

1.低速车削螺纹和蜗杆时,用高速钢车刀;高速车削时,用硬质合金车刀。
2.如果工件材料是有色金属、铸钢或橡胶,可选用高速钢或K类硬质合金(如K30);如果工件材料是钢料,则选用P类(如P10)或M类硬质合金(MI0等)。
1.螺纹升角山对螺纹车刀工作前角的影响
如图a所示,车削右旋螺纹时,如果车刀左右侧切削刃的刃磨前角均为0°,即γol=γoR= 0°,螺纹车刀水平装夹时,左切削刃在工作时是正前角(γoeL>0°),切削比较顺利;而右切削刃在工作时是负前角(γoeR <0°),切削不顺利,排屑也困难。
为了改善上述状况,可采用以下措施:
(1)将车刀左右两侧切削刃组成的平面垂直于螺旋线装夹(法向装刀),这时两侧切削刃的工作前角都为0°,即γoeL=γoeR =0°,如图b所示。
(2)车刀仍然水平装夹,但在前面上沿左右两侧的切削刃上磨有较大前角的卷屑槽,如图c所示。这样可使切削顺利,并利于排屑。
(3)法向装刀时,在前面上也可磨出有较大前角的卷屑槽,如图d所示,这样切削更顺利

图 螺纹升角对螺纹车刀工作前脚的影响
a)水平装刀 b)法向装刀 c)水平装刀且磨有较大前角的卷屑槽 d)法向装刀且磨有较大前角的卷屑槽
1——螺旋线(工作时的切削平面) 2、5——工作时的基面 3——基面 4——前面
2.螺纹升角山对螺纹车刀工作后角的影响
螺纹车刀的工作后角一般为3°~5°当不存在螺纹升角时(如横向进给车槽),车刀左右切削刃的工作后角与刃磨后角相同。但在车螺纹时,由于螺纹升角的影响,车刀左右切削刃的工作后角与刃磨后角不相同,如图所示。螺纹车刀左右切削刃刃磨后角的确定可查阅表。
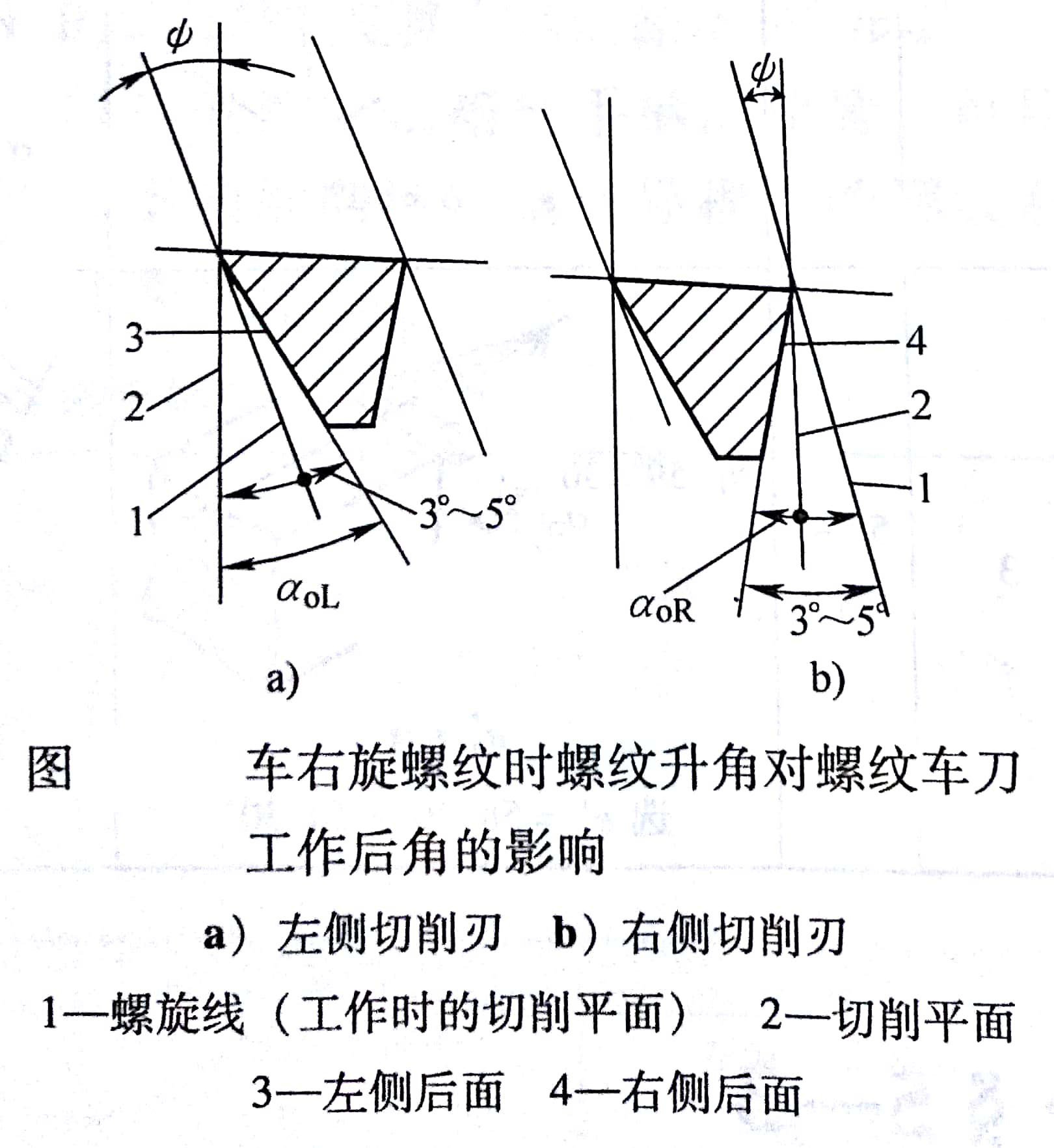
表 螺纹车刀左右切削刃刃磨后角的计算公式
| 螺纹车刀的刃磨后角 | 左侧切削刃的刃磨后角αoL | 右侧切削刃的刃磨后角αoR |
|---|---|---|
| 车右旋螺纹 | αoL=(3°~5°)+Ψ | αoR=(3°~5°)-Ψ |
| αoL=(3°~5°)-Ψ | αoR=(3°~5°)+Ψ |
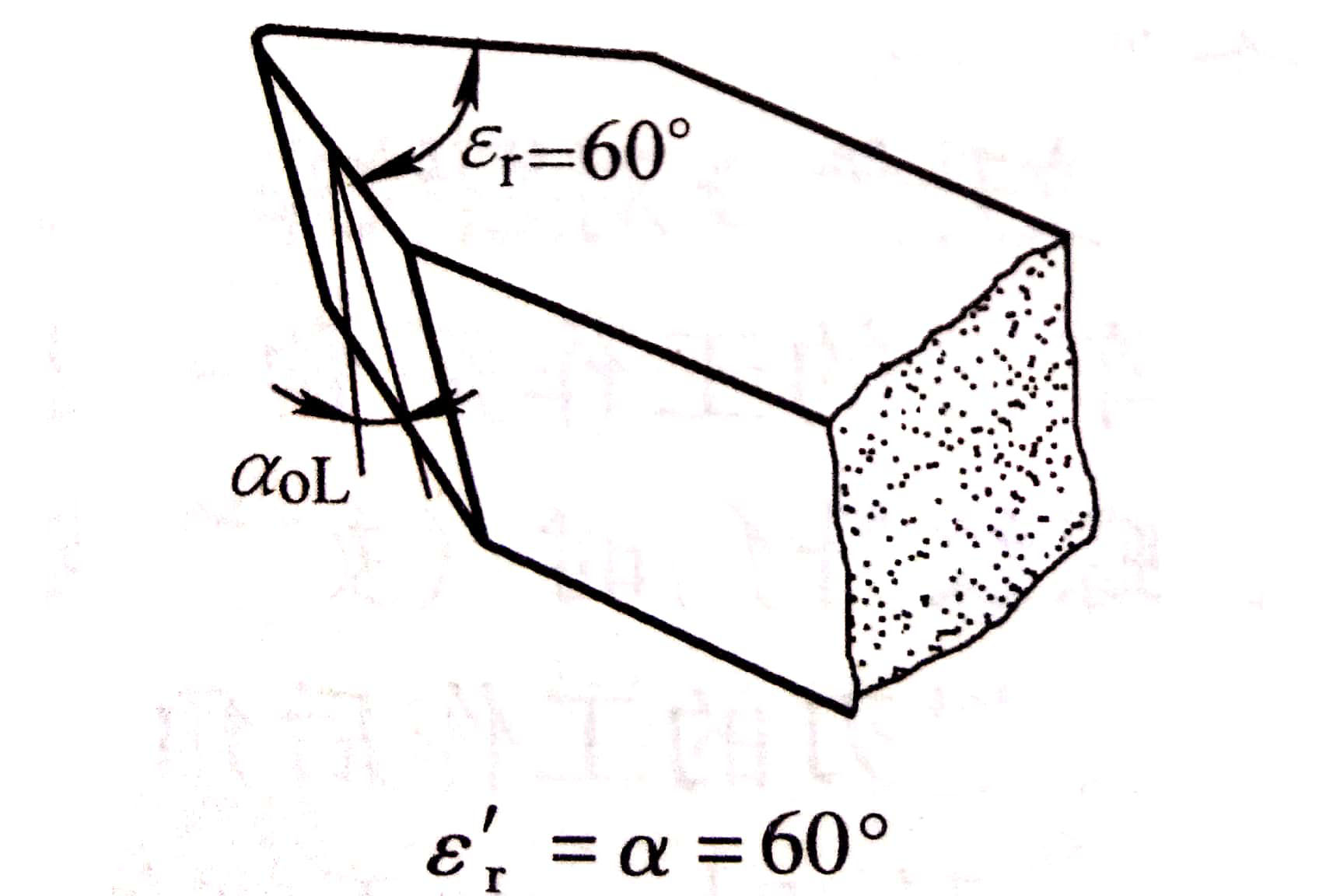
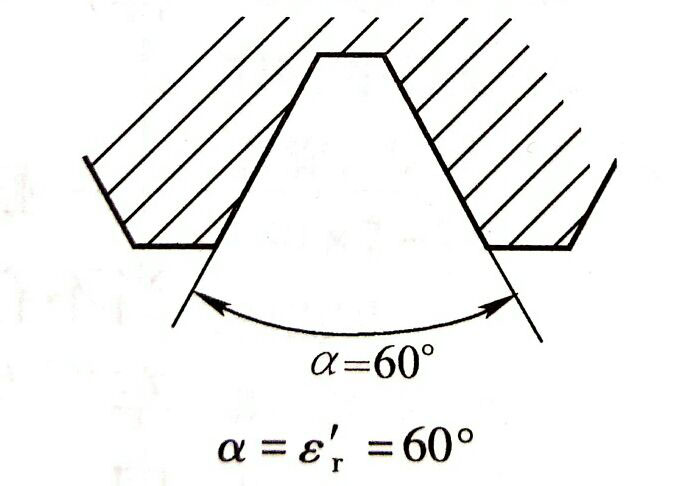
对螺纹牙型角α的影响
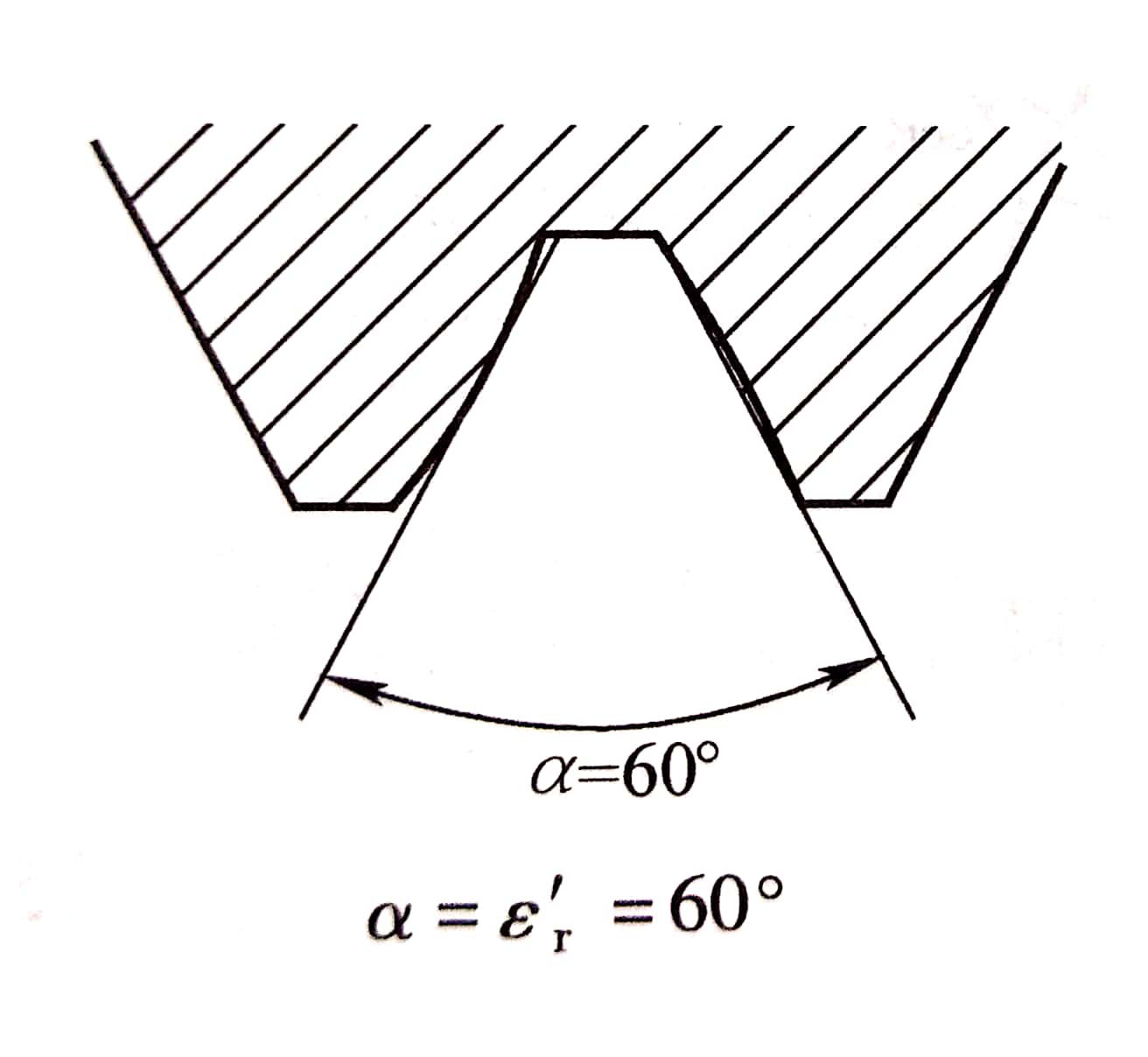
螺纹车刀两刃夹角εr'的大小取决于螺纹的牙型角α。螺纹车刀的背前角γp对螺纹加工和螺纹牙型的影响见表。
表 螺纹车刀的背前角γp对螺纹加工和螺纹牙型的影响
| 序号 | 背前角γp | 螺纹车刀的两刃夹角εr′和螺纹牙型角α的关系 | 车出的螺纹牙型角α和螺纹车刀的两刃夹角εr′的关系 | 螺纹牙侧 | 应用 |
|---|---|---|---|---|---|
| 1 | 0° |
|
|
直线 | 适用于车削精度要求较高的螺纹,同时可增大螺纹车刀两侧切削刃的后角,来提高切削刃的锋利程度,减小螺纹牙型两侧表面粗糙度值 |
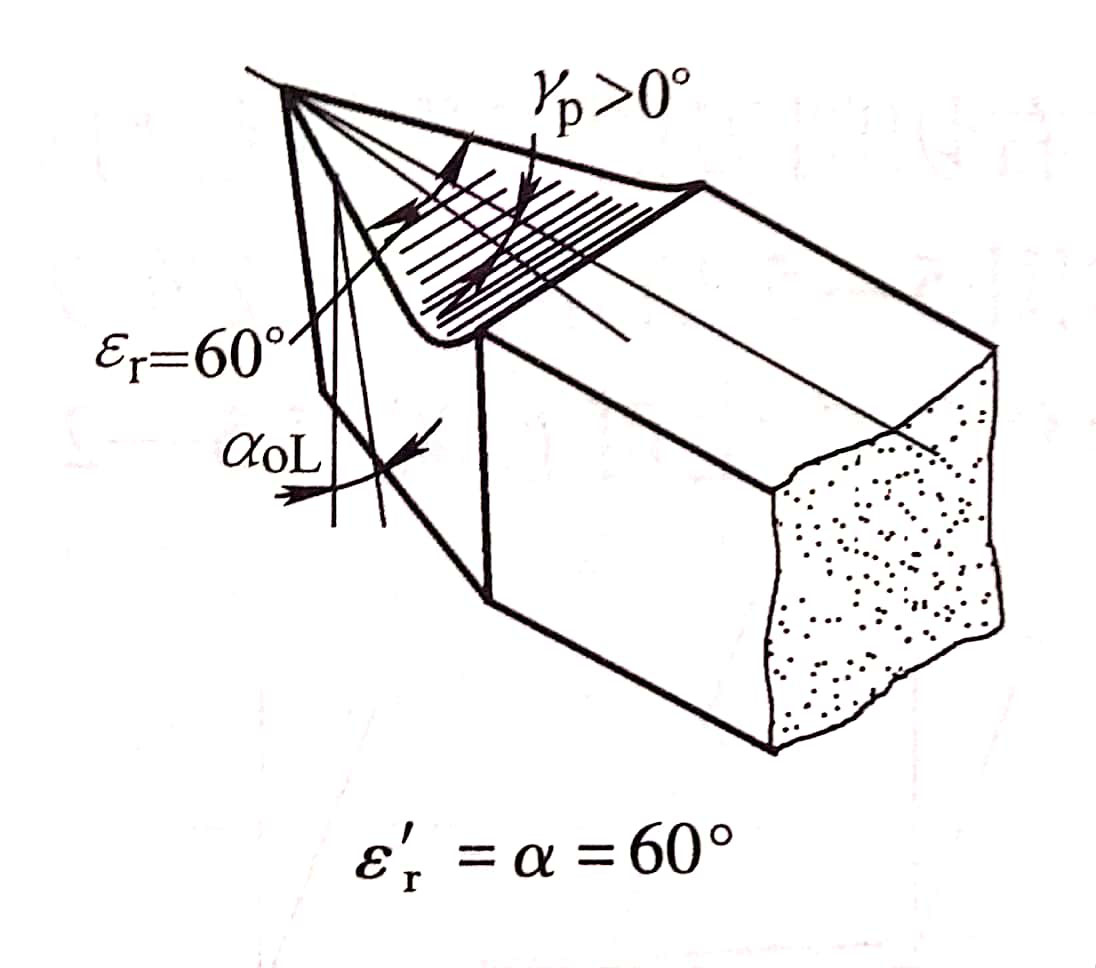
| 2 | >0° |
|
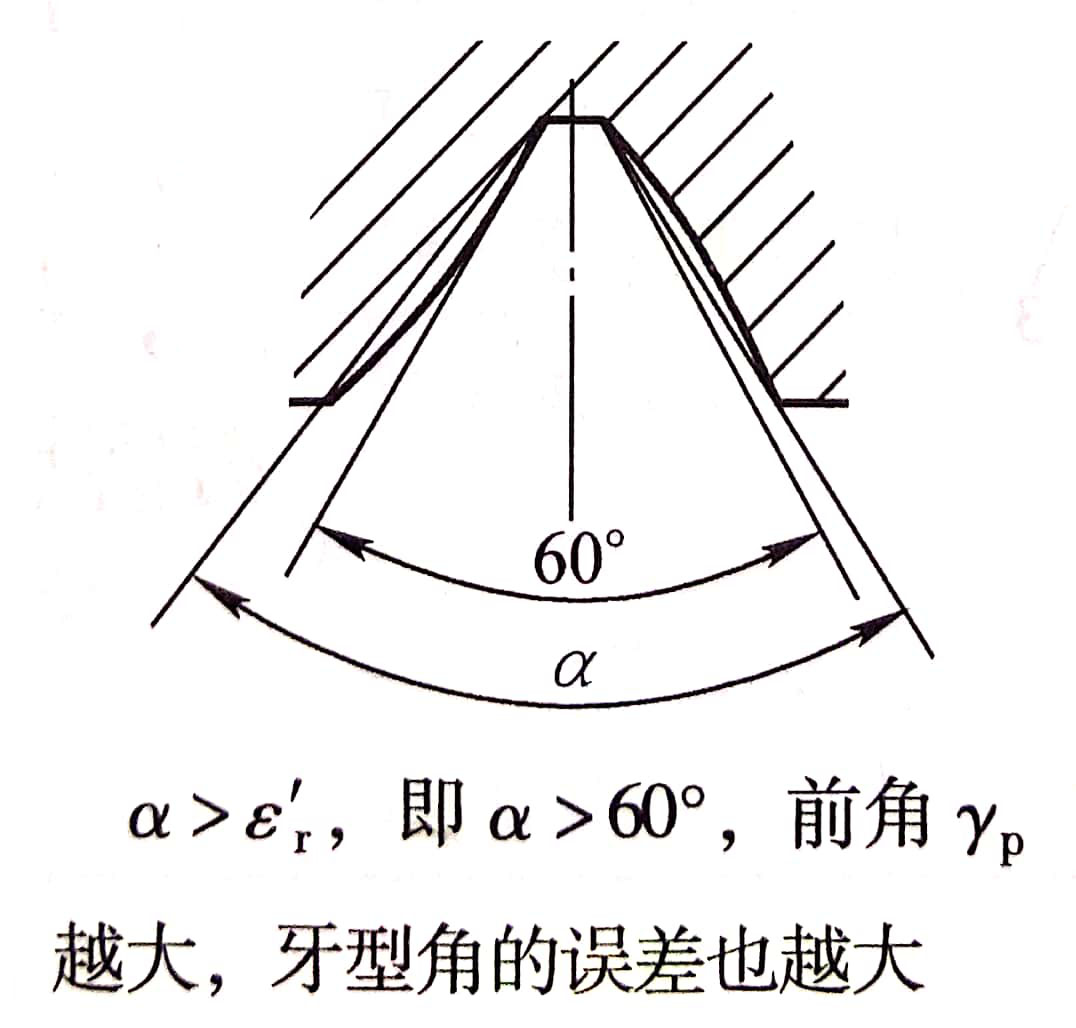
|
曲线 | γp过大不允许,必须对车刀两切削刃夹角εr′进行修正 |
| 3 | 5°~15° |
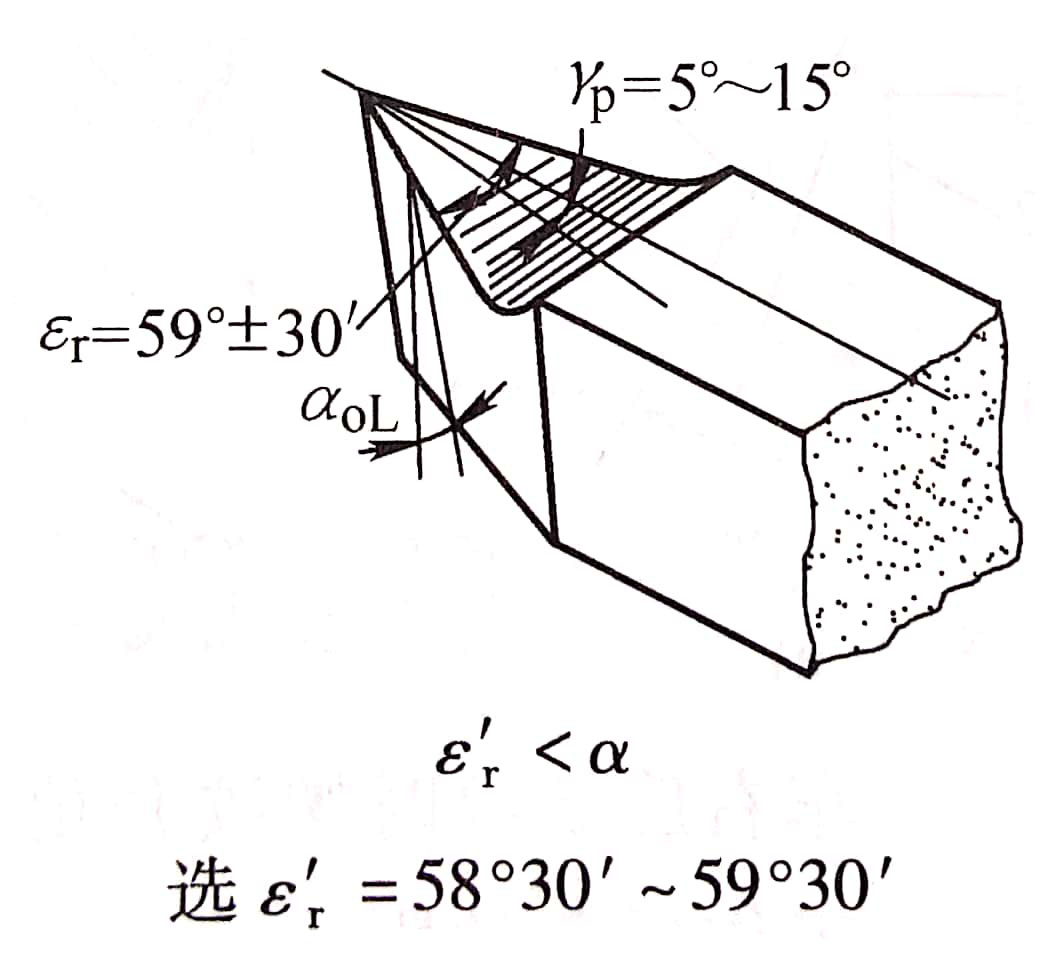
|
|
曲线 | 车削精度要求不高的螺纹或粗车螺纹 |
精车刀的背前角应取得较小(γ=0°~5°),才能达到理想的效果。
知识点词条:螺纹车刀切削部分的材料及角度的变化

