

千分尺
千分尺的种类很多,如外径千分尺、内径千分尺、测深千分尺、螺纹千分尺等。其中外径千分尺的应用较为广泛。
外径千分尺主要用于测量精密工件的外径、长度和厚度等尺寸。其结构如图1所示,主要由尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧手柄、隔热垫等组成。
外径千分尺的规格按测量范围分为0~25mm、25~50mm、 50~75mm、75~ 100mm、100~ 125mm等,使用时按被测工件的尺寸选用。
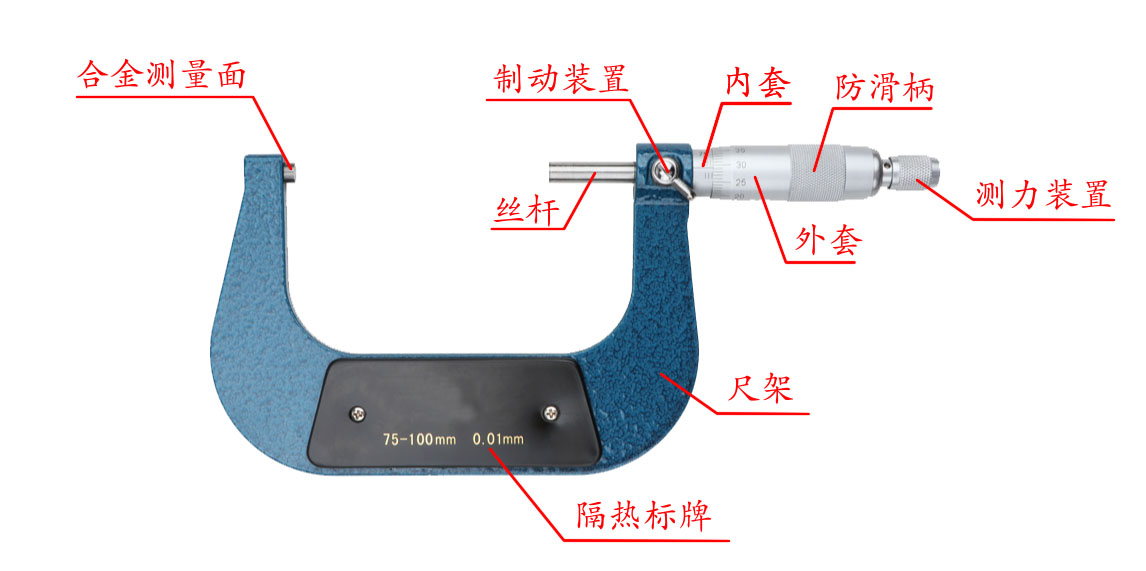
图1
( 1)标尺原理一般外径千分尺测微螺杆上的螺距为0.5mm,当微分筒转一圈时,测微螺杆就沿轴向移动0.5mm。固定套管上刻有间隔为0.5mm的标尺,微分筒圆锥面上共刻有50个格,因此微分筒每转一格,螺杆就移动0.5mm/50=0.01mm,即该千分尺的分度值为0.01mm。
(2)读数方法 首先读出微分筒边缘露出的固定套管主尺毫米数和半毫米数,然后看微分筒上哪一格与固定套管上基准线对齐,并读出相应的不足半毫米数,最后把两个读数相加就是测得的实际尺寸。图2a所示读数为38.79mm,图2b所示读数为14.14mm。
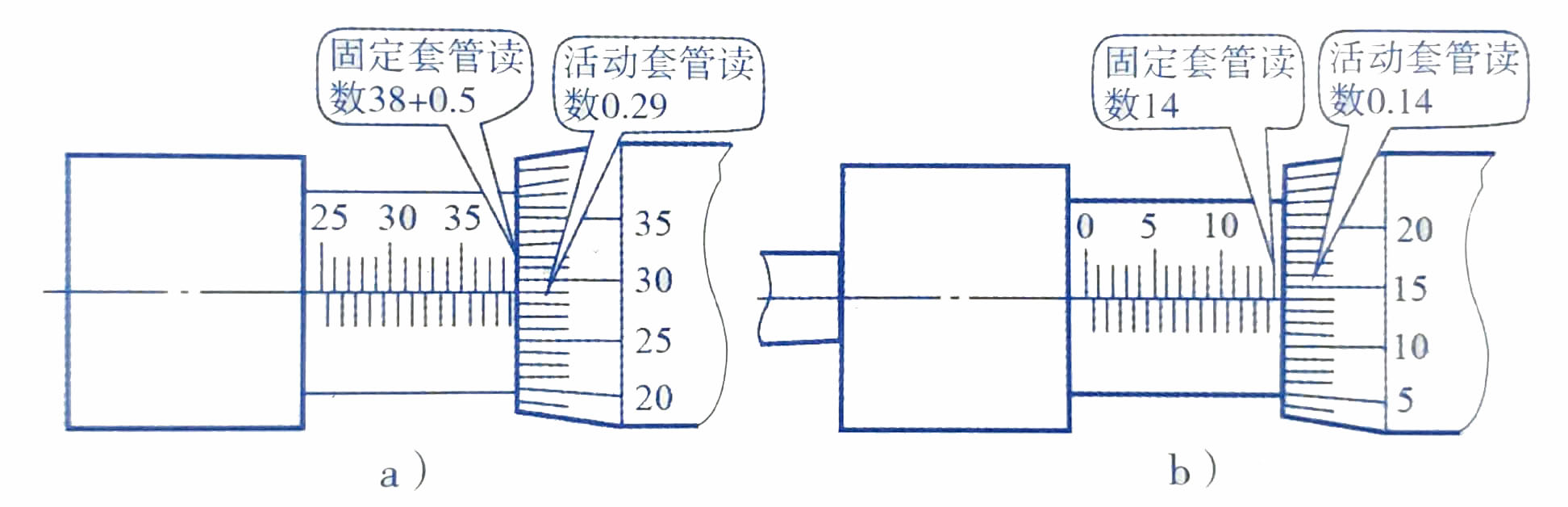
图2
千分尺的制造精度分为0级和1级两种(0级精度较高,1级次之),主要由它的示值误差和两测量面平行度误差的大小来决定。一般用千分尺测量IT6 ?IT10级精度的零件尺寸较为合适在测量过程中,应注意以下几点。:
1)校对零位:把千分尺的两个测砧面揩干净,转动测力装置使用测量砧直接贴合(0~25mm的千分尺),或与量具盒中的校对样棒面贴合(25mm)以上的千分尺),检查活动套管上的零线是否对准固定套筒的基准线,且活动套管的端面是否正好使固定套筒上的零线露出来,如图3 所示。若位置不对,需要用千分尺的专用扳手校准零位。
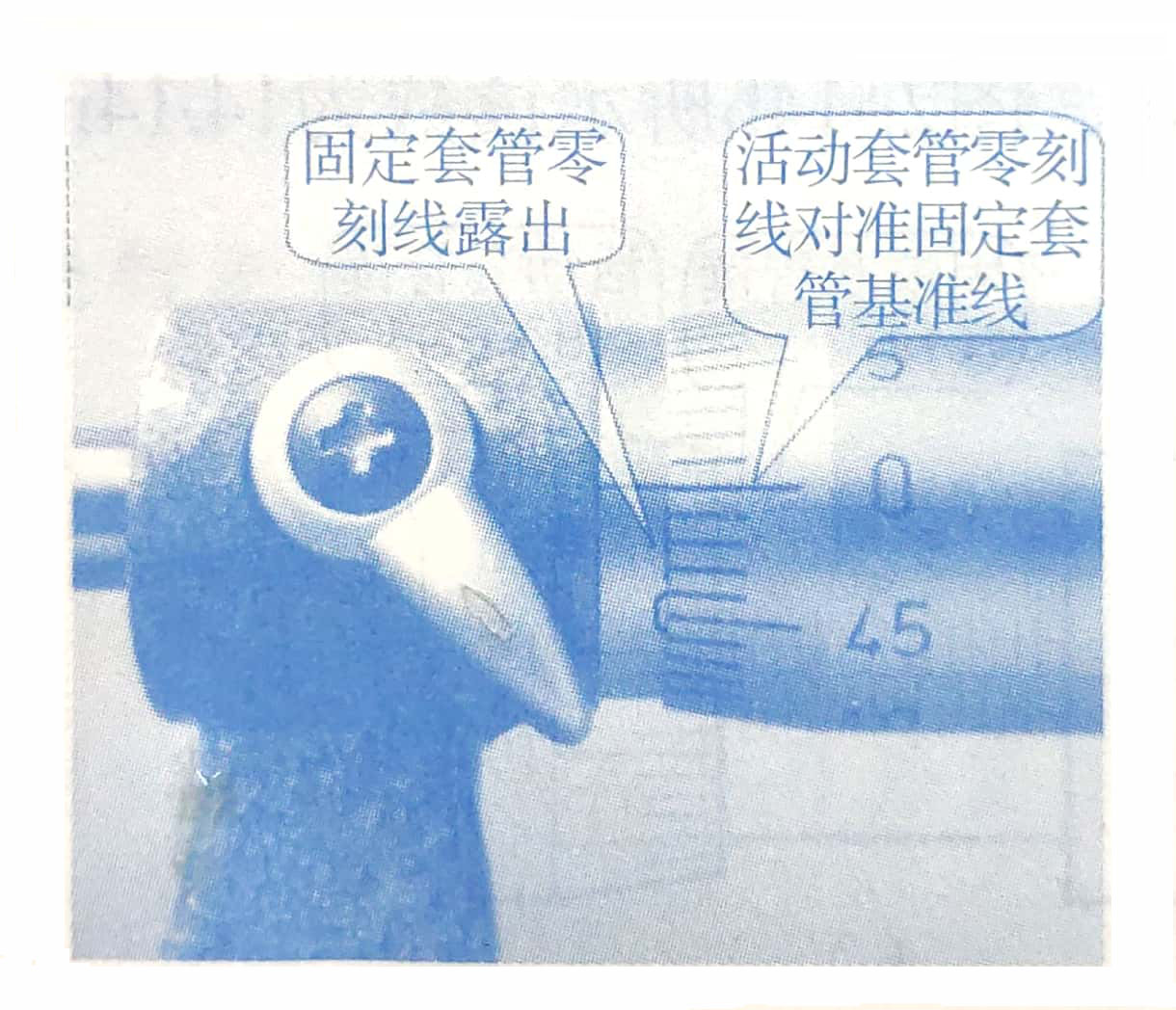
图3
2)测量时,测微螺杆与零件被测量的尺寸方向应一致。测量外径时,测微螺杆要与零件的轴线垂直,不要歪斜,如图4所示。为使测砧面与零件被测表面接触良好,可在旋转测力装置的同时,轻轻地晃动尺架。
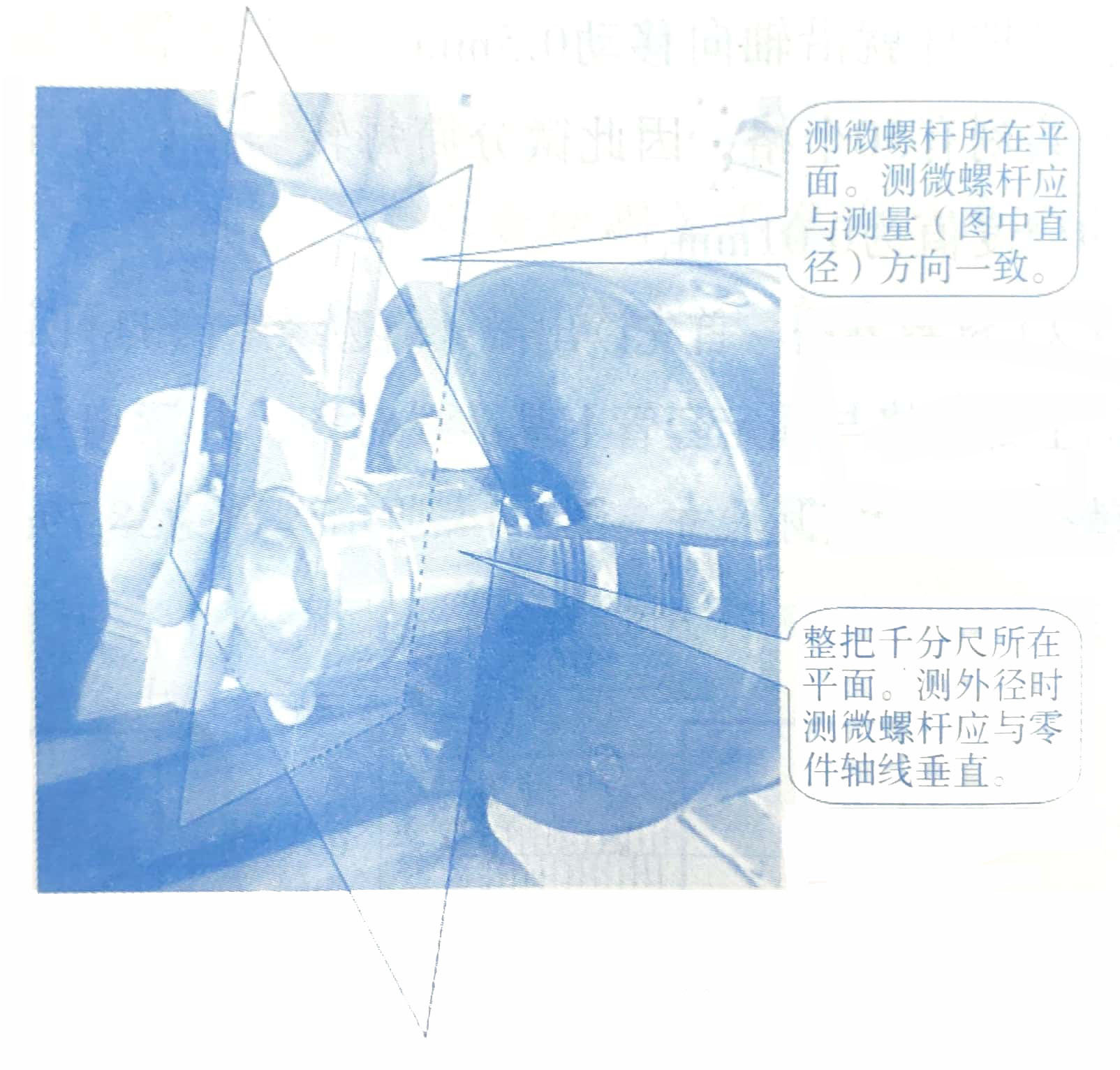
图4
3)手法与读数:一手持 ·玛丽亚·分尺隔热垫部分,另一手转动活动套管,如图5a。所示当测量砧表面接近被测零件表面时,改用转动测力装置,如图5b所示,直到测力装置的棘轮发出两三声声音即停止转动,读出数值(尤其要注意不要漏读半毫米标尺)。

图5
读数时最好不从工件上取下千分尺。若需要取下,应先锁紧测微螺杆,如图6a所示,再轻轻取下。对于规格和外形较小的千分尺,也可采用单手测量,可用大拇指和食指或中指捏住活动套筒,小指勾住尺架并压向手掌上,大拇指和食指转动测力装置即可测量,如图6b所示。
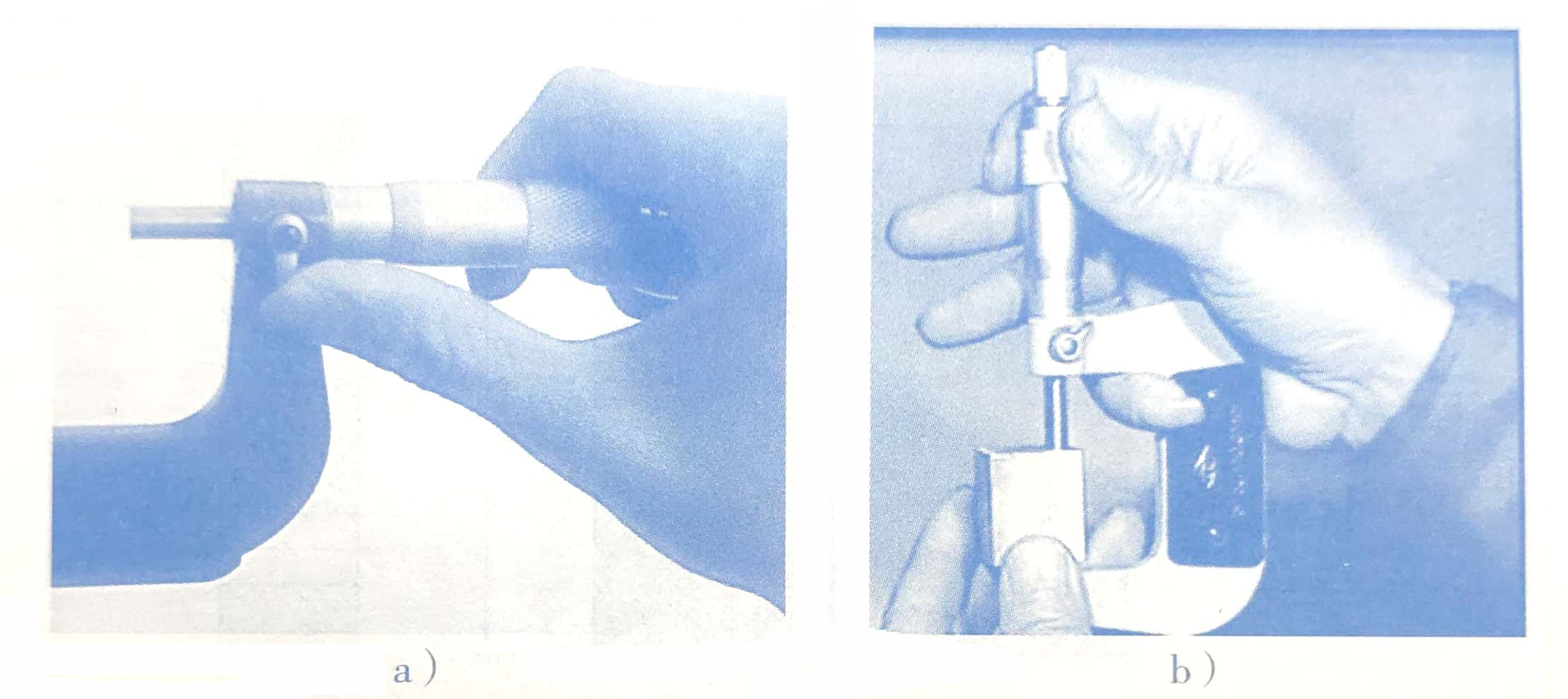
图6
4)清洁:测量前应把零件的被测量表面擦拭干净,不能测量有油污或粗糙的表面,以免损坏千分尺测量完毕,应将千分尺两测量砧擦拭干净,涂油并放人量具盒,置于干燥的地方。
5)重复测量:为了获得正确的测量结果,需要在同一尺寸不同位置多测量几次,以减少测量误差。
6)千分尺不能测量转动中的工件,也不能手握活动套管转动千分尺。图7所示都是千分尺的错误使用,不被允许。
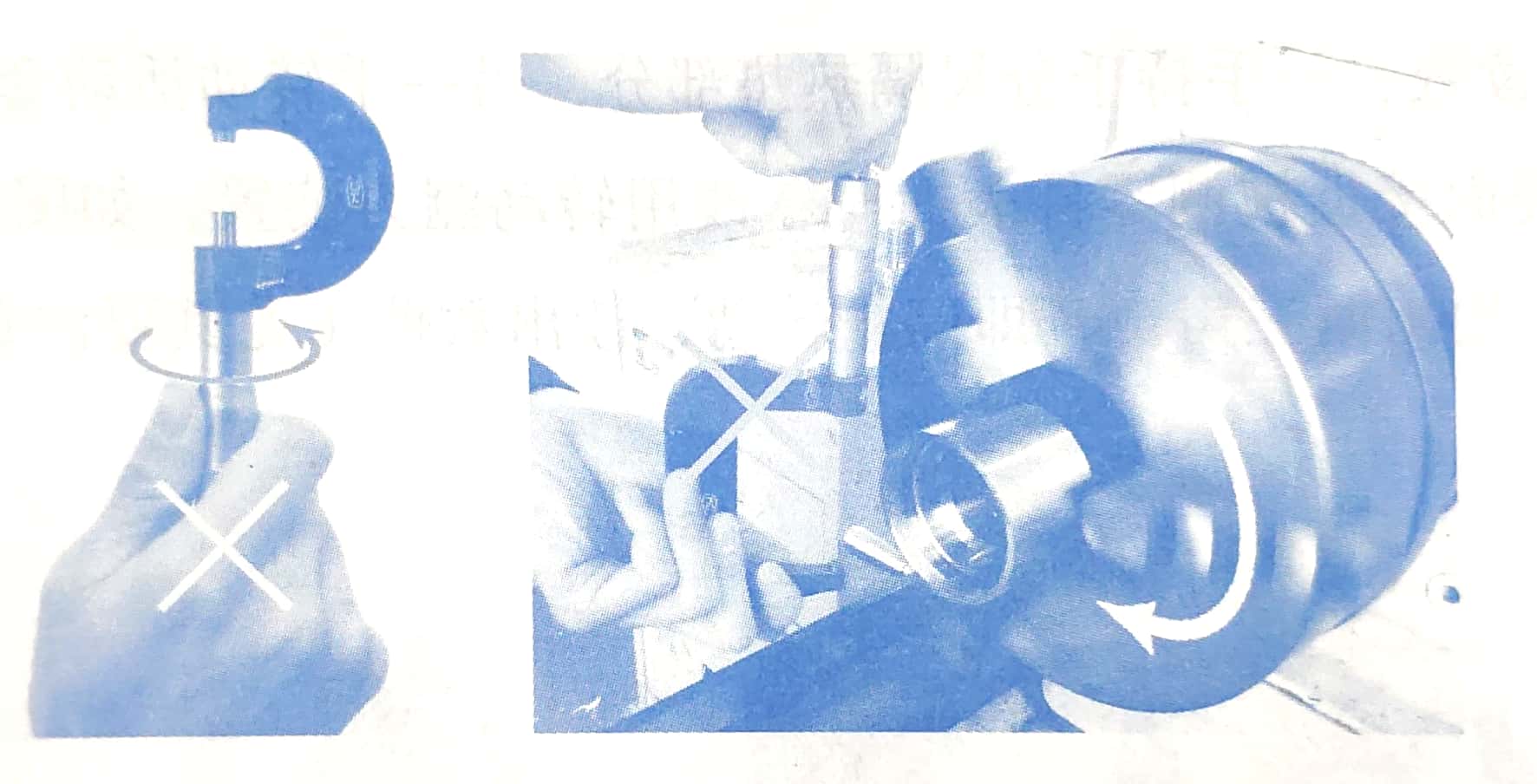
图7
知识点词条:千分尺,图线,尺寸

