

表 车圆锥时产生废品的原因及预防措施
| 废品种类 | 产生原因 | 预防措施 | |
|---|---|---|---|
| 角度(锥度)不正确 | 1.用转动小滑板法车削 |
(1)小滑板转动的角度计算错误或小滑板角度调整不当 (2)车刀没有装夹牢固 (3)小滑板移动时松紧不均匀 |
(1)仔细计算小滑板应转动的角度和方向,反复试车找正 (2)紧固车刀 (3)调整小滑板的楔铁间隙,使小滑板移动均匀 |
| 2.用偏移尾座法车削 |
(1)尾座偏移位置不正确 (2)工件长度不一致 |
(1)重新计算和调整尾座偏移量 (2)若工件数量较多,其长度必须一致,且两端中心孔深度一致 |
|
| 3.用仿形法车削 |
(1)靠模角度调整不正确 (2)滑块与靠模板配合不良 |
(1)重新调整靠模块角度 (2)调整滑块和靠模板之间的间隙 |
|
| 4.用宽刃刀法车削 |
(1)装刀不正确 (2)切削刃不直 (3)刃倾角λs≠0° |
(1)调整切削刃的角度和对准工件轴线 (2)修磨切削刃,保证其直线度 (3)重磨刃倾角,使λ=0° |
|
| 5.铰内圆锥 |
(1)铰刀的角度不正确 (2)铰刀轴线与主轴轴线不重合 |
(1)更换、修磨铰刀 (2)用百分表和试棒调整尾座套筒轴线,使其与主轴轴线重合 |
|
| 最大和最小圆锥直径不正确 |
1.未经常测量最大和最小圆锥直径 2.未控制车刀的背吃刀量 |
1.经常测量最大和最小圆锥直径 2.及时测量,用计算法或移动床鞍法控制背吃刀量 |
|
| 双曲线误差 | 车刀刀尖未严格对准工件轴线 | 车刀刀尖必须严格对准工件轴线 | |
| 表面粗糙度达不到要求 |
1.与“车轴类工件时表面粗糙度达不到要求的原因”相同 2.小滑板楔铁间隙不当 3.未留足精车或铰削余量 4.手动进给忽快忽慢 |
1.查相关表 2.调整小滑板楔铁间隙 3.要留有适当的精车或铰削余量 4.手动进给要均匀,快慢一致 |
|
车圆锥时,虽经多次调整小滑板或靠模板的角度,但仍不能找正;再用圆锥套规检验外圆锥时,发现两端的显示剂被擦去,中间不接触。用圆锥塞规检验内圆锥时,发现中间显示剂被擦去,两端没有擦去。出现以上情况是车刀刀尖没有严格对准工件轴线而造成的双曲线误差所致,如图所示。
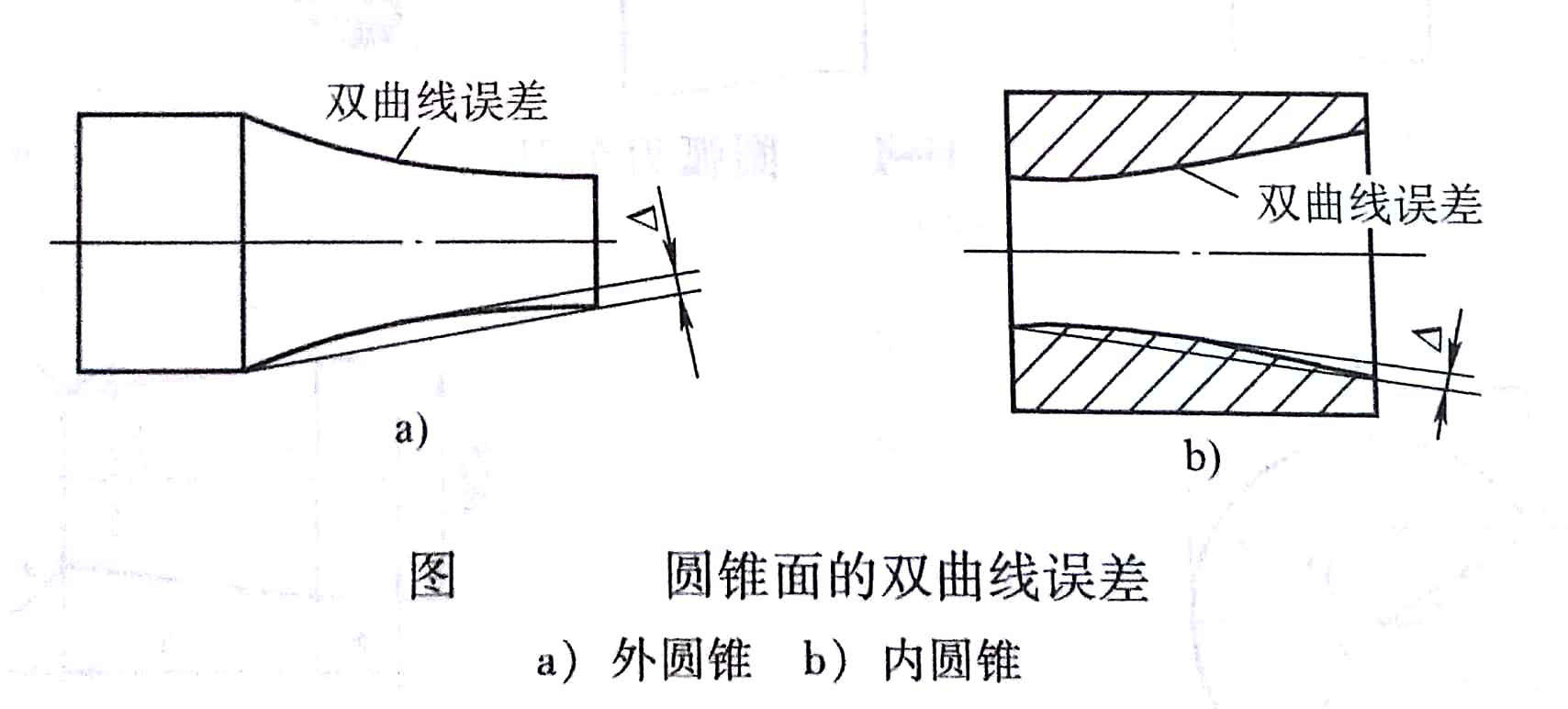
因此,车圆锥表面时,一定要使车刀刀尖严格对准工件轴线。当车刀中途刃磨后再装刀时,必须重新调整垫片的厚度,使车刀刀尖严格对准工件轴线。
知识点词条:圆锥的车削质量分析

