

组合夹具元件按用途不同分为8大类,即基础件、支撑件、定位件、导向件、压紧件、紧固件、辅助件和组合件等,如图所示。
1.基础件
基础件主要作夹具体用,上面有V形槽、键槽、光孔和螺孔等,用来定位和紧固其他元件。基础件包括各种规格的方形、矩形、圆形基础板和基础角铁4种结构,如图a所示。
2.支撑件
支撑件主要包括各种规格的方形支撑、长方形支撑、伸长板、角铁、角铁支撑、垫片、垫板、菱形板和V形架等,如图b所示。支撑件上一般有T形槽、键槽、光孔和螺孔等,可以将支撑件与基础件、其他元件连成整体,用于不同高度的支撑和各种定位支撑平面,因此,支撑件是夹具体的骨架。
3.定位件
定位件主要包括各种定位销、定位键、定位轴、各种定位支座、定位支撑和顶尖等,如图c所示。定位件主要用于工件的定位和确定元件与元件之间的相对位置。
4.导向件
导向件包括各种规格的钻套、快换钻套和导向支撑等,如图d所示。导向件用来确定刀具与工件间的相对位置。
5.压紧件
压紧件包括各种形状的压板,如图e所示。压紧件主要用来压紧工件。
6.紧固件
紧固件用于连接组合夹具元件和紧固工件,包括各种螺钉、螺栓、螺母和垫圈等,如图f所示。
7.辅助件
辅助件是指除上述6类以外的各种用途的单一件,如连接板、回转压板、浮动块、各种支撑钉、支撑帽、二爪支撑、三爪支撑、弹簧和平衡铁等,如图g所示。
8.组合件
组合件是指在组装过程中不拆开使用的独立部件,按其用途可以分为定位组合件、导向组合件、夹紧组合件、分度组合件等,图h所示为其中的一部分。

按照一定的步骤和要求,把组合夹具的元件组装成加工所需要的夹具的过程,称为组合夹具的组装。
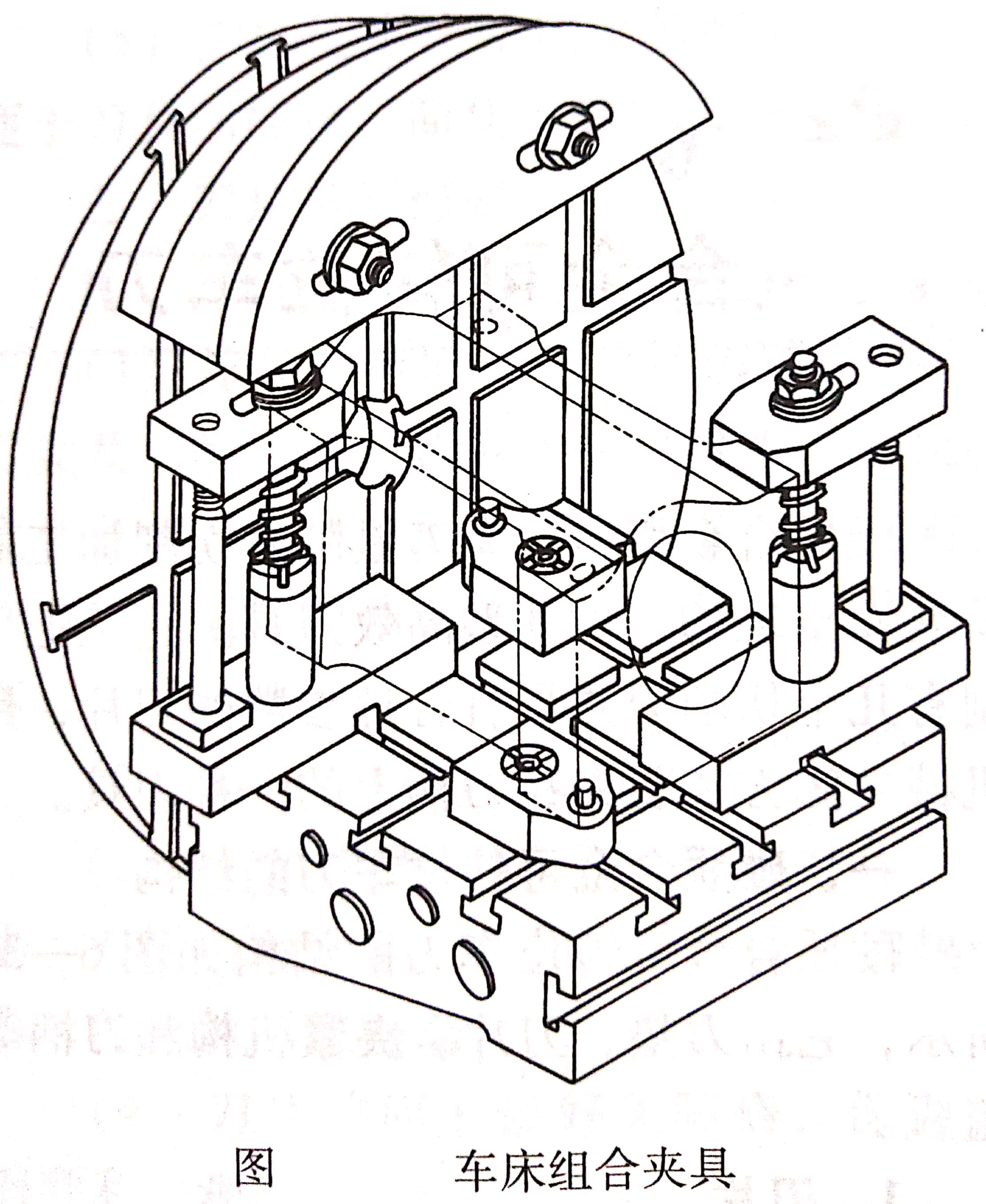
图示为加工缸体用车床组合夹具。组合夹具的组装可按下列步骤:
1.准备阶段
准备阶段是指根据工件加工图样或工件实物及有关资料,了解工件的形状、结构、尺寸及几何公差等技术要求,了解工件的加工工艺及所使用的车床、刀具等情况,以便确定工件的定位、夹紧和装卸等方法。
2.确定组装方案
在熟悉资料的同时,根据工件定位基准的特点和夹紧要求,确定工件的定位基面和夹紧部位。选择所需的定位元件、夹紧元件以及相适应的支撑件、基础件和辅助件等,初步设想夹具的结构形式。
装在基础件上的元件都不能超出基础件的最大外径,必要时增设防护罩。
3.试装
按照初步设想的夹具结构方案先对夹具进行试装,注意各元件之间暂不紧固,以便对主要元件的精度进行测量。试装的目的是检验夹具的组装方案是否正确,并对初步设想的组装方案进行修改和补充,确保组合后的夹具正确合理,避免正式组装时造成大的返工。
4.各元件的连接、调整和固定
经试装确定夹具的组装方案后,即可进行元件的连接和调整,调整好的元件应及时紧固,以防旋转时甩出。
5.检验
夹具元件全部紧固后,要进行仔细而全面的检验,主要检验夹具的总体精度、尺寸精度和相互位置精度。检验合格后方可交付使用。
知识点词条:组合夹具简介

