

G76螺纹切削复合循环指令较G32、G92指令简捷,可节省程序设计与计算时间,其切削路径及进刀方法如下图所示。
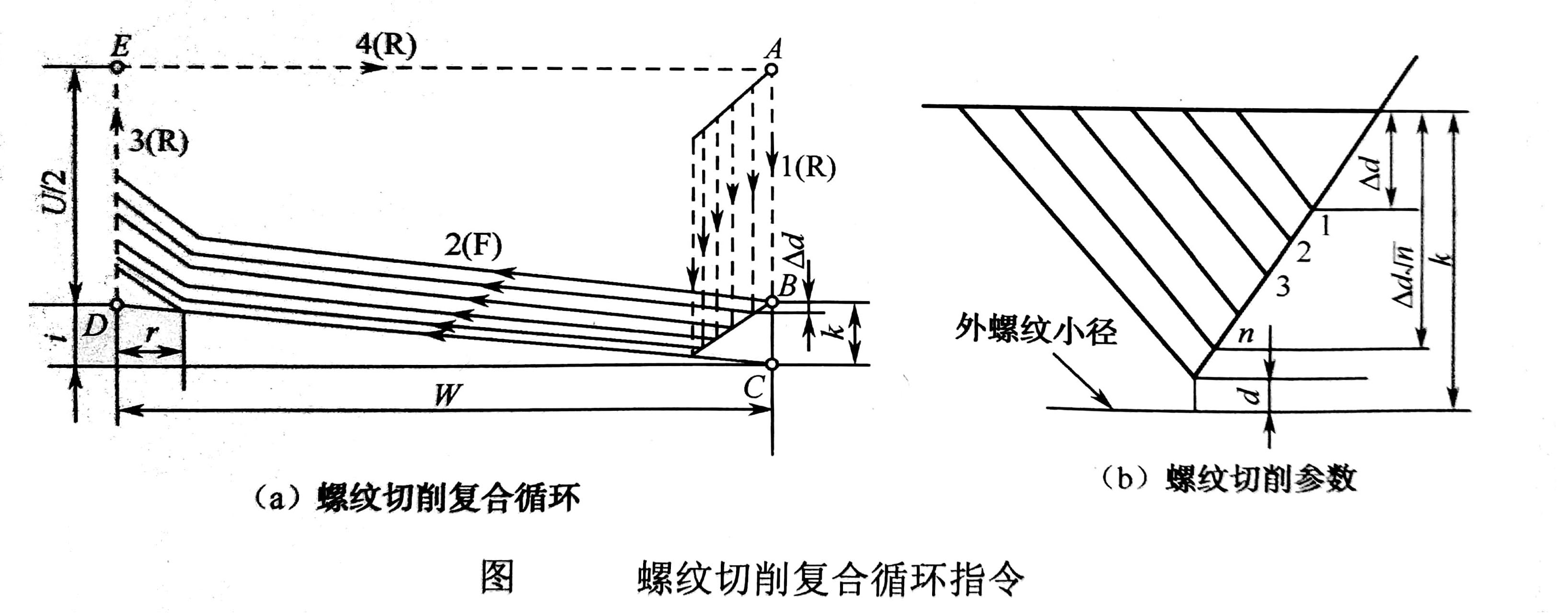
指令格式:
G76 P(m)(r) (a)Q(△d min)R(d);
G76 X(U)_Z(W)_R(i)P(k)Q(△d)F(L);
指令中各项参数意义如下:
m——精加工重复次数(1-99);
r——螺纹根部的倒角量(对于无退刀槽螺纹很重要),在0.0L~9.9L之间,单位为0.1L(L为螺纹导程),所以该值为00~99;
a——刀尖角度,可为80°、60°、55°、30°、29°和0°六种中的一种,由两位数规定;
△dmin——最小切深(用半径值指定);
d——精加工余量,单位为mm;
i——螺纹半径差,如果i=0mm,则为圆柱螺纹;
k——螺纹的牙型高度(X方向的距离指定),用半径值指定,单位为μm;
△d——第一刀切深,用半径值指定,单位为μm;
L——螺纹导程。
用G76编制螺纹加工程序应注意:在数控车床上加工螺纹时,沿螺距方向(z向)进给速度与主轴转速有严格的匹配关系,为避免在进给机构加、减速过程中切削,要求加工螺纹时应留有一定的切入与切出距离。
加工螺距较大、牙型较深的螺纹时,通常采用多次走刀、分层切入的办法进行加工。数控车床加工螺纹的进刀方式有直进式和斜进式两种,如下图所示。用G76指令加工螺纹时,进刀方式为斜进式。G76切削循环采用斜进式,每次粗切余量是按递减规律自动分配的,由于单侧刀刃切削工件,刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,从而影响牙型精度。但刀具负载较小,排屑容易。因此,此加工方法一般适用于大螺距低精度螺纹的加工。
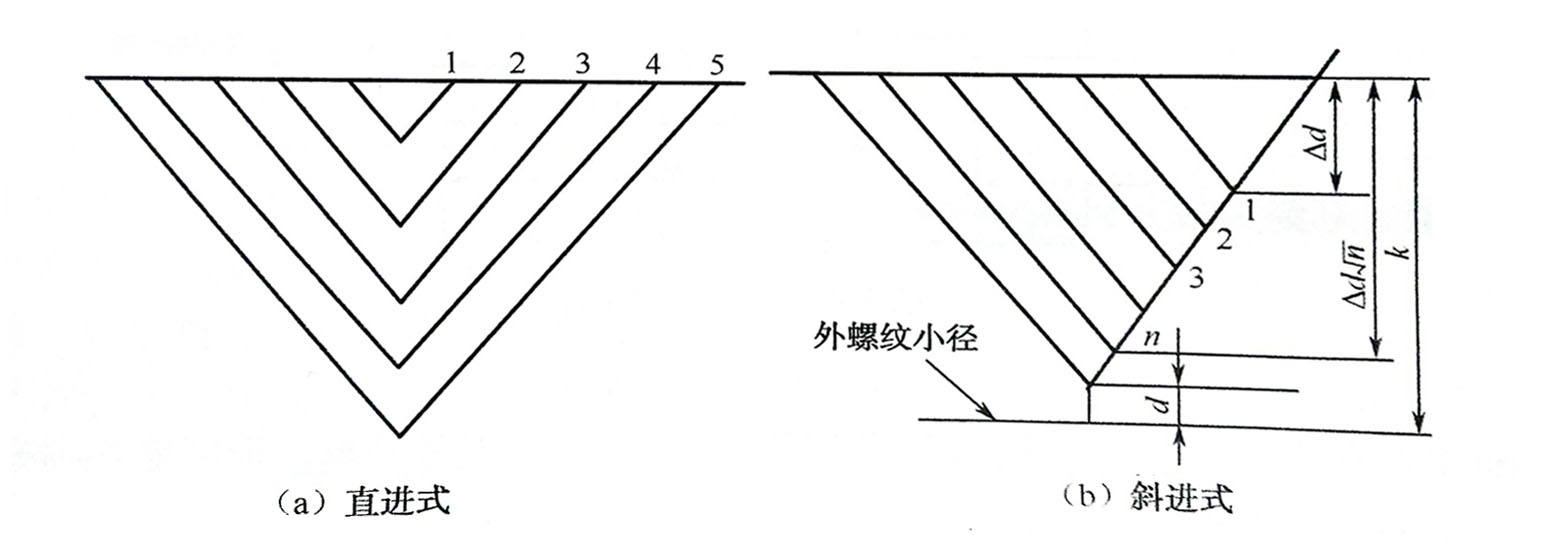
螺纹加工进刀方式
知识点词条:复合形状循环切削(G70~G73、G76)

