

床身与床脚用螺钉连接,是车床的基础,也是车床总装配的基准部件。床身导轨精加工往往也是在床身与床脚结合后再进行,最终达到以下要求:
(1)床身导轨的几何精度 导轨几何精度项目及要求见表。
(2)接触精度 刮削导轨每25 mmx25 mm范围内接触点不少于10点,磨削导轨则以接触面积大小来评定接触精度的高低。
(3)表面粗糙度 刮削导轨表面粗糙度值一般在Ra1.6 μm以下;磨削导轨表面粗糙度值在Ra0.8 μm以下。
(4)硬度 一般导轨表面硬度应在170 HB以上,并且全长范围硬度一致;与之相配合件的硬度应比导轨硬度稍低。
(5)导轨几何形状的稳定性 导轨在使用中应不变形。除采用刚度大的结构外,还应进行良好的时效处理,以消除内应力,减少变形。
2.床身与床脚结合的装配
(1)床身装到床脚上 先将结合面的毛刺清除并倒角。在床身、床脚连接螺钉上垫上等高垫圈,以保证结合面平整贴合,防止床身紧固时产生变形。同时在结合面间加入厚1 ~2 mm的厚纸垫,以防止漏油。
(2)床身导轨精加工方法 对导轨的精加工有精磨法、精刨法和刮研法三种,目前应用最广的为精磨法,它是将床身导轨在导轨磨床(或龙门刨床加磨具)上一次装夹磨削完成的,从而保证了床鞍导轨和尾座导轨的直线度和平行度。采用适当的压紧方法还能使磨削的导轨达到中凸的理想要求,同时具有较好的表面质量和较高的生产效率。
刮研法是单件、小批量生产或机修中常用的方法,刮削前将可调垫铁置于床脚地脚螺钉附近,用水平仪调整床身处于自然水平位置,使各垫铁受力均匀,床身放置稳定后即可进行刮削。刮削时按下列步骤进行:
1)选择刮削量最大,导轨中最重要和精度要求最高的床鞍用导轨6、7作为刮削基准,如图所示。用角形平尺研点,水平仪测量导轨直线度并绘导轨曲线图。待刮削至导轨直线度、接触研点数和表面粗糙度均符合要求为止。

2)以6、7面为基准,用平尺研点刮平导轨2。要保证其直线度及与基准导轨面6、7的平行度要求。
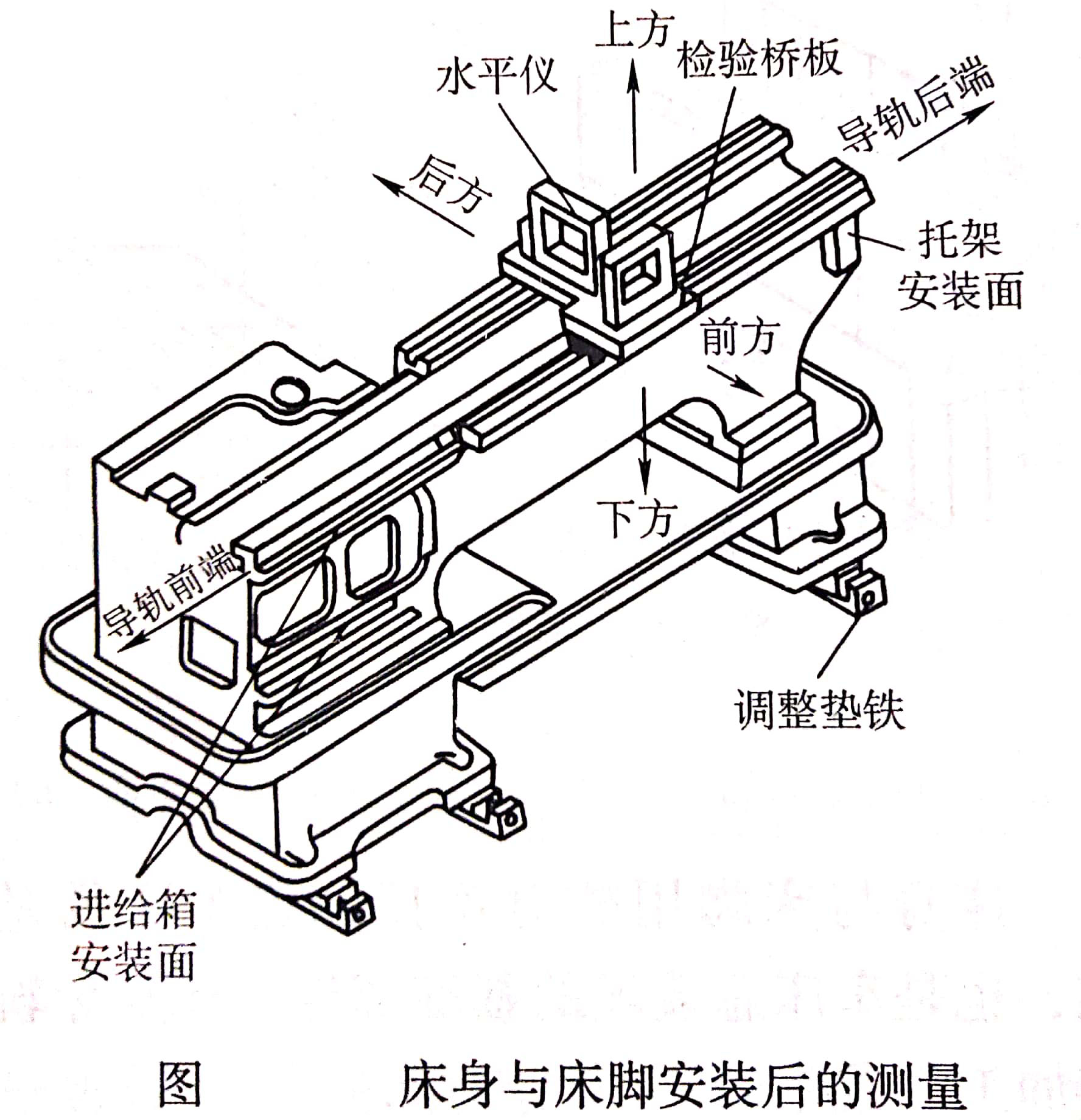
3)测量导轨在垂直平面内直线度及床鞍导轨平行度,方法如图所示。使检验桥板沿导轨移动,一般测5个点,得5个水平仪读数。横向水平仪读数差为导轨平行度误差;纵向水平仪用于测量直线度,可根据读数画出导轨曲线图并计算误差值。
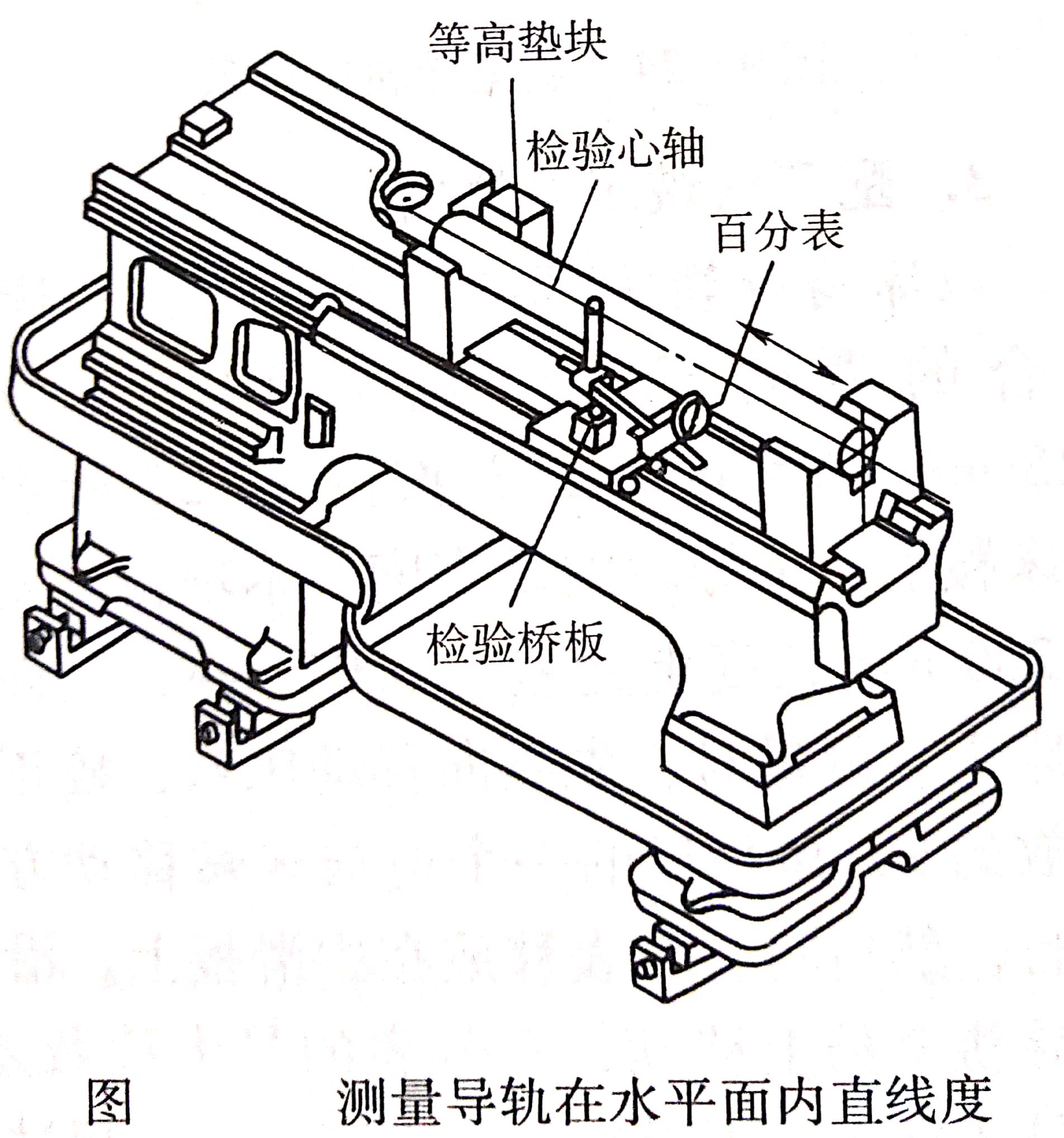
4)测量床鞍导轨在水平面内的直线度,如图所示。移动桥板,百分表在导轨全长范围内的最大读数与最小读数之差,为导轨在水平面内直线度误差值。
5)以床鞍导轨为基准刮削尾座导轨3、4、5面,使其达到自身的形状精度要求和对床鞍导轨的平行度要求。检查方法如图所示,将桥板横跨在床鞍导轨上,百分表座吸在桥板上,触头触及尾座导轨3、4或5,沿导轨在全长上移动桥板,百分表读数差即为平行度误差值。

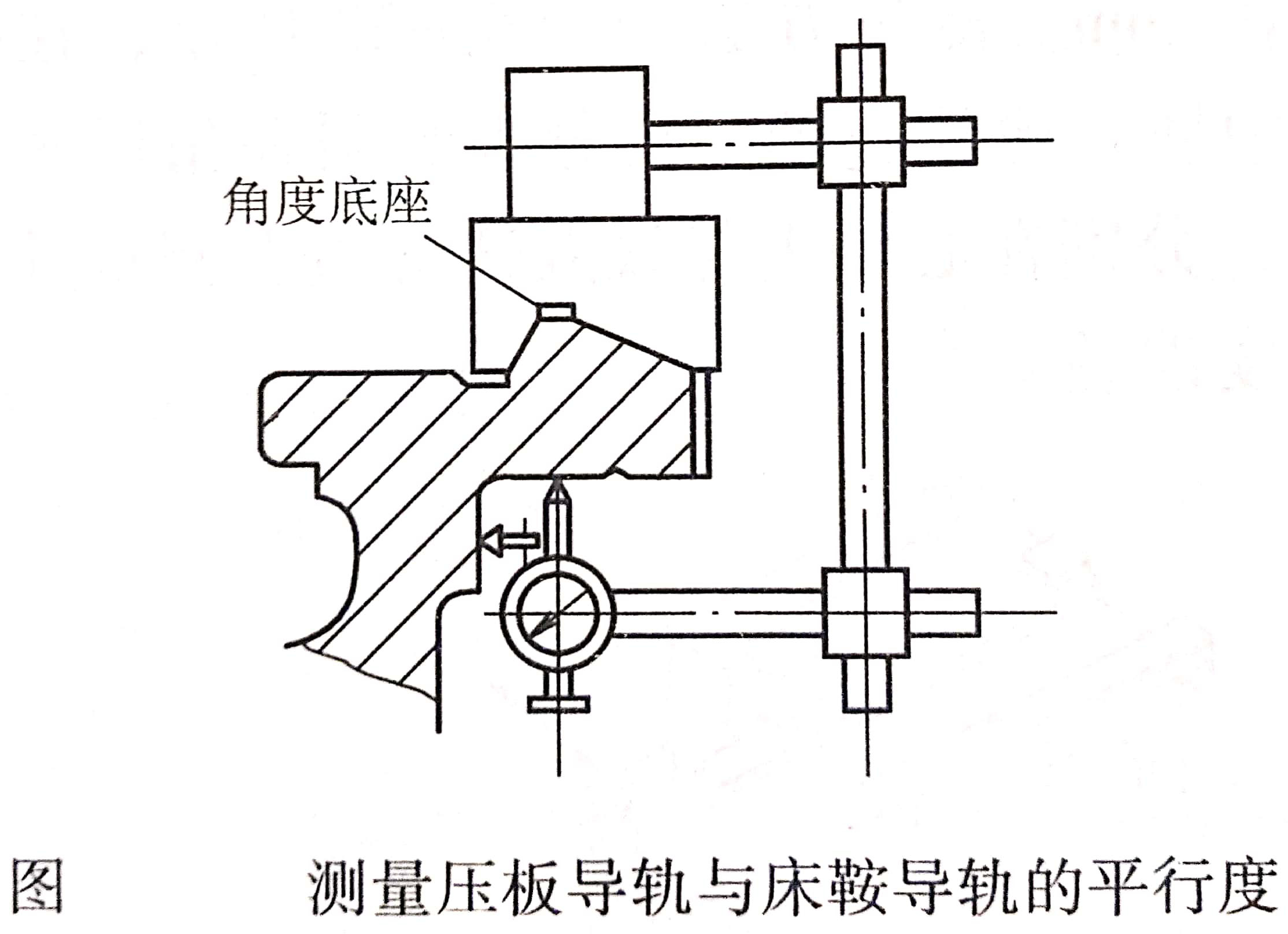
6)刮削压板导轨1、8,要求达到与床鞍导轨的平行度及自身的形状精度。测量方法如图所示。
知识点词条:床身与床脚的安装

