

过盈连接
过盈连接具有结构简单、同轴度高、承载能力强,在冲击和振动载荷下工作可靠等优点。缺点是过盈连接配合表面的加工精度要求较高,拆装较困难,多用于承受重载及无须经常拆装的场合。
(3)装配后的最小实际过盈量应能保证两个零件的正确位置和连接的可靠性。
(4)装配后的实际过盈量应保证不会使零件遭到损伤甚至破坏。
(1)应保证配合表面的清洁。
(2)装配前配合表面应涂油,以防装配时擦伤表面。
(3)装配时,压入过程应保持连续,速度通常为2~4mm/s。
(4)对细长件或薄壁件,须注意检查过盈量和形位偏差。装配时应垂直压入,以免变形。
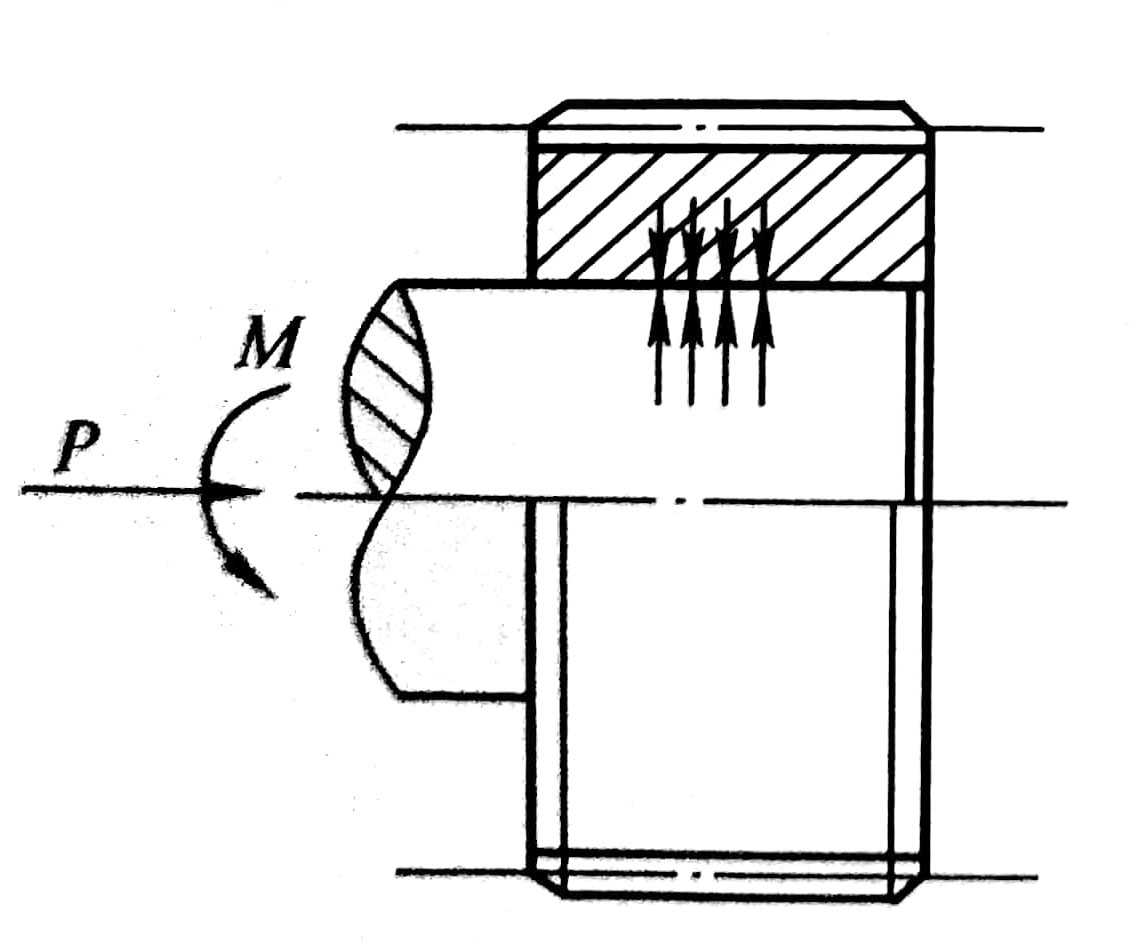
圆柱面过盈连接依靠轴、孔尺寸差获得过盈。过盈量大小不同,采用的装配方法也不同。
(1) 压入法 当过盈量及配合尺寸较小时,一般采用在常温下压入装配,如图所示。
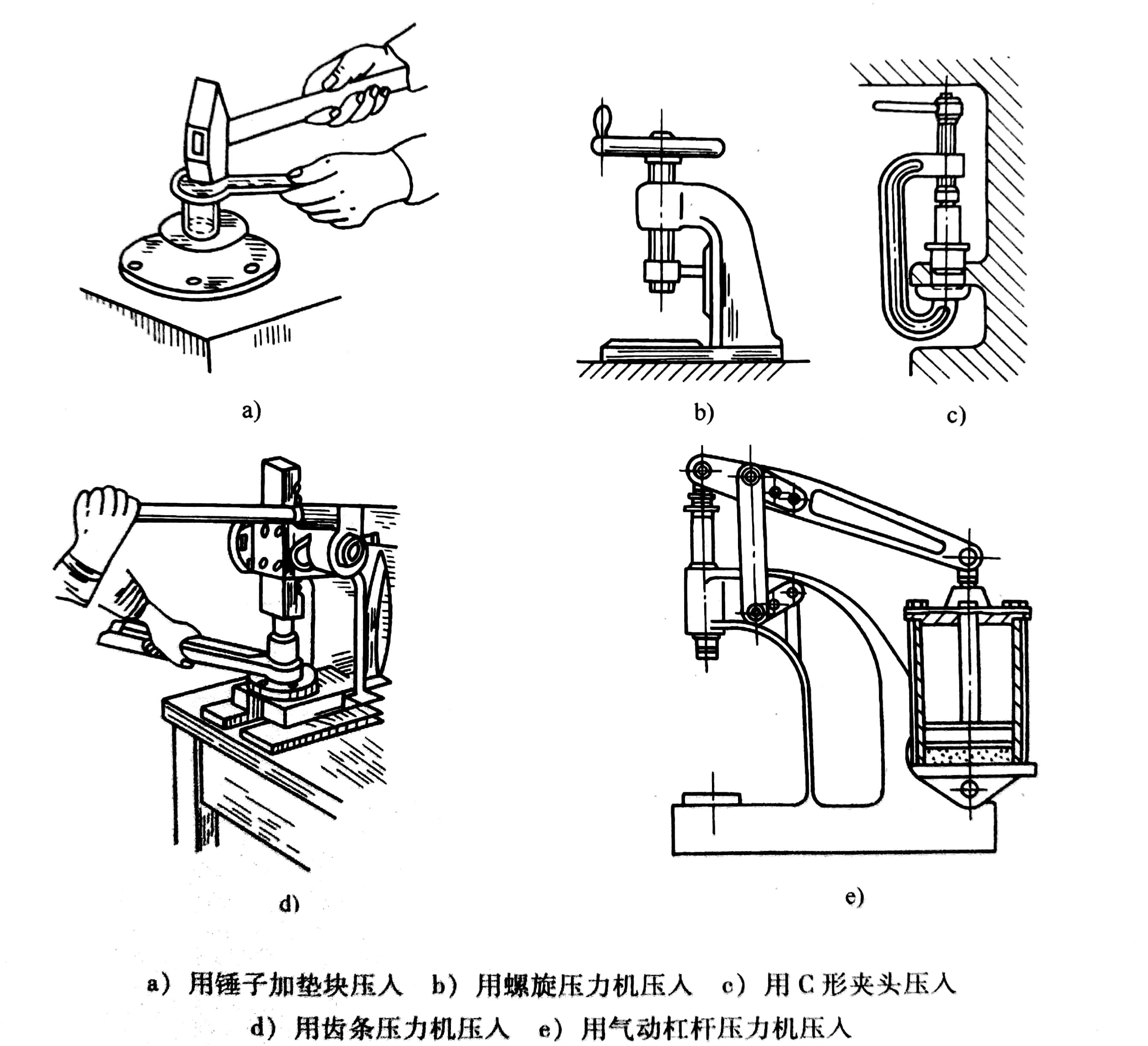
压入法装配
(2)热胀法 装配前,先将孔加热,使之胀大,然后将其套装于轴上,待孔冷却后,轴、孔就形成过盈连接。热胀配合的加热方法应根据过盈量及套件尺寸的大小选择。过盈量较小的连接件可放在沸水槽(80~ 100℃)、 蒸汽加热槽(120℃) 或热油槽(90~320℃) 中加热;过盈量较大的小型连接件可放在电阻炉或红外线辐射加热箱中加热;过盈量大的中型和大型连接件可用感应加热器加热,如图3所示。
(3)冷缩法冷缩法是将轴进行低温冷却,使轴颈缩小,然后与常温状态下的孔配合,得到过盈连接。过盈量小的小型连接件与薄壁衬套等装配时,可采用干冰将轴件冷却至-78℃;过盈量较大的连接件装配时,可采用液氮将轴件冷却至-195℃。
感应加热器
圆锥面过盈连接是利用轴和孔之间产生相对轴向位移来实现的,主要用于轴端连接。常用的装配方法有以下两种:
(1)螺母压紧法 如图所示,拧紧螺母可使配合面相互压紧形成过盈连接。通常锥度取1:30~1:8。
螺母压紧形成圆锥面过盈连接
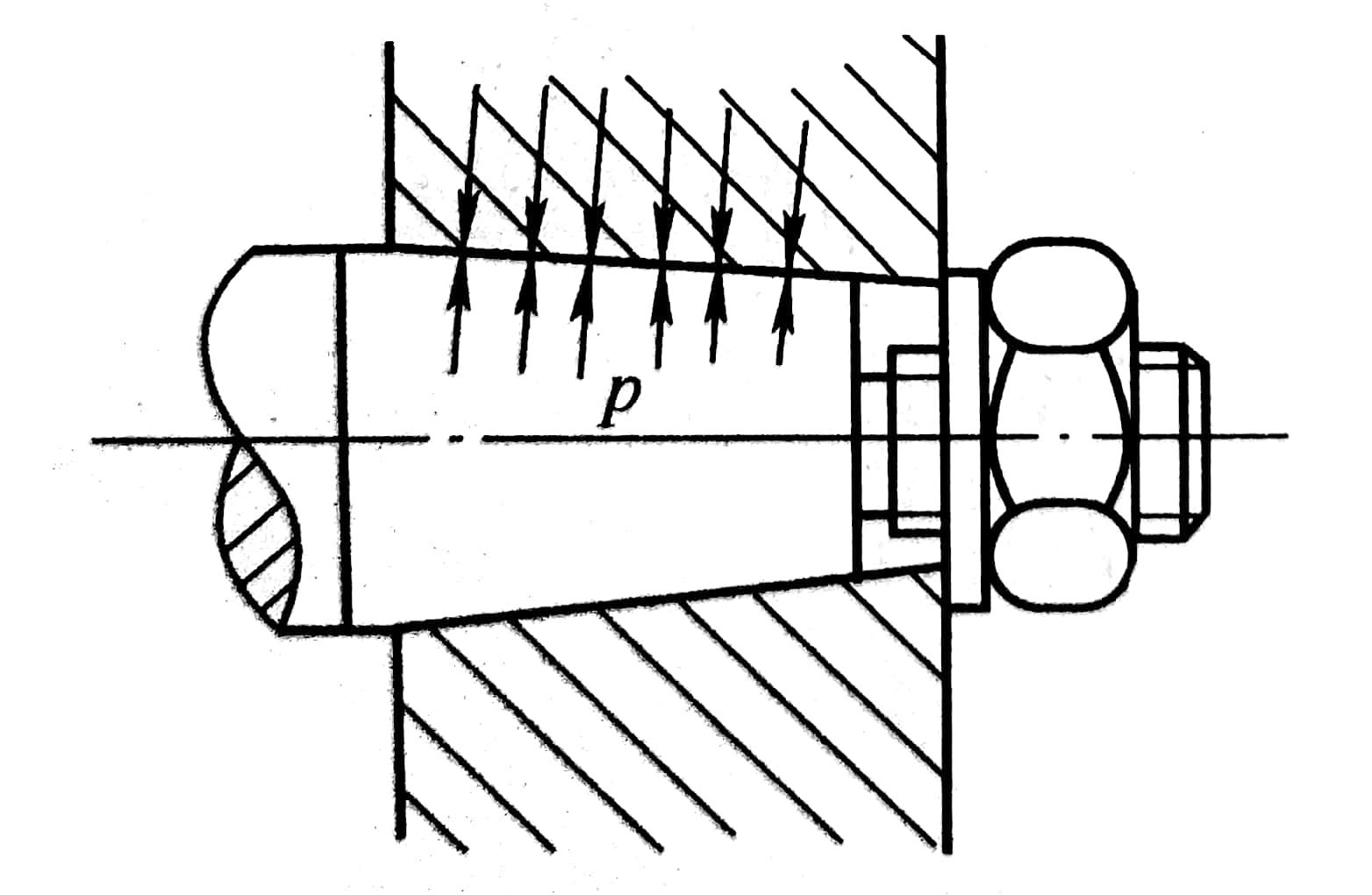
(2) 液压套合法 装配时,用高压油泵将油由包容件上的油孔和油槽压入配合面,如图a所示。也可以由被包容件上的油孔和油槽压入配合面间, 如图5b所示。高压油使包容件内径胀大,被包容件外径缩小,施加定的轴向力,就使之互相压入。当压入至预定的轴向位置后,排出高压油,即可形成过盈连接。这种方法多用于承载较大且需多次装拆的场合,尤其适用于大型零件。

液压套合成装配圆锥面过盈连接
知识点词条:过盈连接的装配

