

1.传动比的计算
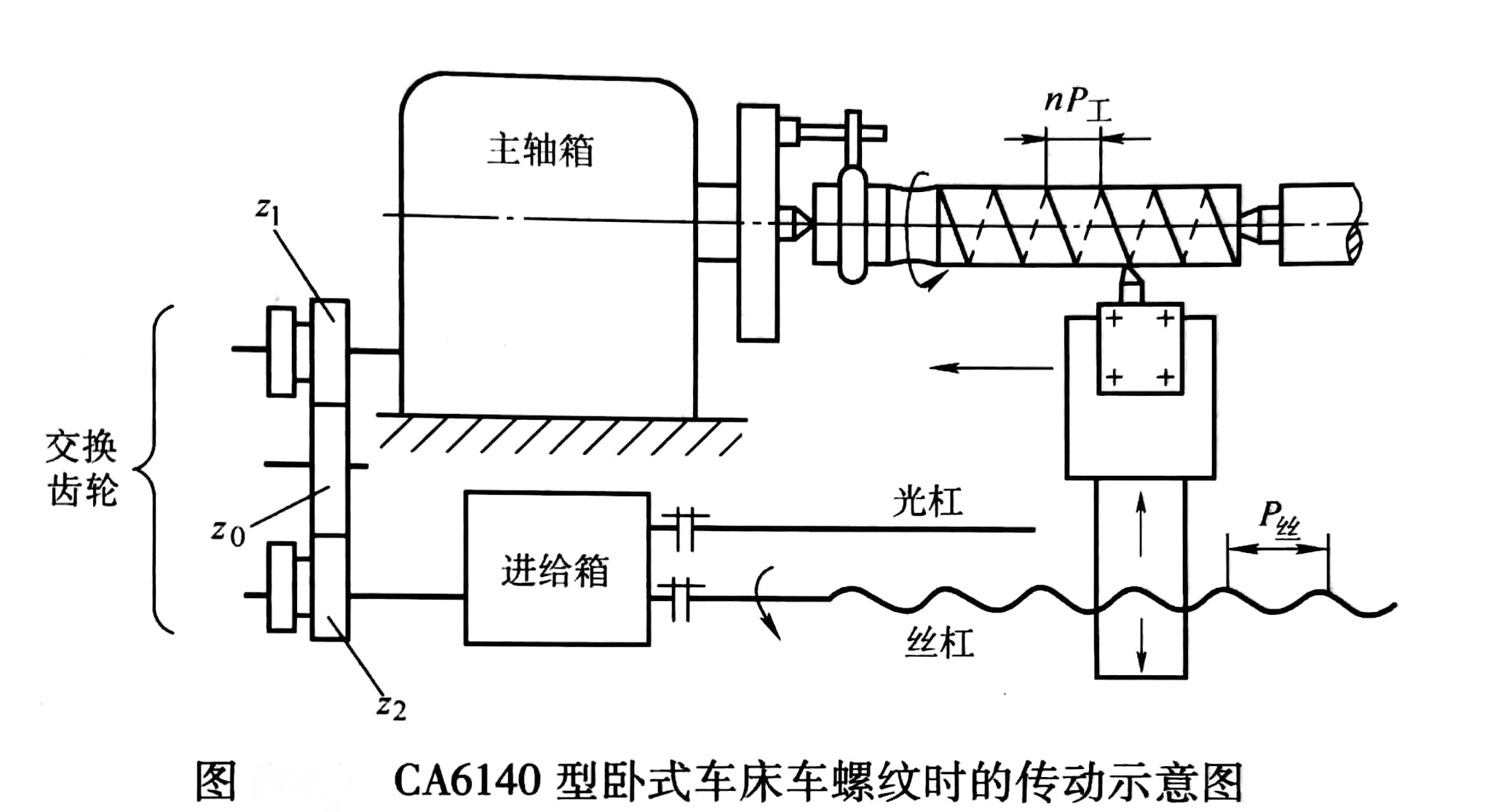
如图所示为CA6140型卧式车床车螺纹时的传动示意图。从图中不难看出,当工件旋转一周时,车刀必须沿工件轴线方向移动一个螺纹的导程nP工。在一定时间内,车刀的移动距离等于工件转数n工与工件螺纹导程nP工的乘积,也等于丝杠转数n丝与丝杠螺距P丝的乘积。即:
n工nP工=n丝P丝
n丝/n工=nP工/P丝
n丝/n工称为传动比,用i表示。由于n丝/n工=z1/z2=i,所以可以得出车螺纹时的交换齿轮计算公式,即:
i=n丝/n工=nP工/P丝=z1/z2=z1/z0×z0/z2
式中 n工——工件转数,r;
n丝——丝杠转数,r;
P工——螺纹螺距,mm;
n——螺纹线数;
nP工——螺纹导程,mm;
P丝——丝杠螺距,mm;
z1——主动齿轮齿数;
z0——中间齿轮齿数;
z2——从动齿轮齿数。
2.车螺纹或蜗杆时交换齿轮的调整和手柄位置的变换
在CA6140型车床上车削常用螺距( 或导程)的螺纹时,变换手柄位置分三个步骤:
(1) 变换主轴箱外手柄的位置,可用来车削不同旋向和螺距(导程)的螺纹和蜗杆(表)。
表 车削螺纹和蜗杆时主轴箱外的手柄位置

|
||||
| 手柄位置 | 位置1 | 位置2 | 位置3 | 位置4 |
|---|---|---|---|---|
| 可以车削的螺纹和蜗杆 | 右旋正常螺距(或导程) | 右旋扩大螺距(或导程) | 左旋扩大螺距(或导程) | 左旋正常螺距(或导程) |
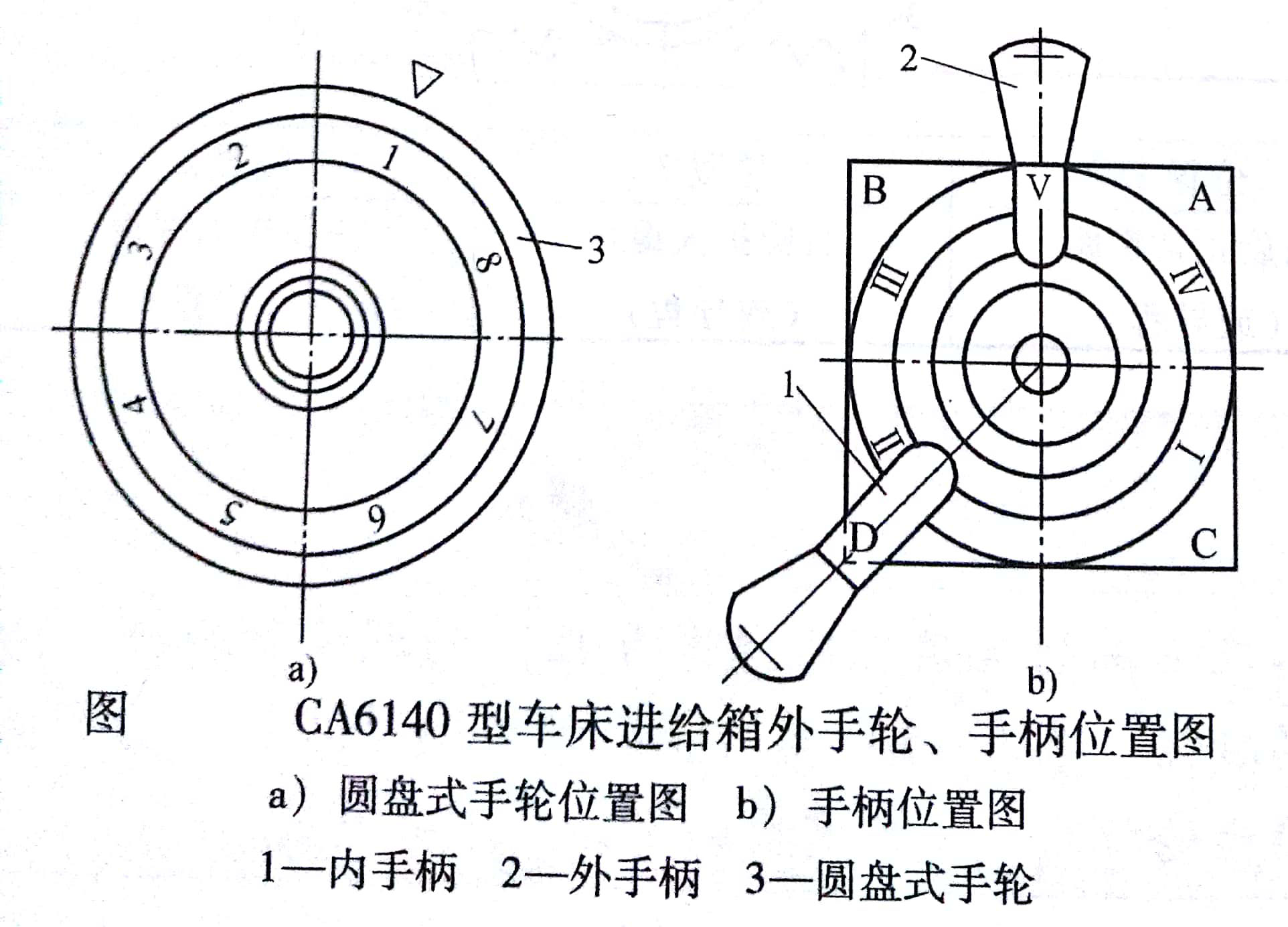
(2)进给箱外,先将内手柄Ⅰ置于位置B或D,如图所示;位置B可用来车削米制螺纹和米制蜗杆,位置D可用来车削英制螺纹和英制蜗杆。再将外手柄2置于Ⅰ、Ⅱ、Ⅲ、Ⅳ或V的位置上。然后将进给箱外左侧的圆盘式手轮(图a)拉出,并转到与“▼”相对的1~8的某位置后,再把圆盘式手轮推进去。
(3)最后在交换齿轮箱内调整交换齿轮。
车削米制螺纹和英制螺纹时,用z1/z0×z0/z2=A/B×B/C=63/100×100/75;
车削米制蜗杆和英制蜗杆,用z1/z0×z0/z2=A/B×B/C=64/100×100/97。
知识点词条:车螺纹时车床的调整

