

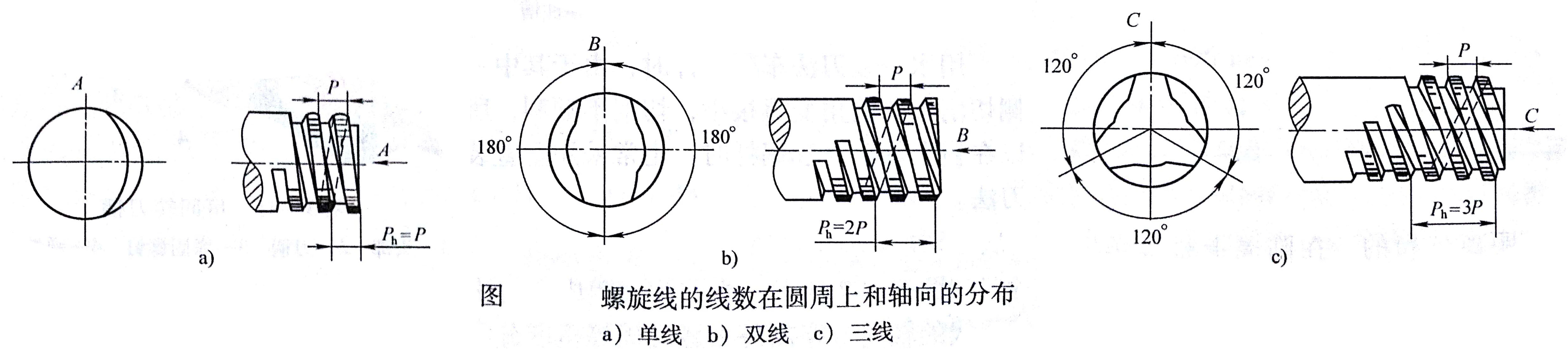
若分线出现错误,使多线螺纹的螺距不相等,会直接影响内外螺纹的配合性能,增加不必要的磨损,降低使用寿命。因此,必须掌握分线方法,控制分线精度。
根据各螺旋线在轴向等距或圆周上等角度分布的特点,分线方法有轴向分线法和圆周分线法两种。
1.轴向分线法
轴向分线法是按螺纹的导程车好一条螺旋槽后,把车刀沿螺纹轴线方向移动一个螺距,再车第二条螺旋槽。用这种方法只要精确控制车刀沿轴向移动的距离,就可达到分线的目的。具体控制方法有:
(1)用小滑板刻度分线 先把小滑板导轨找正到与车床主轴轴线平行。在车好一条螺旋槽后,把小滑板向前或向后移动一个螺距,再车另一条螺旋槽。小滑板移动的距离可利用小滑板刻度控制。
(2)利用开合螺母分线 当多线螺纹的导程为车床丝杠螺距的整数倍且其倍数又等于线数时,可以在车好第一条螺旋槽后,用开倒顺车的方法将车刀返回到开始车削的位置,提起开合螺母,再用床鞍刻度盘控制车床床鞍纵向前进或后退一个车床丝杠螺距,在此位置将开合螺母合上,车另一条螺旋槽。
(3)用百分表和量块分线法 如图所示,对等距精度要求较高的螺纹分线时,可利用百分表和量块控制小滑板的移动距离。其方法是:把百分表固定在方刀架上,并在床鞍上紧固一挡块,在车第一条螺旋槽以前,调整小滑板,使百分表触头与挡块接触,并把百分表调整至“0”位。当车好第一条螺旋槽后,移动小滑板,使百分表指示的读数等于被车螺距。
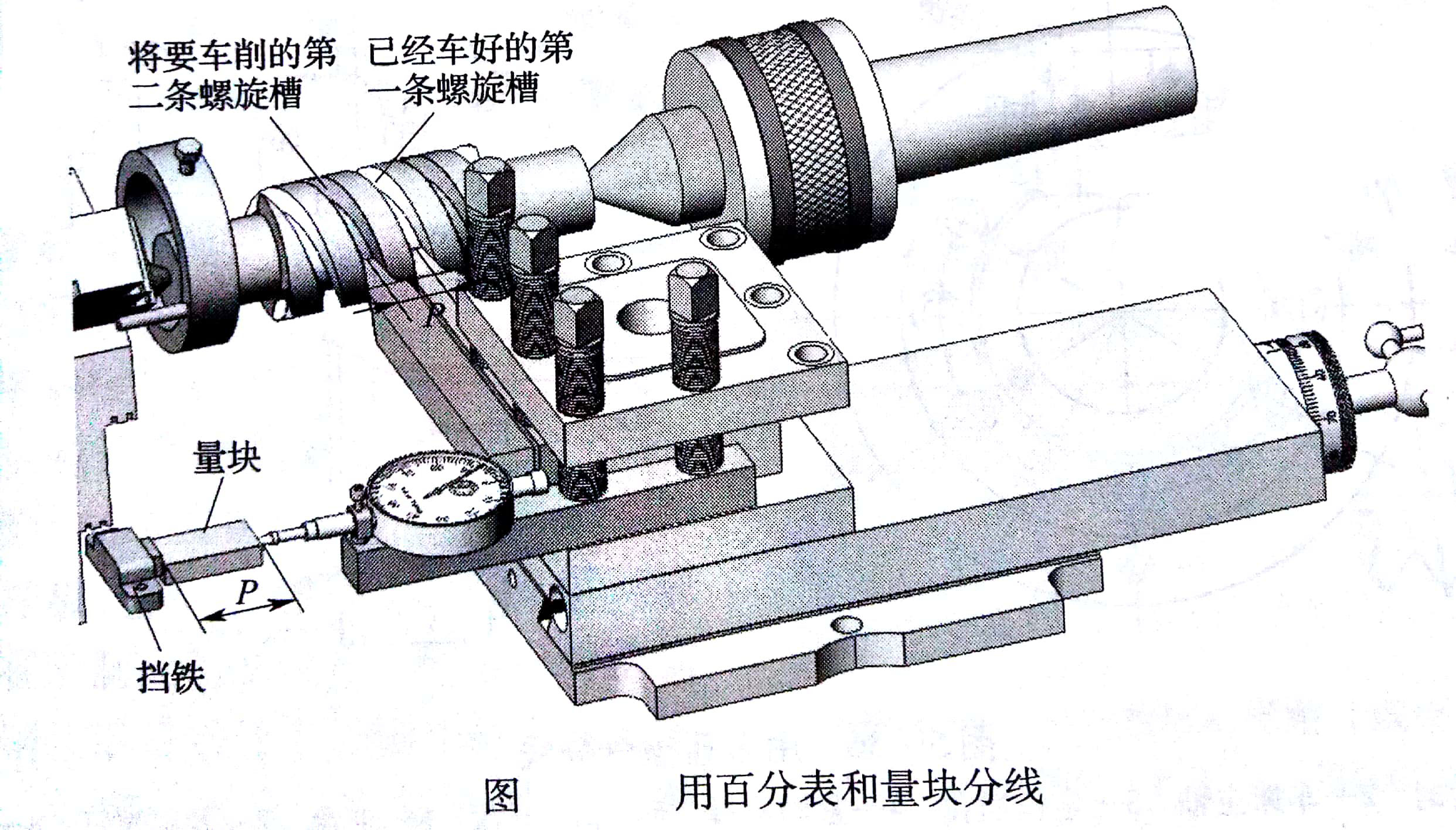
对螺距较大的多线螺纹进行分线时,因受百分表量程的限制,可在百分表与挡块之间垫入一块(或一组)量块,其厚度最好等于工件螺距。
用这种方法分线的精度较高,但由于车削时的振动会使百分表走动,在使用时应经常校正“0”位。
2.圆周分线法
因为多线螺纹各螺旋线在圆周上是等角度分布的,所以当车好第一条螺旋槽后,应脱开工件与丝杠之间的传动链,并把工件转过一个角度θ,再连接工件与丝杠之间的传动链,车削另一条螺旋槽,这种分线方法称为圆周分线法。
多线螺纹各起始点在端面上相隔的角度θ为:
θ=360°/π
式中 θ——多线螺纹在圆周上相隔的角度,(°);
n——多线螺纹的线数。
圆周分线法的具体方法有:
(1)利用三爪自定心卡盘和四爪单动卡盘分线 当工件采用两顶尖装夹并用卡盘的卡爪代替拨盘时,可利用三爪自定心卡盘分三线螺纹,利用四爪单动卡盘分双线和四线螺纹。当车好一条螺旋槽后,只需要松开顶尖,把工件连同鸡心夹头转过一个角度,由卡盘上的另一只卡爪拨动,再用顶尖支撑好后就可车削另一条螺旋槽。
这种分线方法比较简单,但由于卡爪本身的误差较大,使得工件的分线精度不高。
(2)用专用分线盘分线 车削线数为2、3或4,对于一般精度的螺纹,可利用简单的分度盘分线。当车削完第一条螺旋槽后,利用分线盘上的分度精确的槽,将工件转过一个角度θ,如图所示。
当车双线螺纹时,工件分线应从1→4或3→5。
当车三线螺纹时,工件分线应从2→4→6。
当车四线螺纹时,工件分线应从1→3→4→5。

(3)利用交换齿轮分线 车多线螺纹时,一般情况下,车床的交换齿轮箱中的交换齿轮z1与主轴转速相等,z1转过的角度等于工件转过的角度。因此,当z1的齿数是螺纹线数的整数倍时,就可以利用交换齿轮分线。
具体分线步骤如图所示。当车好一条螺旋槽后,停车并切断电源,在z1上根据线数进行等分,在与z1的啮合处用粉笔作记号1和0。如CA6140型车床车米制和英制螺纹时的齿轮z2的齿数为63,在车削三线螺纹时,应在离记号1第21齿处做记号2和3,随后松开交换齿轮架,使z1与z2脱开,用手转动主轴,使记号2或3对准记号0,再使z1与z2啮合,就可车削第二条螺旋槽了。车第三条螺旋槽时,也用同样的方法。
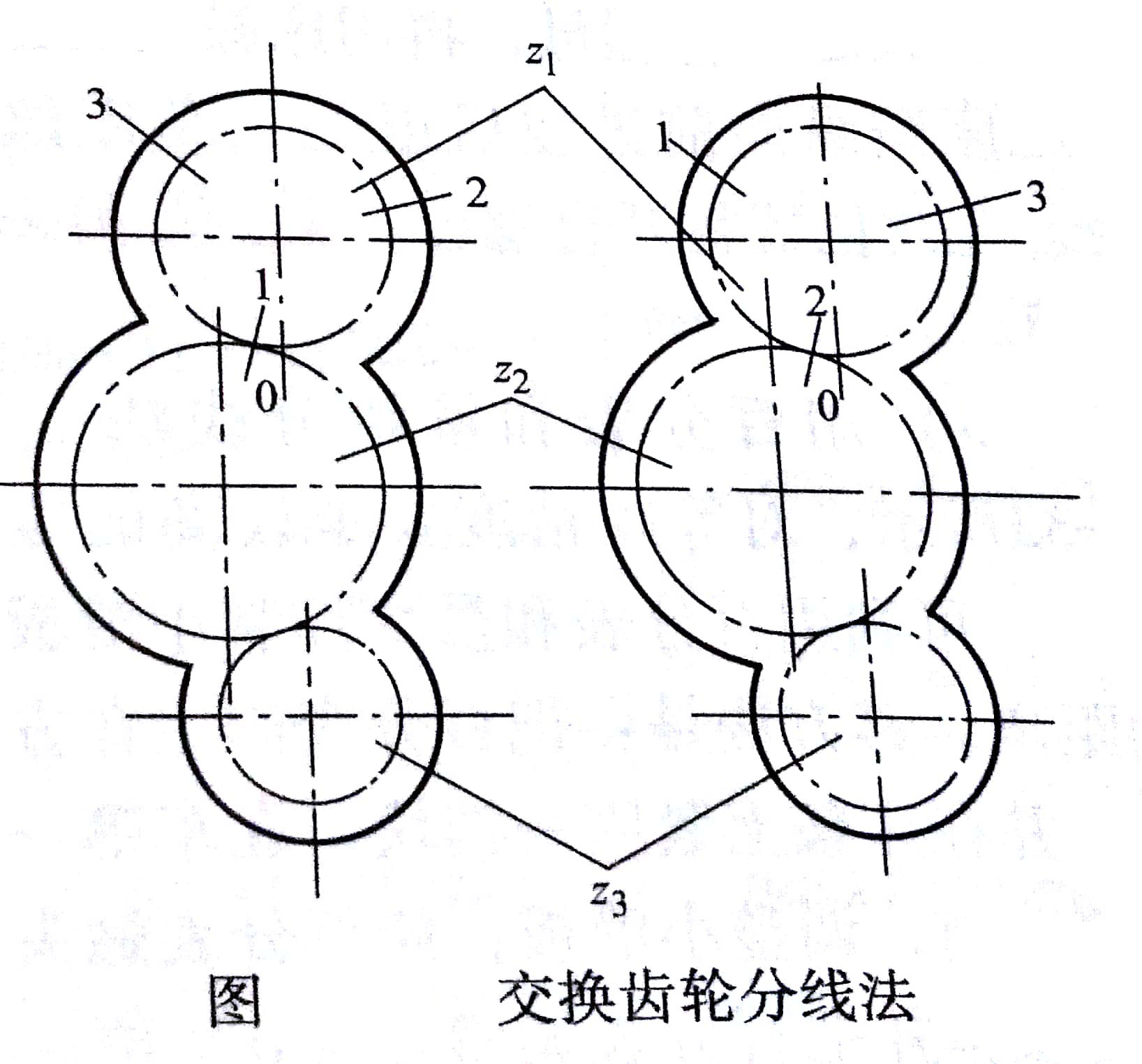
用这种方法分线的优点是分线精确度较高,但所车螺纹的线数受z1齿数的限制,操作也较麻烦,所以不宜在成批生产中使用。
(4)用多孔插盘分线 如图所示为车多线螺纹时用的多孔插盘。多孔插盘装夹在车床主轴上,其上有等分精度很高的定位插孔(多孔插盘一般等分12或24孔),它可以对2、3、4、6、8或12线的螺纹进行分线。
分线时,先停车松开紧固螺母,拔出定位插销,把多孔插盘旋转一个角度,再把插销插入另一个定位孔中。再紧固螺母,分线工作就完成了。多孔插盘上可以装夹卡盘,工件夹持在卡盘上;也可装上拨块拨动夹头,进行两顶尖间的车削。

这种分线方法的精度主要取决于多孔插盘的等分精度。如果等分精度高,可以使该装置获得较高的分线精度。多孔插盘分线操作简单、方便,但分线数量受插孔数量限制。
1.车削精度要求较高的多线螺纹时,应先将各条螺旋槽逐个粗车完毕,再逐个精车。
2.在车各条螺旋槽时,螺纹车刀切入深度应该相等。
3.用左右切削法车削时,螺纹车刀的左右移动量应相等。当用圆周分线法分线时,还应注意车每条螺旋槽时小滑板刻度盘的起始格数要相等。
4.车削导程较大的名线螺纹时,螺纹车刀纵向进给速度较快,进刀和退刀时要防止车刀与工件、卡盘、尾座相碰。
知识点词条:多线螺纹的分线方法以及车削时的注意事项

