

用丝锥在孔中切削出内螺纹的加工方法,称为攻螺纹,如图所示。

攻螺纹
丝锥
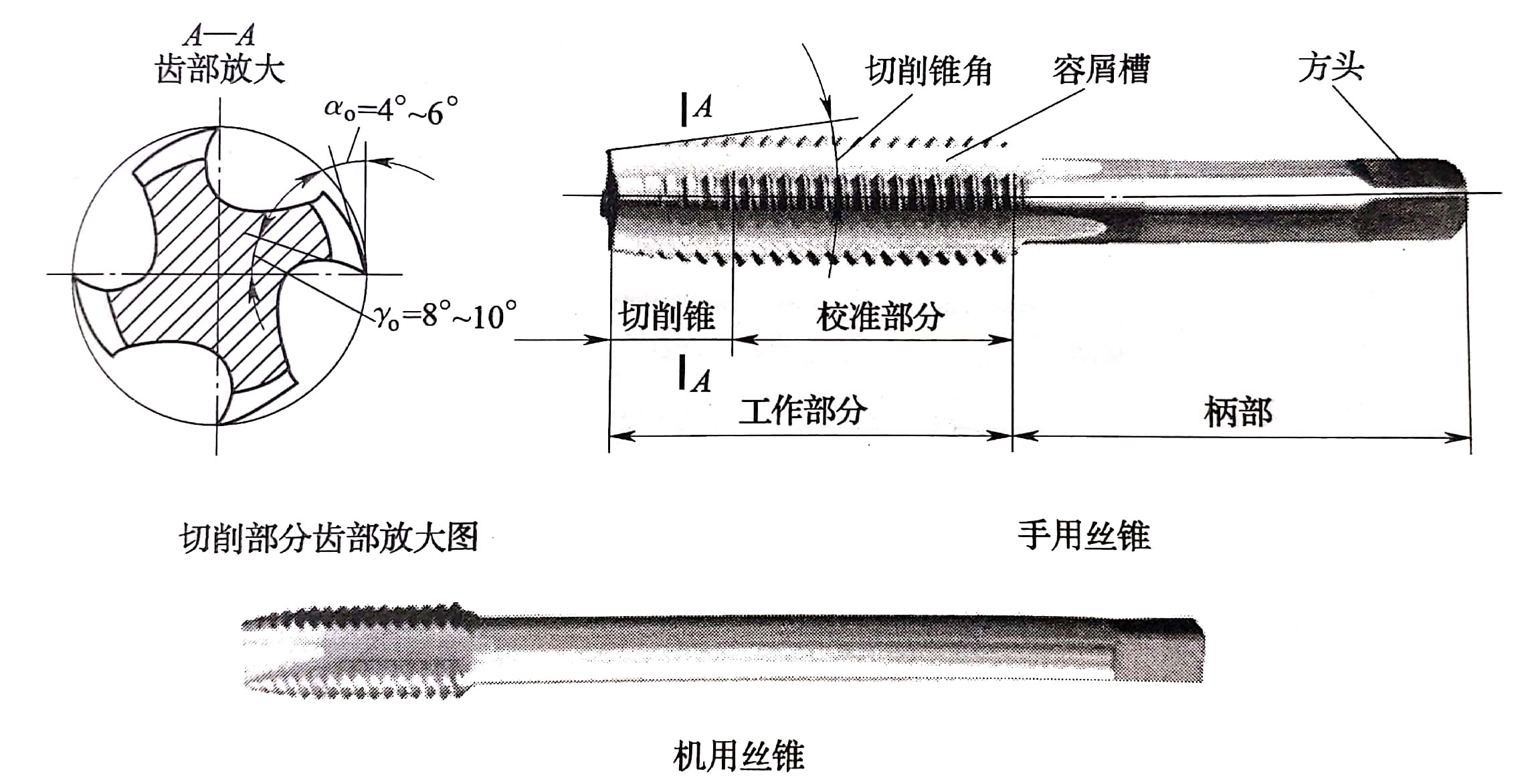
1)丝锥的结构丝锥由柄部和工作部分组成。柄部起夹持和传动作用。在工作部分上沿轴向开有几条容屑槽,以形成锋利的切削刃,前段为切削锥,起切削和引导作用;后段为校准部分,有完整的牙型,用来修光和校准已切出的螺纹,并引导丝锥沿轴向前进。为了减小牙侧的摩擦,在校准部分的直径上略有倒锥。
2)成组丝锥攻螺纹时,为了减小切削力和延长丝锥寿命,一般将整个切削工作量分配给几支丝锥来承担。通常M6 ~ M24的丝锥每组有两支;M6以下及M24以上的丝锥每组有三支;细牙螺纹丝锥为两支一组。成组丝锥切削量的分配形式有锥形分配和柱形分配两种,如图所示。
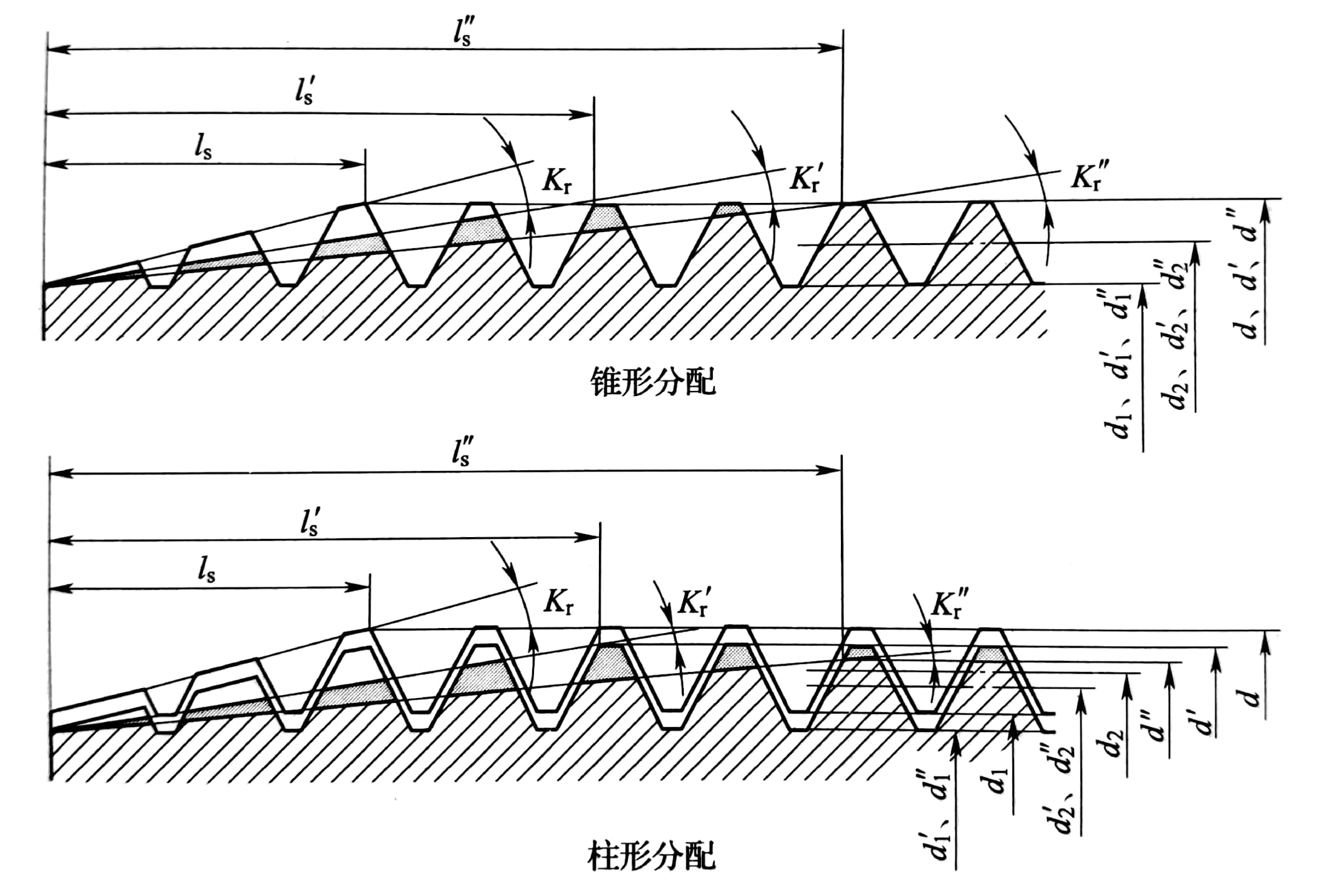
成组丝锥切削用量分配
(2) 铰杠 铰杠是手工攻螺纹时用来夹持丝锥的工具。铰杠分普通铰杠(下图左)和丁字形铰杠(下图右)两类。每类铰杠又有固定式和可调式两种。
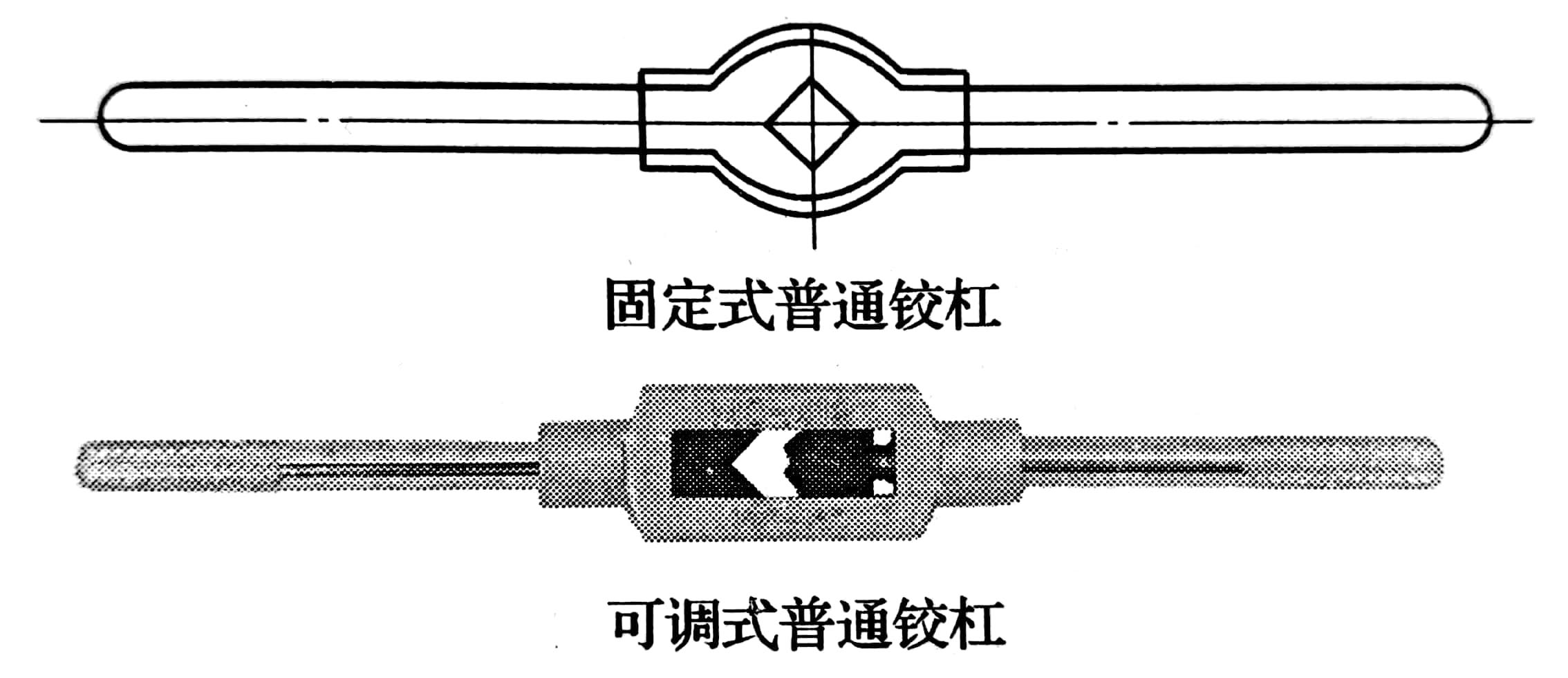

普通铰杠 丁字形铰杠
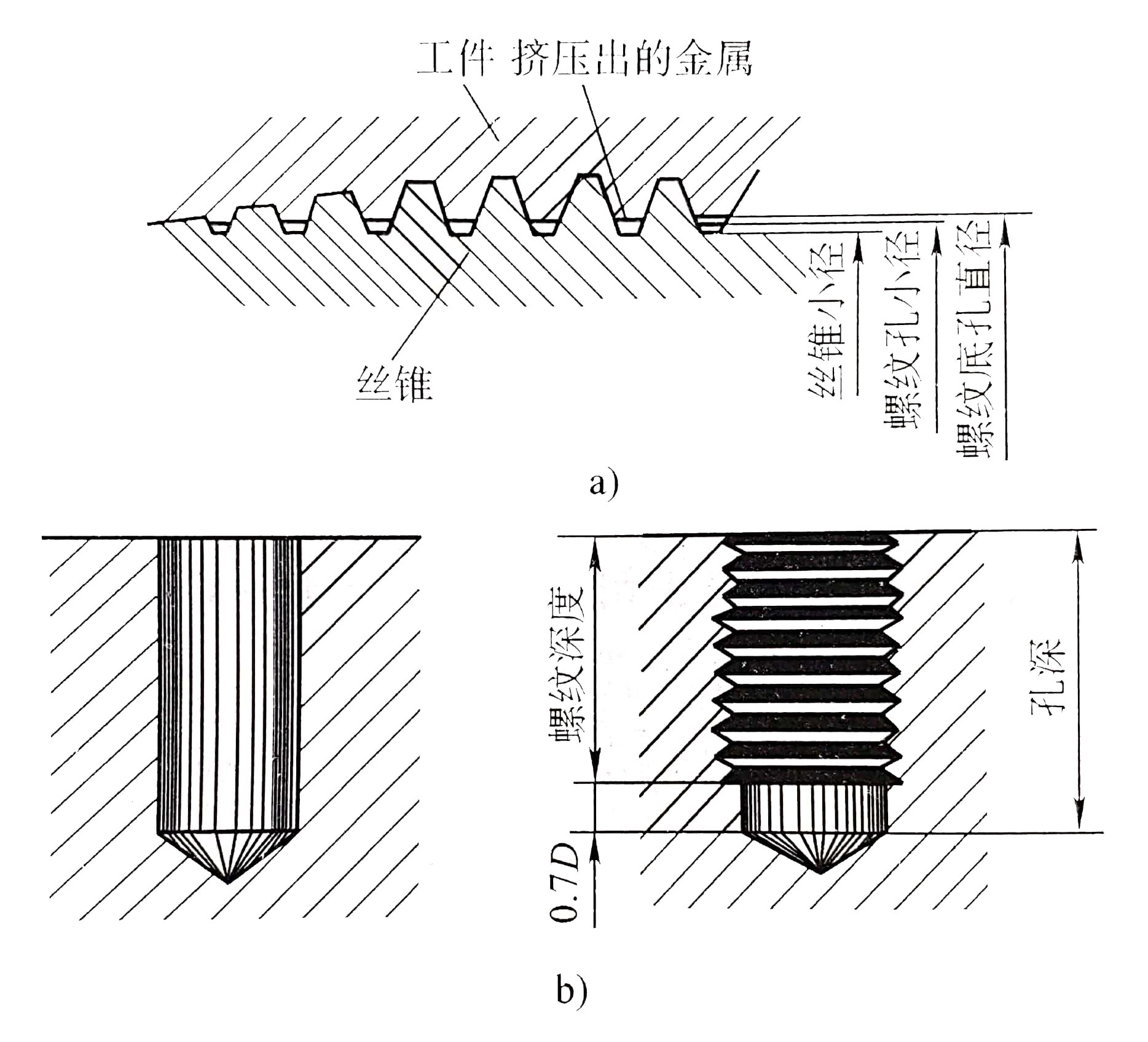
螺纹底孔直径与孔深的确定
加工普通螺纹底孔的钻头直径计算公式:D孔=D-P
对铸铁件和其他塑性小的材料,扩张量较小时,D孔=D-(1.05~1.1)P
式中 D孔-螺纹底孔钻头直径,mm;H深=h有效+ 0.7D
式中 H深-底孔深度,mm;(1)按确定的攻螺纹的底孔直径和深度钻底孔,并将孔口倒角,倒角直径应稍大于螺纹大径,以便于丝锥顺利切人,并可防止孔口被挤压出凸边。
(2) 起攻时,可一手用手掌按住铰杠中部沿丝锥轴线用力加压,另-手配合作顺向旋进;或两手握住铰杠两端均匀施压,并将丝锥顺向旋进,保证丝锥中心线与孔中心线重合,如图所示。
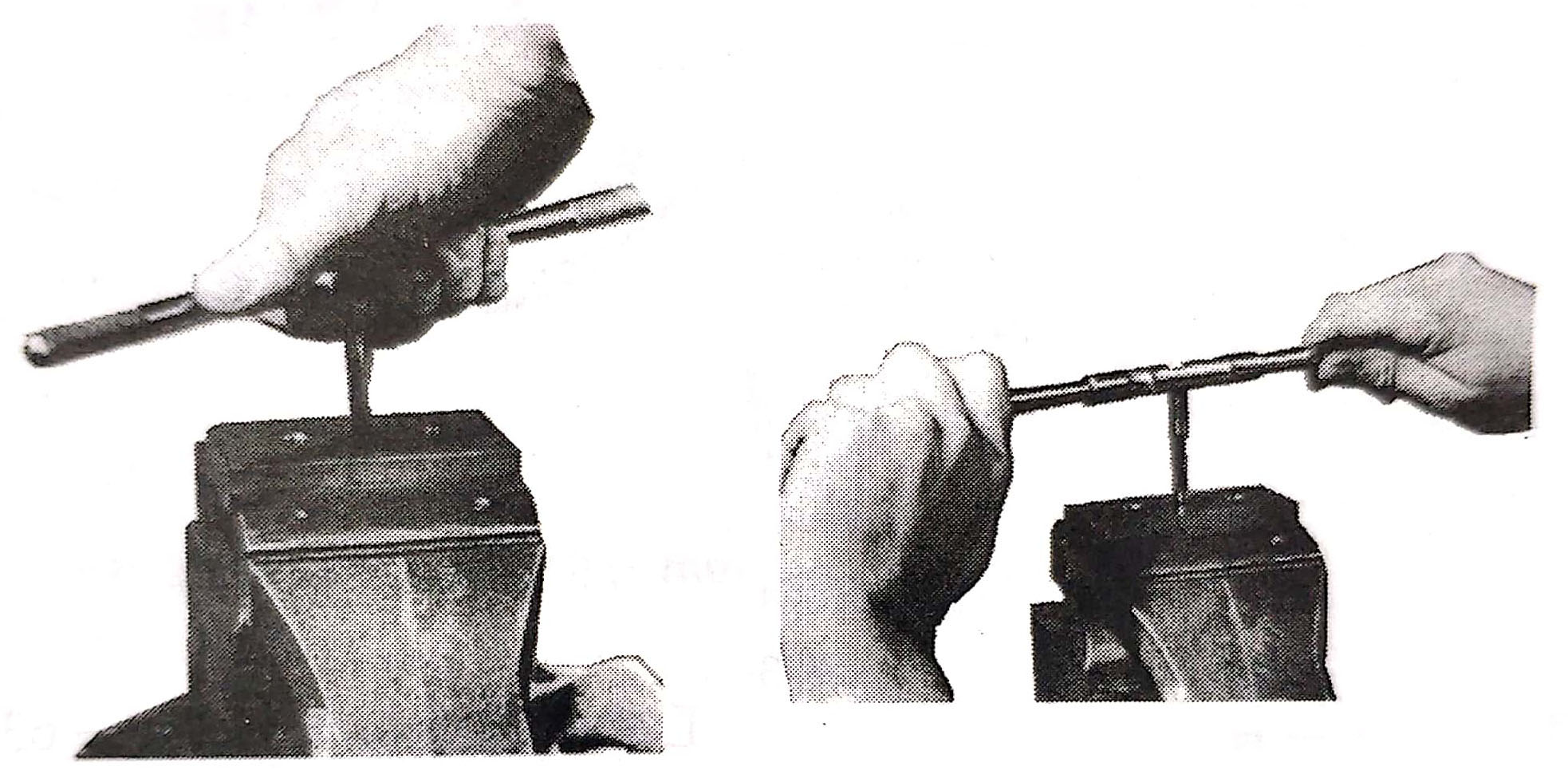
起攻方法
(3) 当丝锥攻入1~2圈时,应检查丝锥与工件表面的垂直度,并不断校正,如图所示;丝锥的切削部分全部进人工件时,只须均匀转动铰杠。每正转1/2~1圈要倒转1/4 ~1/2圈,进行断屑和排屑。
检查丝锥与工件表面的垂直度
(4) 攻螺纹时,必须以头锥、二锥、精锥顺序攻削至标准尺寸。
(5)攻韧性材料螺孔时,要加合适的切削液
知识点词条:攻螺纹

