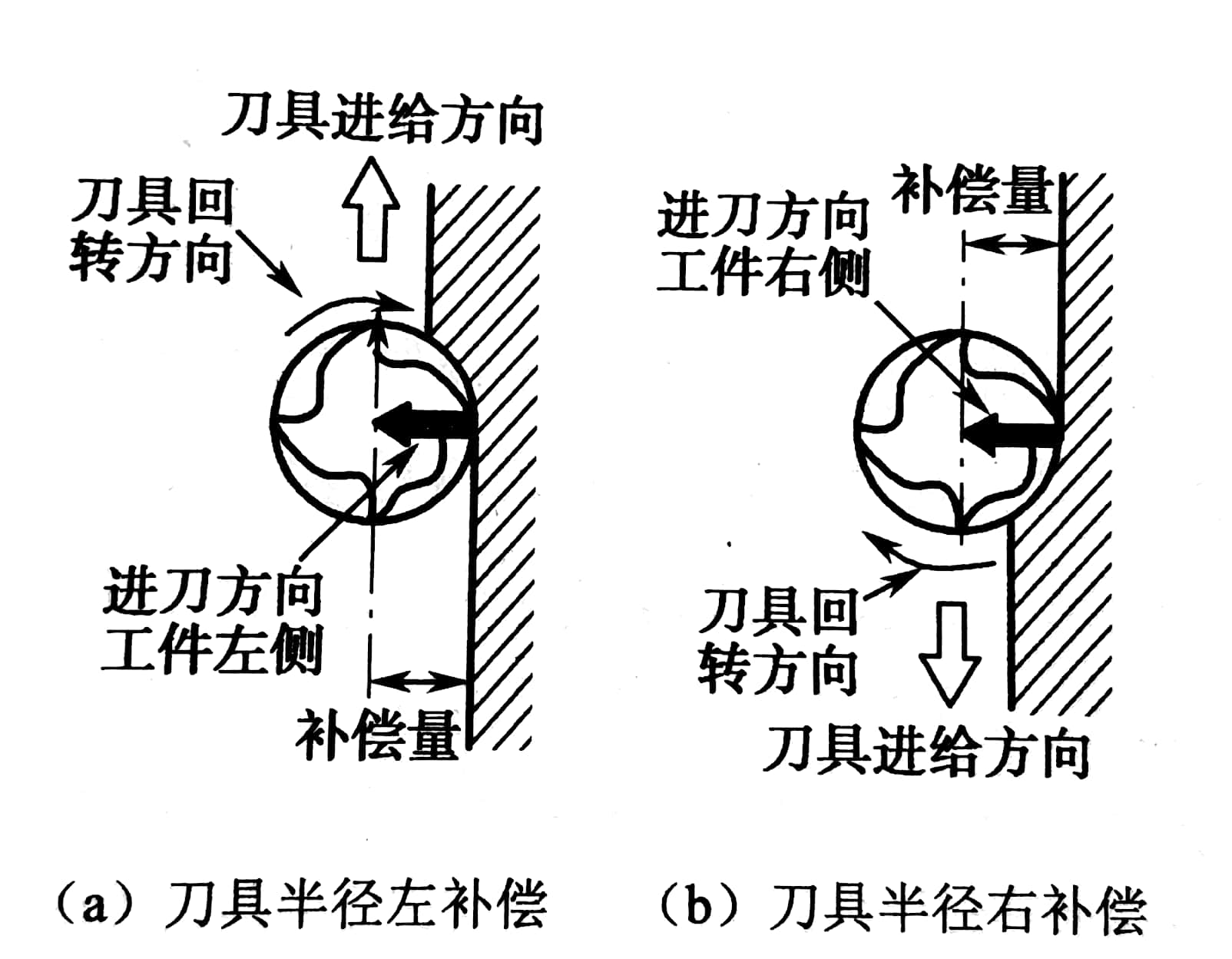
半径补偿的方向
指令格式为:
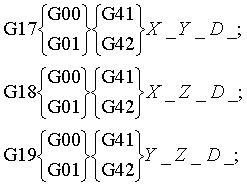
其中,X、Y、Z指令后的数值一建立刀补段的目标点坐标;
D指令后的数值一刀补号其中存放刀具的直径值或半径值(有的系统是直径值,有的系统是半径值)。
2)取消刀具半径补偿指令(G40)
当不需要进行力具半径补偿时,则用G40取消刀县半径补偿。指令格式为:
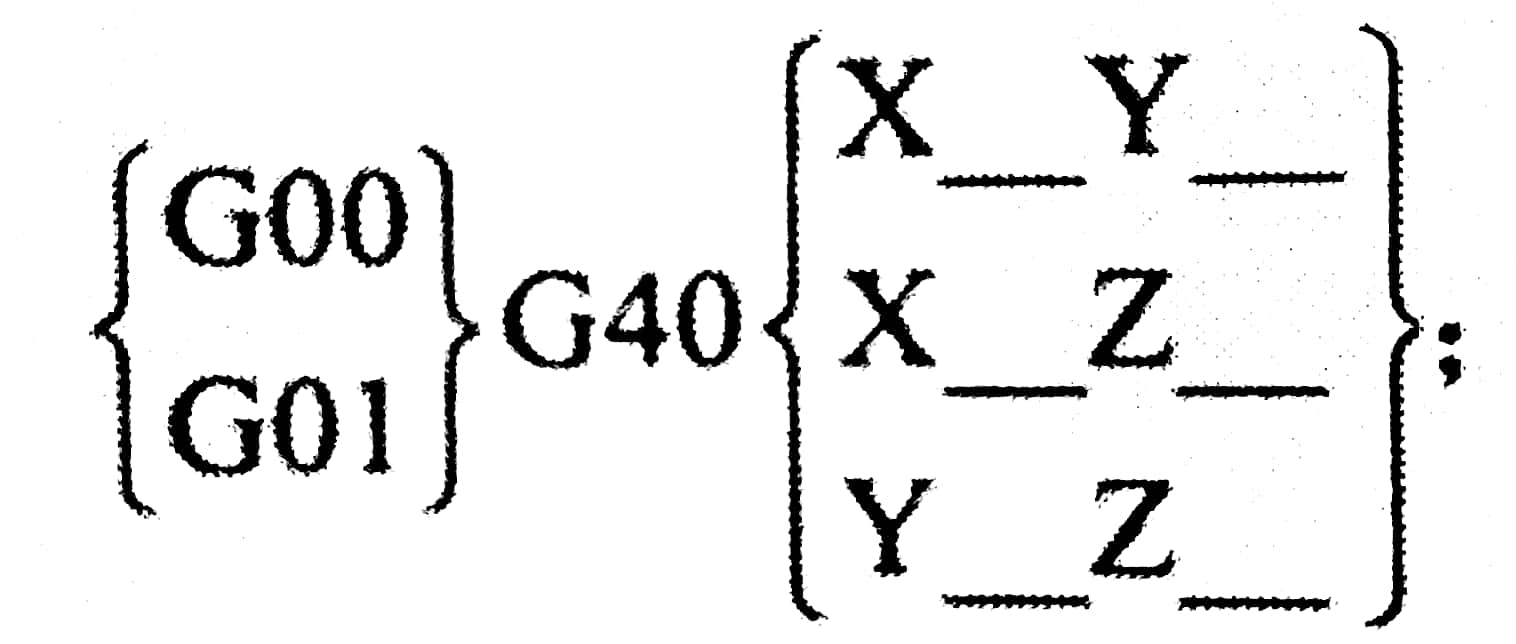
其中,X、Y、Z指令后的数值一取消刀补段的目标点坐标。
3)刀具半径补偿的使用
铣削轮廓时,在刀具与被加工零件接触前首先用G41或G42与GOO或G01合用建立刀补,此时G00或G01的移动量应大于刀具半径值。在轮廓结束后刀具离开零件后用G40与G00或G01合用取消刀具半径补偿,此时G0O或G01的移动量应大于刀具半径值。
4)刀具半径补偿注意事项
(1)机床通电后,数控系统默认为取消半径补偿状态。
(2)G41、G42、G40不能和G02、G03一起使用,只能与G0O或G01一一起使用,且刀具必须移动。
(3)程序中用G42指令建立右刀补,铣削时对于工件将产生逆铣效果,故常用于粗铣;用G41指令建立左刀补,铣削时对于工件将产生顺铣效果,故常用于精铣。
(4)在建立刀具半径补偿以后,不能出现连续两个程序段无补偿坐标平面内的移动指令,否则数控系统因无法正确计算程序中刀具轨迹交点坐标,可能产生过切现象。如下图1所示,铣削外轮廓时,在G17坐标平面建立半径补偿后因连续出现三个程序段没有产生x、Y坐标平面移动指令,加工中将出现过切现象。下图2表示在铣削内轮廓建立半径补偿后,在程序中出现连续两个程序段没有Y、y平面移动指令,加工中将出现过切现象。
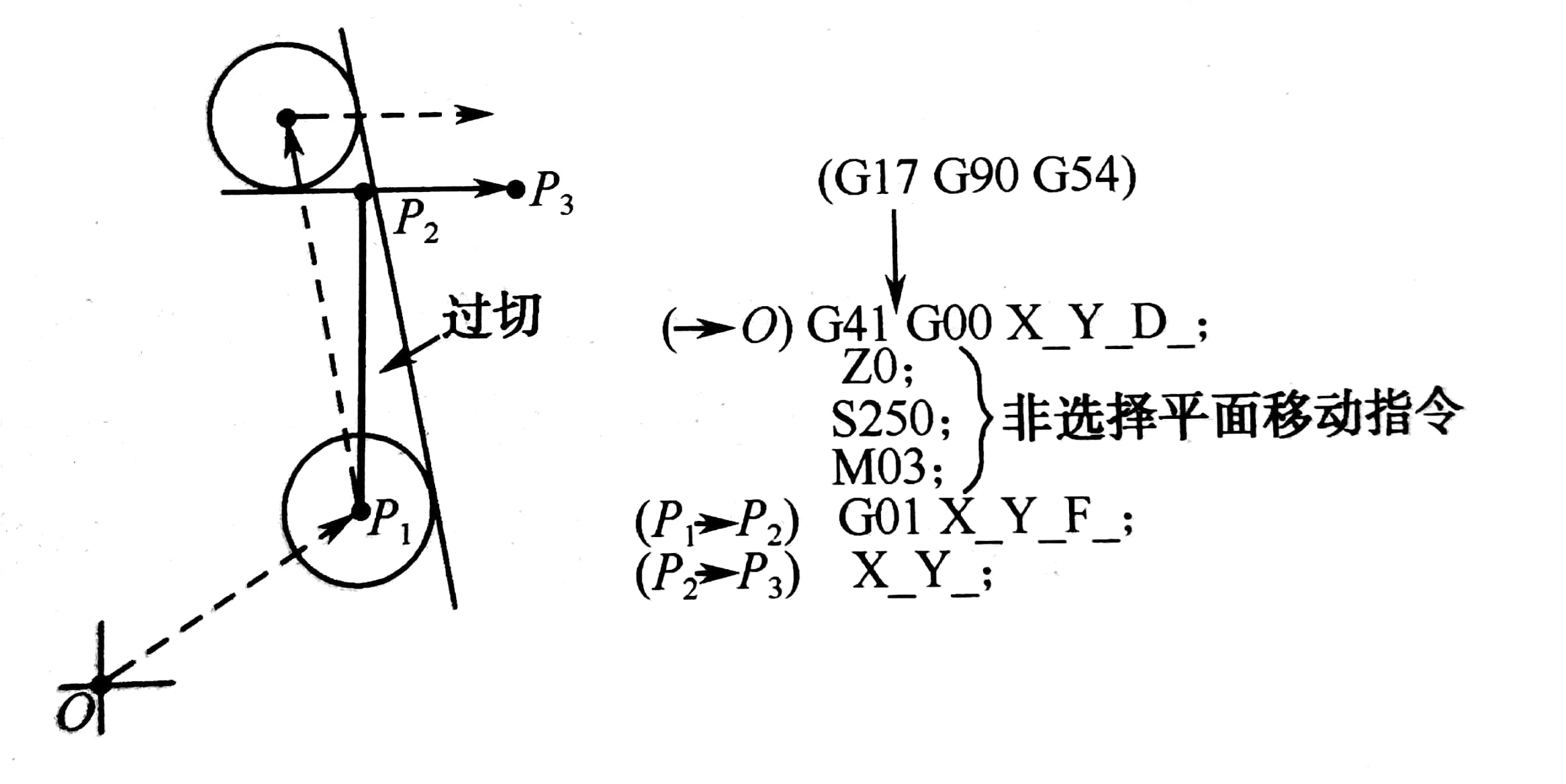
图1铣削外轮廓过切
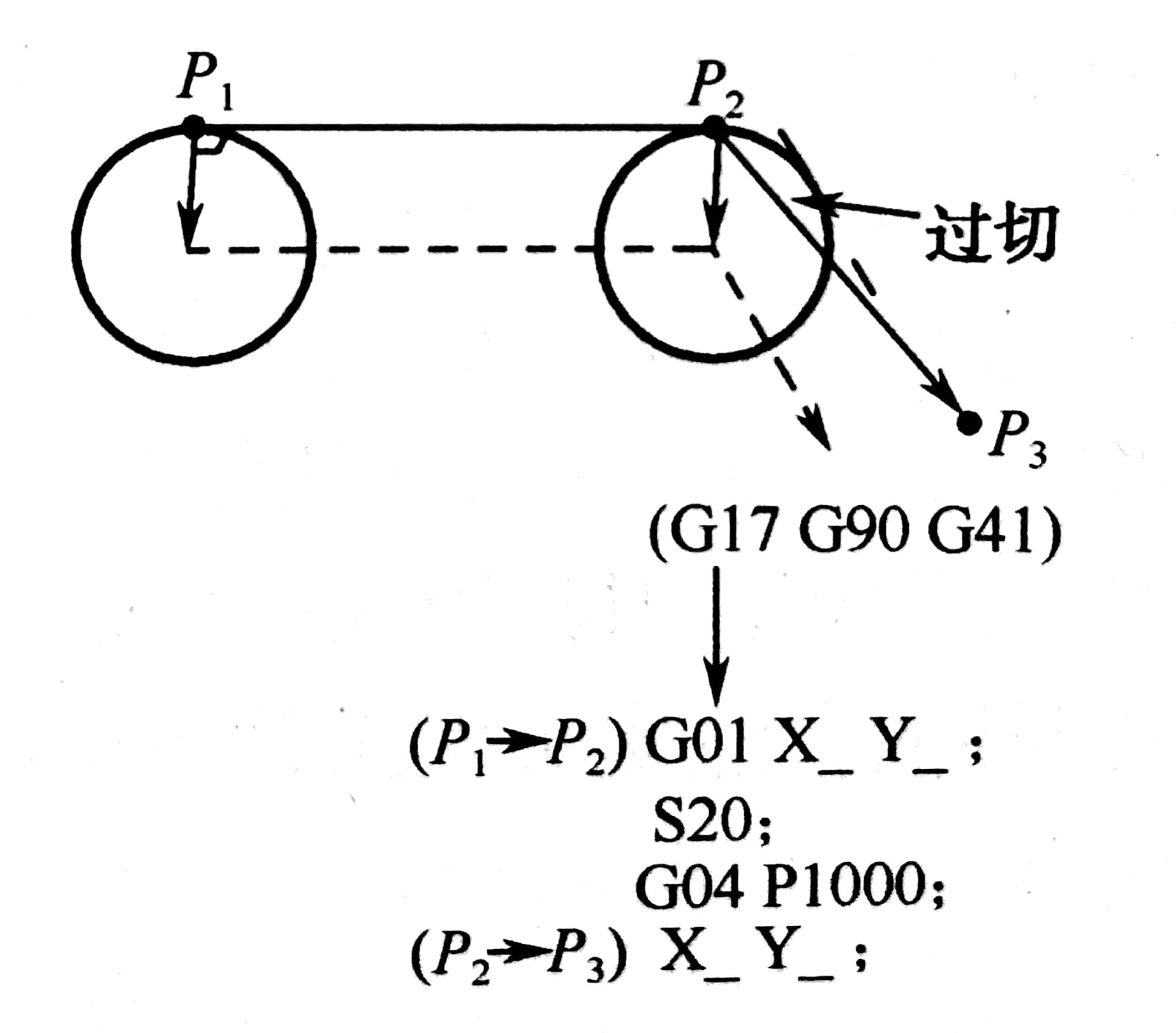
图2铣削内轮廓过切
非X、Y坐标平面移动指令示例如下:
M05:(M代码)
S300;(S代码)
G04 P1200;(哲停指令)
G17G01 Z100.0;(X、Y轴无移动指令)
G90;
G91 G01 Y0;(移动量为0)
(5)在补偿状态下,铣刀的直线移动量及铣削内侧圆弧的半径值要大于或等于刀具半径,否则补偿时会产生干涉,系统在执行相应程序段时将会产生报警,停止执行。如下图(a)所示为直线移动量小于铣刀半径发生过切的情况,下图(b)所示为沟槽底部移动量小于铣刀半径的情况,下图(c)所示为内侧圆弧半径小于铣刀半径的情况。
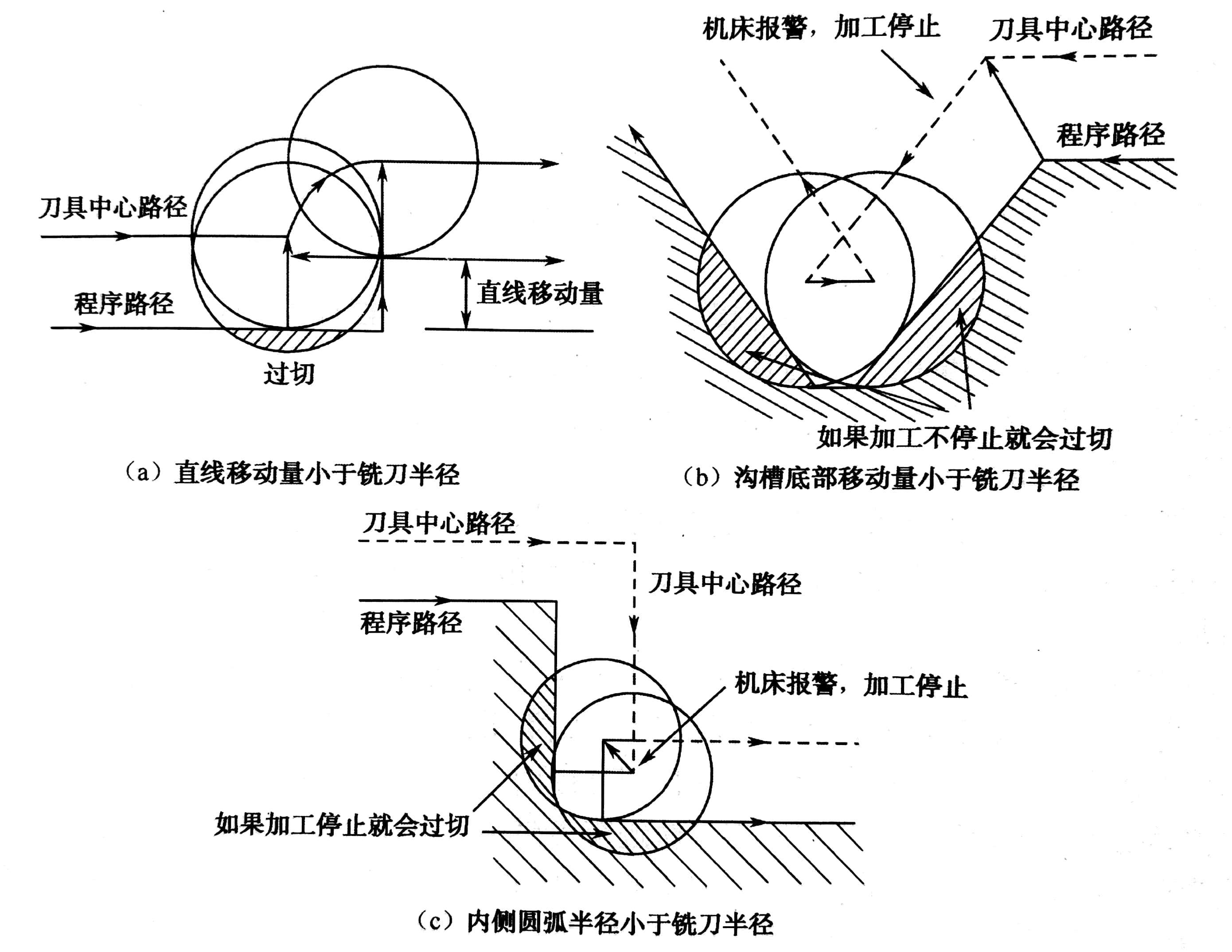
三种过切现象
(6)若程序中建立了半径补偿,在加工完成后必须用G40指令将补偿状态取消。执行G40指令时,系统会将补偿值向相反的方向释放,这时铣刀会移动一铣刀半径值,所以使用G40指令时最好是铣刀已远离工件。
(7)刀具因磨损、重磨或更换后直径发生改变时,利用刀具半径补偿功能,只需改变半径补偿参数即可。刀具半径补偿值不-一定等于刀具半径值,同一加工程序,采用同刀具可通过修改刀补的办法实现对工件轮廓的粗、精加工;同时也可通过修改半径补偿值获得所需要的尺寸精度。
知识点词条:刀具半径补偿功能(D功能、G41、G42、G40)

