

1.螺纹连接的预紧与防松
(1)螺纹连接的预紧一般的螺纹连接用普通扳手或电动、风动扳手拧紧即可,而有规定预紧力的螺纹连接,则常用控制扭矩法、控制扭角法和控制螺栓伸长法等来保证准确的预紧力。
(2)螺纹连接的防松 螺纹连接用于振动或冲击场合时,会发生松动,为防止螺钉或螺母松动必须有可靠的防松装置。防松的根本问题在于防止螺纹副的相对转动。防松的方法很多,按工作原理不同,可分为三类:1)附加摩擦力防松; 2)机械防松;3)破坏螺纹副间的运动关系防松。
2.双头螺柱的装配要点
(1)保证双头螺柱与机体螺纹的配合有足够的紧固性双头螺柱紧固端的紧固方法如图所示。
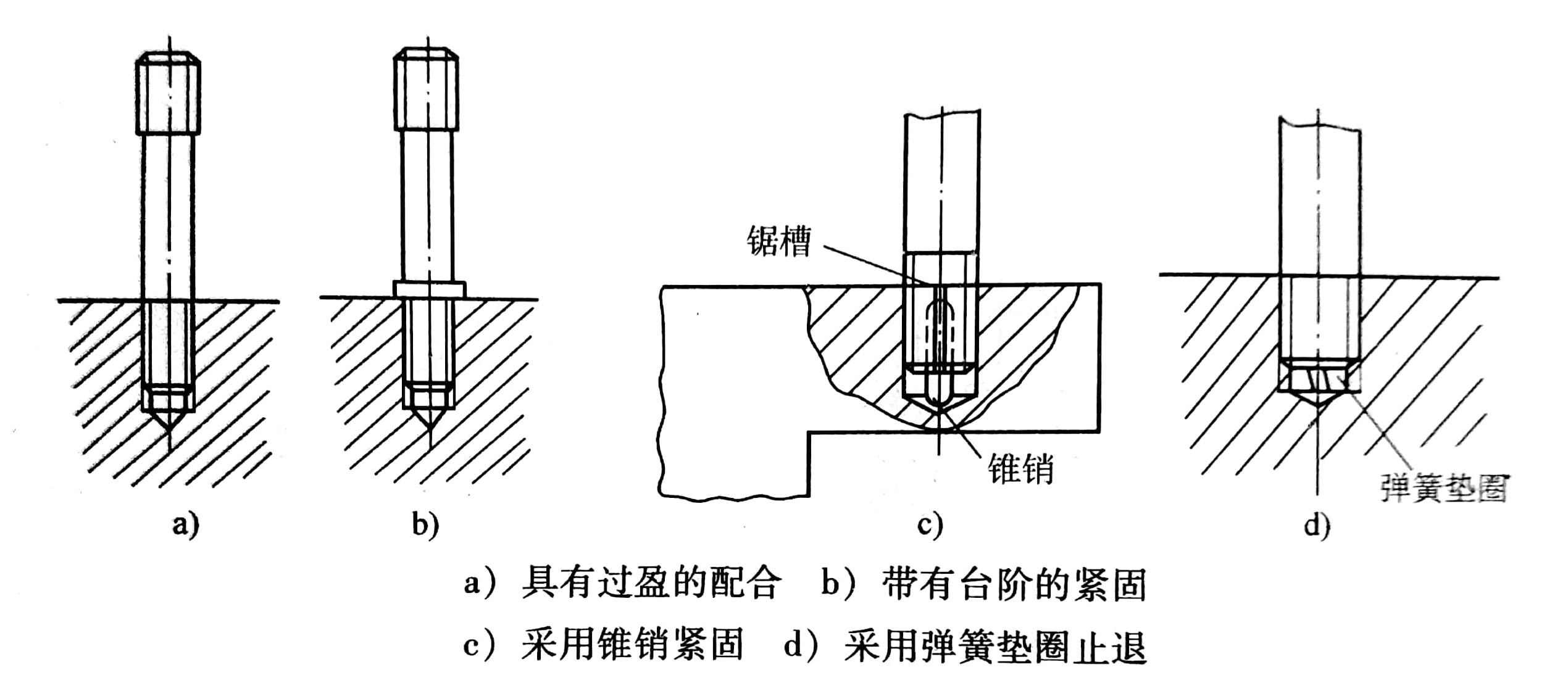
双头螺柱的紧固形式
(2)双头螺柱的轴心线必须与机体表面垂直装配时,可用90°角尺进行检验。如发现较小的偏斜,可用丝锥校正螺孔后再装配,或将装人的双头螺柱校正至垂直。偏斜较大时,不得强行校正,以免影响连接的可靠性。
(3)装人双头螺柱时必须加油润滑 避免旋入时产生咬合现象,便于以后拆卸方便。
常用的拧紧双头螺柱的方法如图所示。
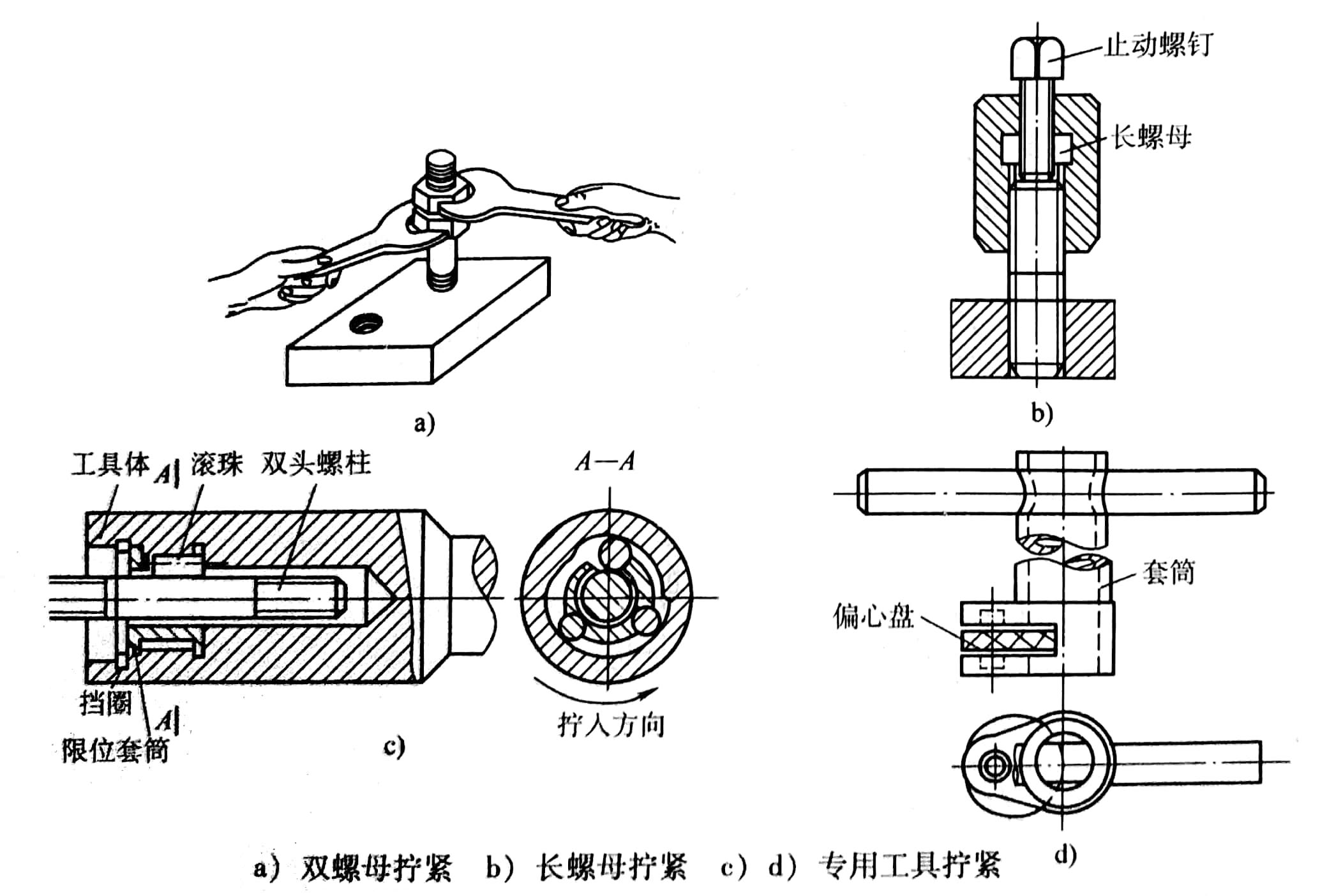
双头螺柱拧紧的方法
3.螺母、螺钉的装配要点
(1)螺杆不产生弯曲变形,螺钉头部、螺母底面应与连接件接触良好。
(2)被连接件应均匀受压,互相紧密贴合,连接牢固。
(3)拧紧成组螺母或螺钉时,为使被连接件及螺杆受力均匀.致,不产生变形,应根据被连接件形状和螺母或螺钉的分布情况,如图6所示,按照先中间、后两边的原则分层次、对称、逐步拧紧。
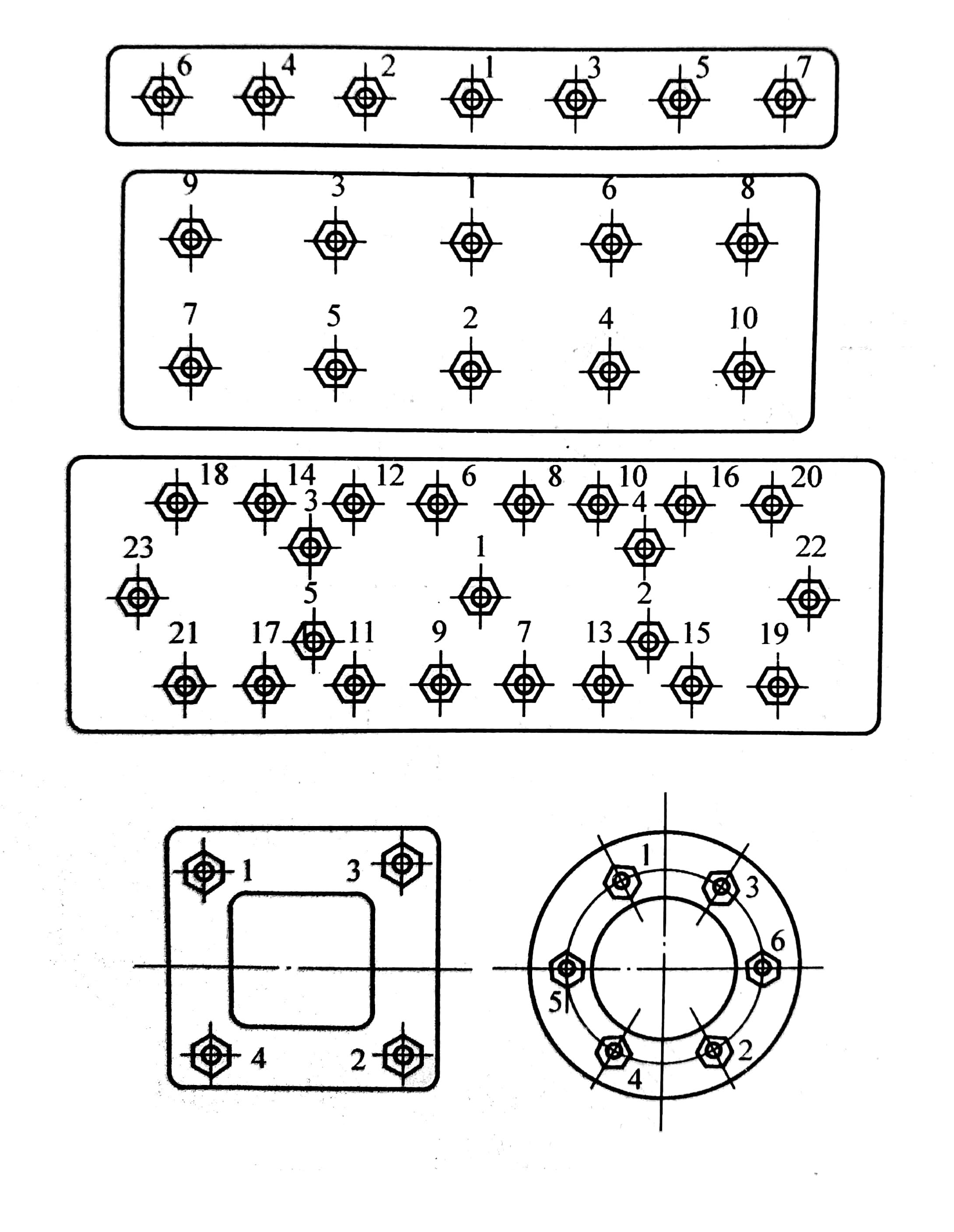
成组螺母的拧紧顺序
知识点词条:螺纹连接的装配工艺

