

铸造孔、锻造孔或用钻头钻出的孔,为了达到尺寸精度和表面粗糙度的要求,还需要车孔。车孔是常用的孔加工方法之一,既可以作为粗加工,也可以作为精加工,加工范围很广。车孔精度可达IT8 ~ IT7,表面粗糙度值可达Ra3.2~1.6μm,精细车削可以达到更小(Ra0.8 μm),车孔还可以修正孔的直线度。
车孔车刀
车孔的方法基本上和车外圆相同,但内孔车刀和外圆车刀相比有些差别。根据不同的加工情况,内孔车刀可分为通孔车刀和盲孔车刀两种。
1.通孔车刀
从图1-1中可以看出,通孔车刀的几何形状基本上与75。外圆车刀相似,为了减小背向力Fp,防止振动,主偏角Kr,应取较大值,一般取kr=60°~70°,取副偏角kr,=15°~30°。

图1-1 车通孔
图1-2所示为典型的前排屑通孔车刀,其几何参数为: Kr=75°,Kr'= 15°,λs=6°。在该车刀上磨出断屑槽,使切屑排向孔的待加工表面,即向前排屑。为了节省刀具的材料和增加刀柄的刚度,可以把高速钢或硬质合金做成大小适当的刀头,装在碳钢或合金钢制成的刀柄上,在前端或上面用螺钉紧固,如图1-3所示。
常用的通孔车刀刀柄有圆刀柄和方刀柄两种。
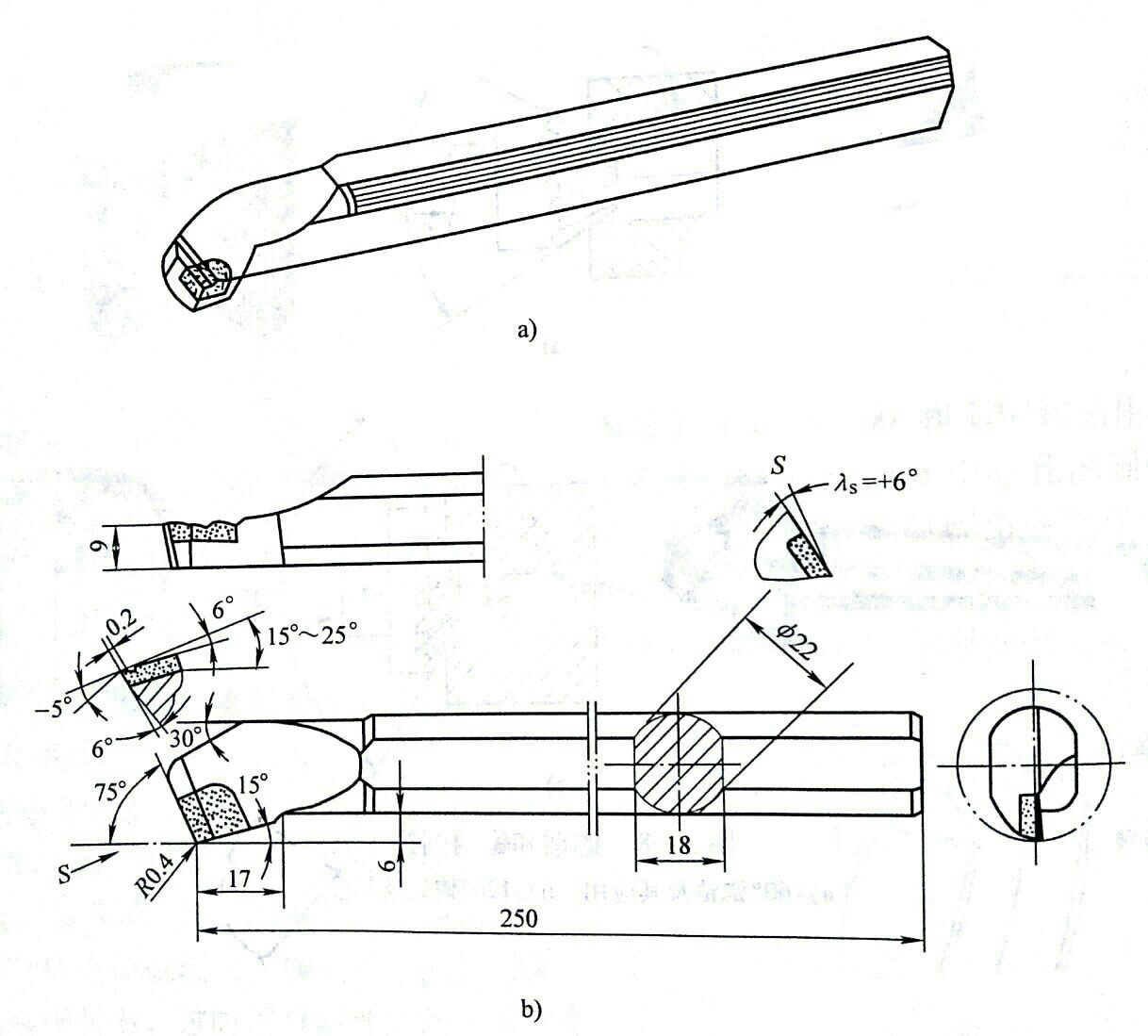
图1-2 前排屑通孔车刀

图1-3 通孔刀柄
a、圆刀柄 b、方刀柄
盲孔车刀是用来车盲孔或台阶孔的,切削部分的几何形状基本上与偏刀相似。图1-4所示为最常用的一种盲孔车刀,其主偏角一般取Kr=90°~95°。车平底盲孔时,刀尖在刀柄的最前端,刀尖与刀柄外端的距离a应小于内孔半径R,否则孔的底平面就无法车平。车内孔台阶时,只要与孔壁不碰即可。
后排屑盲孔车刀的形状如图1-5所示,其几何参数为: Kr= 93°,Kr'= 6°,λs=-2°~0°。其上磨有卷屑槽,使切屑成螺旋状沿尾座方向排出孔外,即后排屑。
图1-6所示为盲孔圆刀柄,其上的方孔应加工成斜的。
通孔圆刀柄和盲孔圆刀柄通常根据孔径大小及孔的深度制成几组,以便在加工时使用。

图1-4 车盲孔

图1-5 后排屑盲孔车刀

图1-6 盲孔圆刀柄
知识点词条:车孔车刀

