

在实际生产中,过冷奥氏体的转变大多是在连续冷却过程中进行的。钢在连续冷却过程中,只要过冷度与等温转变时相对应,则所得到的组织与性能也是相对应的。因此生产上常常采用C曲线来分析钢在连续冷却条件下的组织。
结合图1来分析,图2中曲线①是共析钢加热后在炉内冷却,冷却缓慢,过冷度很小,转变开始和终了的温度都比较高,当冷却曲线与转变终了曲线相交,珠光体的形成即告结束,最终组织为珠光体,硬度最低,为180HBW,塑性最好。曲线②为在空气中冷却,冷却速度比在炉中快,过冷度增加,在索氏体形成温度范围与C曲线相割,奥氏体最终转变产物为索氏体,硬度比珠光体高(25~35HRC),塑性较好。曲线③是在强制流动的空气中冷却,比在一般的空气中冷却快,过冷度比曲线②大,所以冷却曲线相交于托氏体形成温度范围。最终组织是托氏体,硬度较索氏体高(35~45HRC),而塑性较差。曲线④表示在油中冷却,比风冷更快,以致冷却曲线只有一部分转变为托氏体,而剩下的部分奥氏体冷却到Ms~Mf范围内,转变为马氏体,所以最终组织是托氏体+马氏体,其硬度比托氏体高(45~55HRC),但塑性比其低。曲线⑥为在水中冷却,因为冷却速度很快,冷却曲线不与转变开始线相交,不形成珠光体型组织,直接过冷到Ms~Mf范围转变为马氏体,其硬度最高55~65HRC,而塑性最低。
由上可知,奥氏体连续冷却时的转变产物及其性能,取决于冷却速度。随着冷却速度增大,过冷度增大,转变温度降低,形成的珠光体弥散度增大,因而硬度增高。当冷却速度增大到一定值后,奥氏体转变为马氏体,硬度剧增。从图2可以看出,要获得马氏体,奥氏体的冷却速度必须大于Vk(与C曲线鼻尖相切),称Vk为临界冷却速度。当V>Vk时,获得的组织是马氏体,不出现托氏体。临界冷却速度在热处理实际操作中具有重要意义。临界冷却速度小,钢的淬火能力就大。
临界冷却速度的大小,决定于钢的C曲线与纵坐标之间的距离。凡是使C曲线右移的因素(如加入合金元素),都会降低临界冷却速度。临界冷却速度小的钢,较慢的冷却也可得到马氏体,因而可以避免由于冷得太快而造成太大的内应力,从而减少零件的变形与开裂。
用C曲线来估计连续冷却时的转变过程,虽然在生产上能够使用,但结果很不准确。20世纪50年代以后,由于实验技术的发展,才开始精确地测定很多钢的连续冷却转变图(又称CCT曲线),直接用来解决连续冷却的转变问题。
最简单的是共析钢的连续冷却转变图,如图3所示。在连续冷却转变图中也称U为上临界冷却速度,它是获得全部马氏体组织的最小冷却速度。同C曲线一样,Vk越小,钢件在淬火时越容易得到马氏体组织,即钢的淬火能力越大。Uk称为下临界冷却速度,是得到全部珠光体组织的最大冷却速度。Vk越小,则退火所需要的时间越长。
结合图1、图3可以看出,水冷获得的是马氏体;油冷获得的是马氏体+托氏体;空冷获得的是索氏体;而炉冷获得的是珠光体。
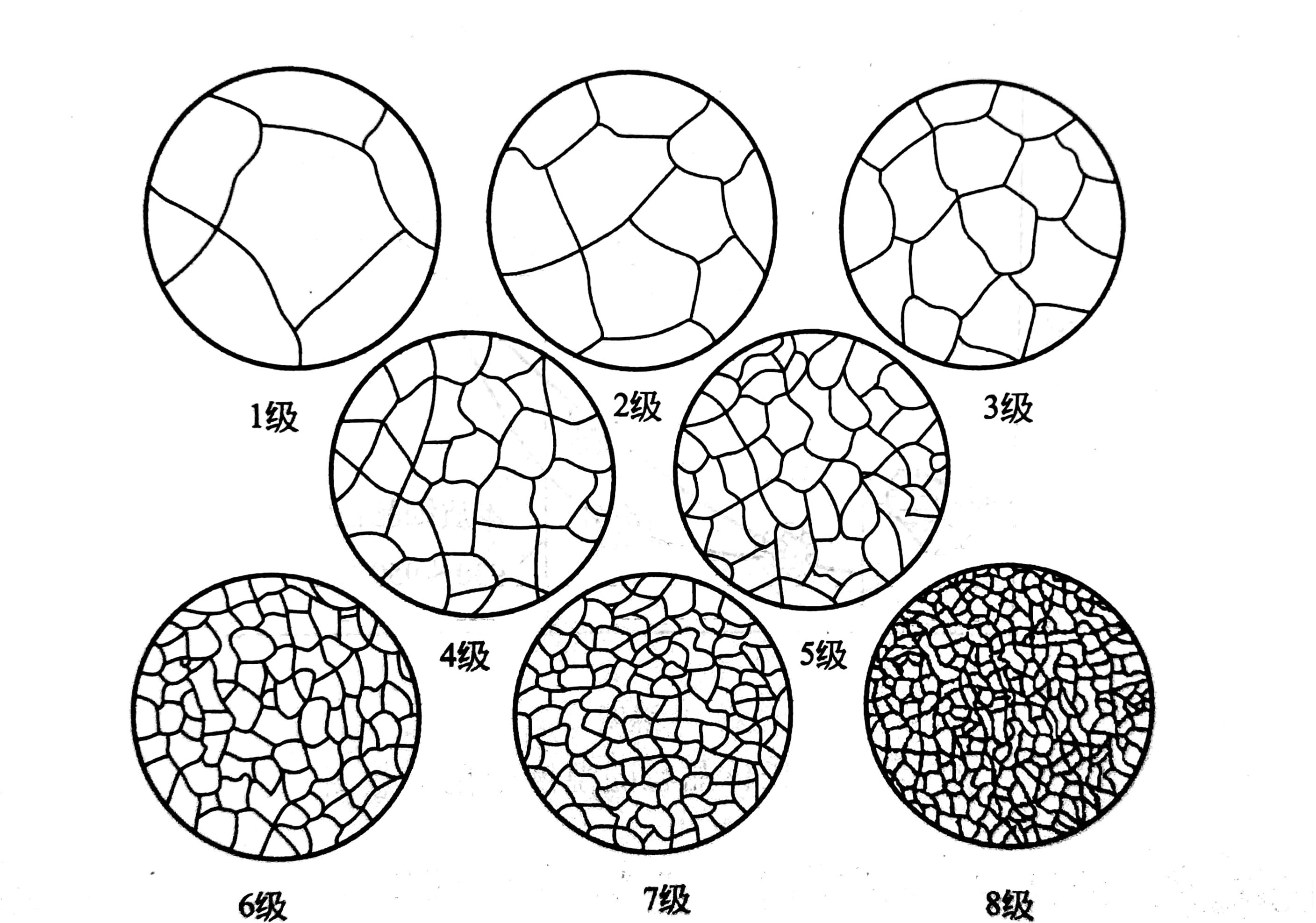
图1 奥氏体晶粒度示意图
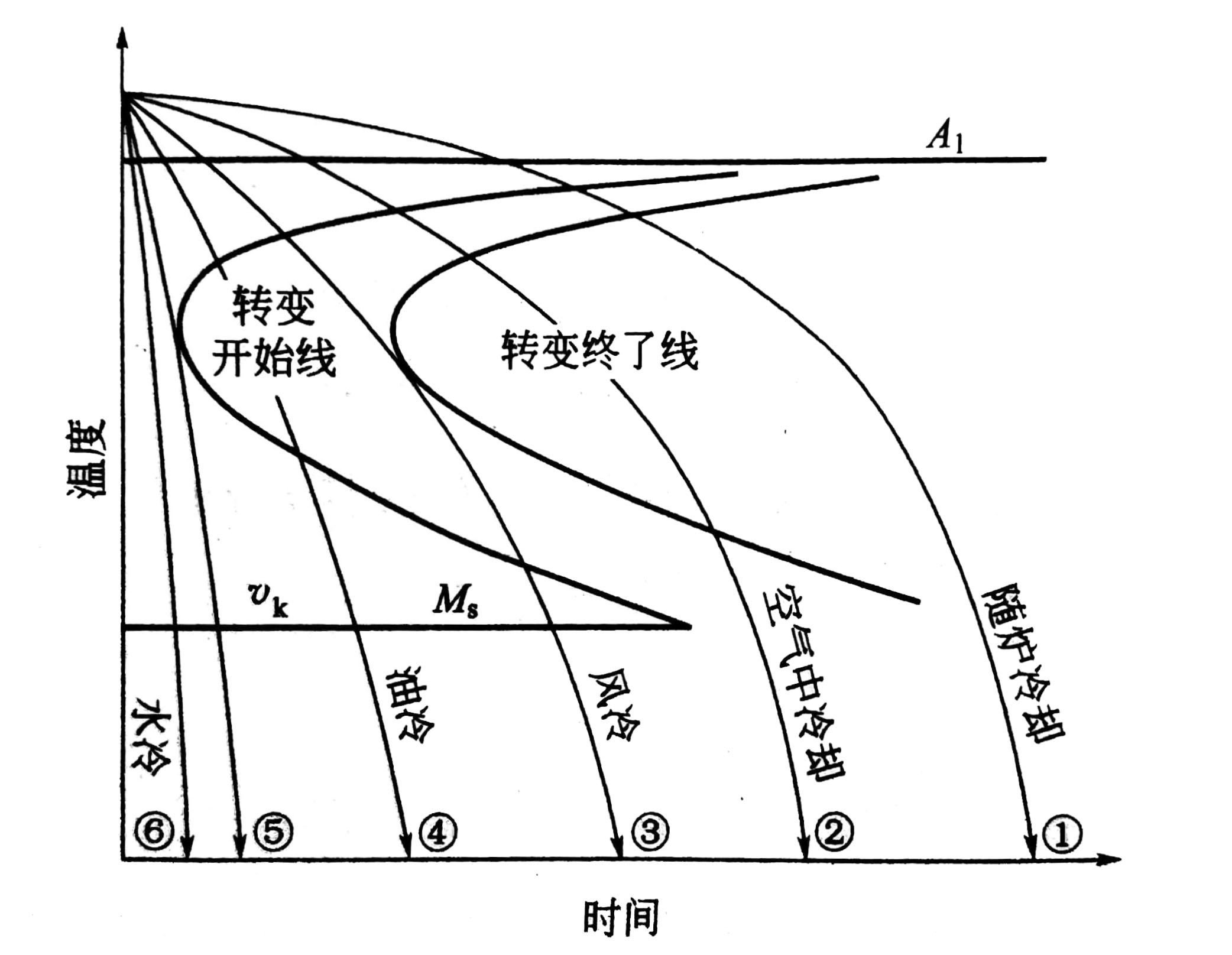
图2 共析钢的连续冷却对其组织性能的影响
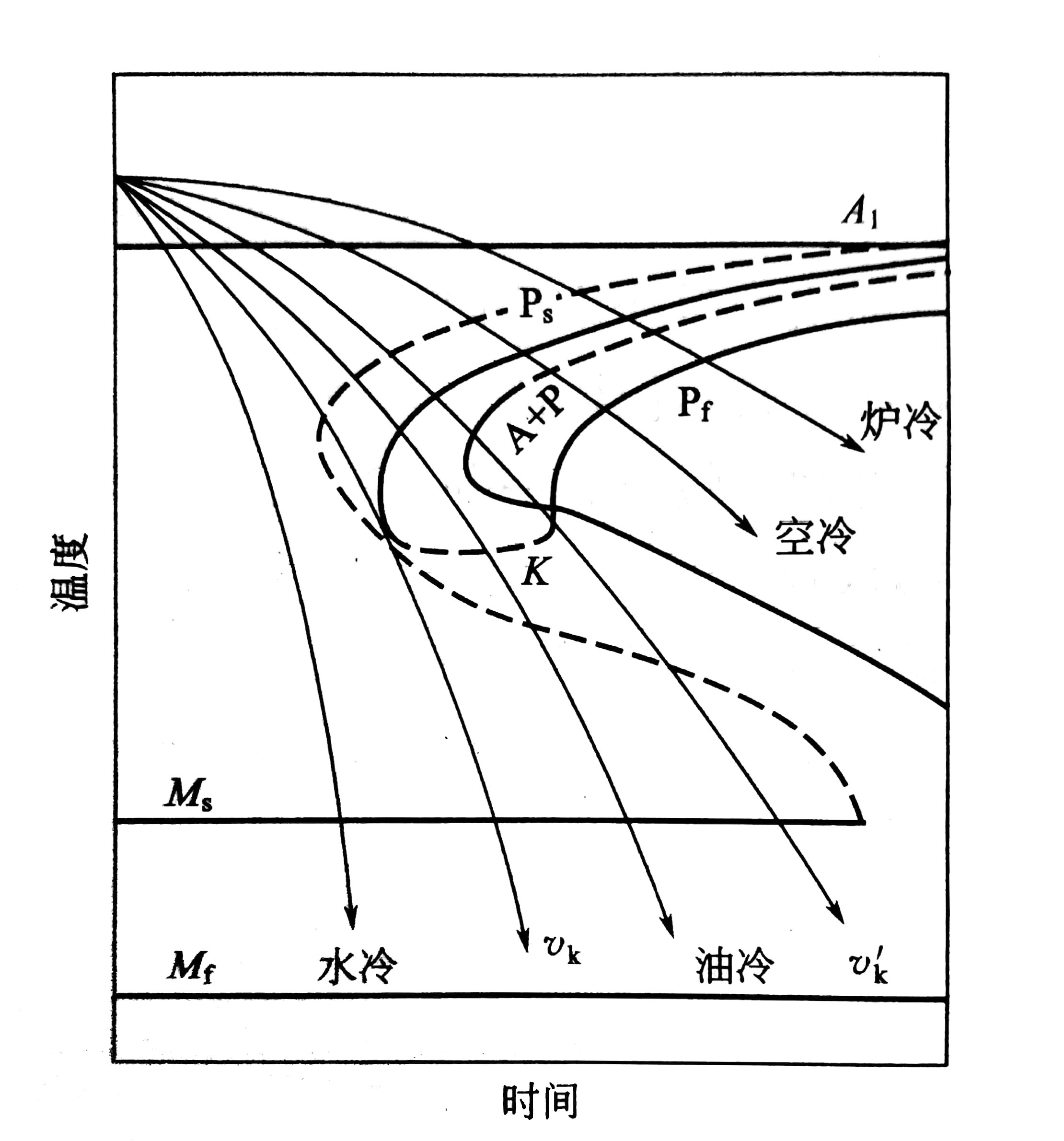
图3 共析钢的连续冷却转变曲线(虚线为C曲线)
知识点词条:过冷奥氏体在连续冷却条件下的转变

