

研磨分手工研磨和机械研磨两种。手工研磨应选择合理的运动轨迹,这对提高研磨效率、工件的表面质量和研具的寿命有直接的影响。手工研磨的运动轨迹有直线形、直线摆动形、螺旋形、8字形和仿8字形等,如图所示。
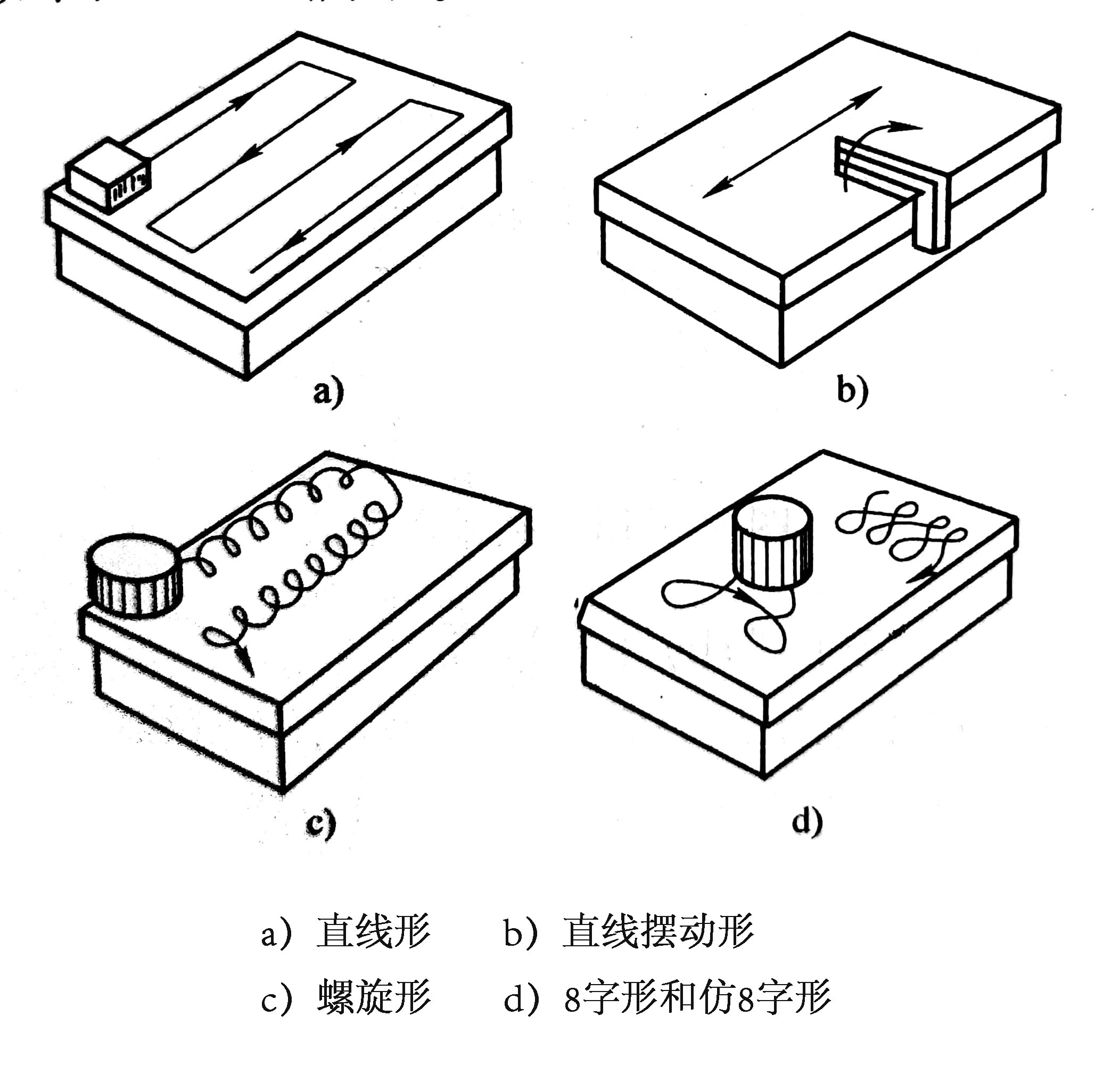
手工研磨的运动轨迹
(1)一般平面的研磨 其方法如图所示。工件沿平板全部表面,用8字形、螺旋形或螺旋形和直线形运动轨迹相结合的形式进行研磨。
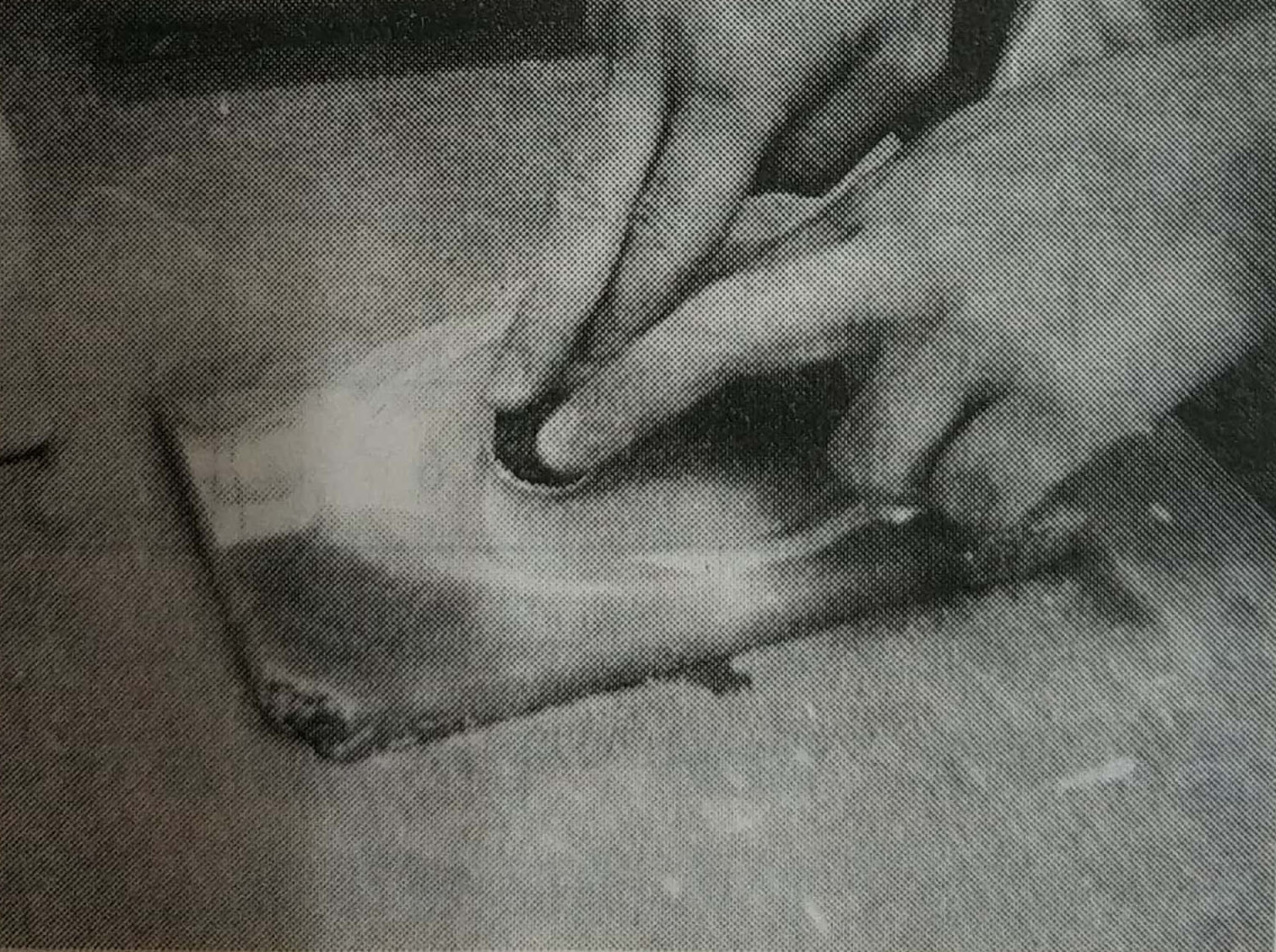
研磨
(2)狭窄平面的研磨 其方法如图所示,应采用直线研磨的运动轨迹。为防止研磨平面产生倾斜和圆角,研磨时可用金属块做“导靠’”。研磨工件的数量较多时,可采用C形夹,将几个工件夹在一起研磨,既防止了工件加工面的倾斜,又提高了效率。
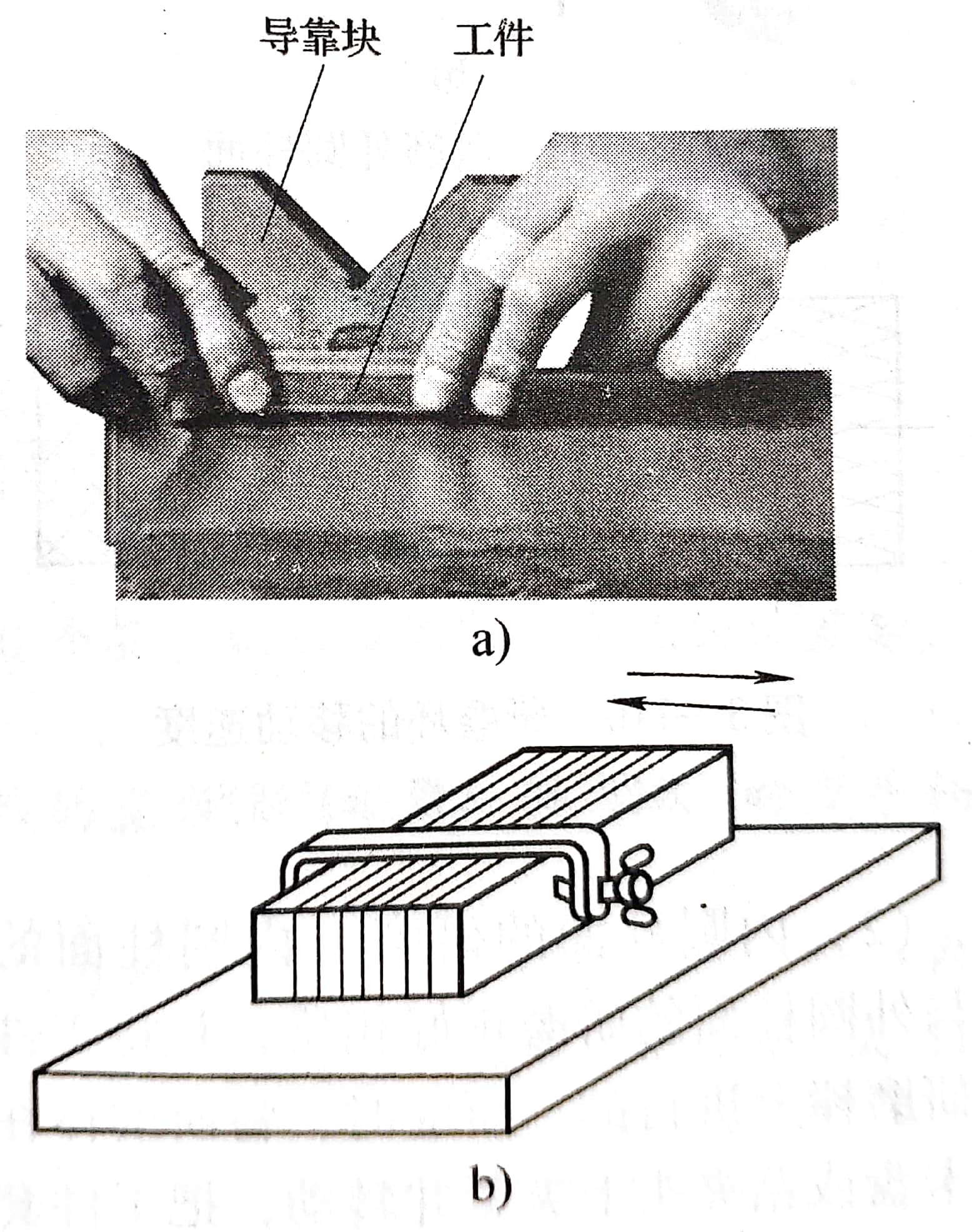
狭窄平面研磨
a)导靠的应用 b)C型夹的应用
圆柱面研磨般是手工与机器配合进行研磨。圆柱面研磨分外圆柱面和内圆柱面研磨。
(1)外圆柱面的研磨 如图所示,研磨外圆柱面般是在车床或钻床上用研磨环对工件进行研磨。工件由车床带动,其上均匀涂布研磨剂,用手推动研磨环,通过工件的旋转和研磨环在工件上沿轴线方向作往复运动进行研磨。
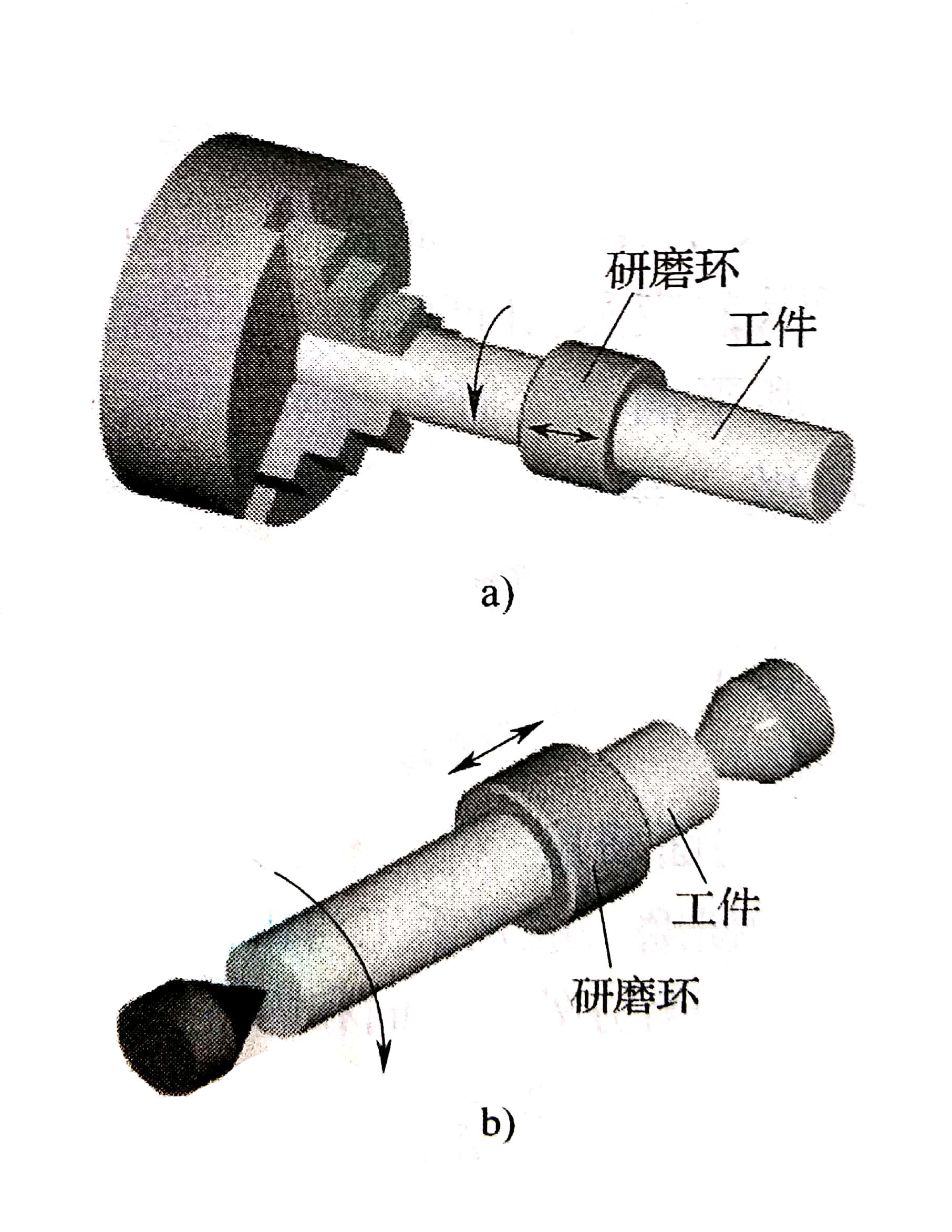
研磨外圆柱面
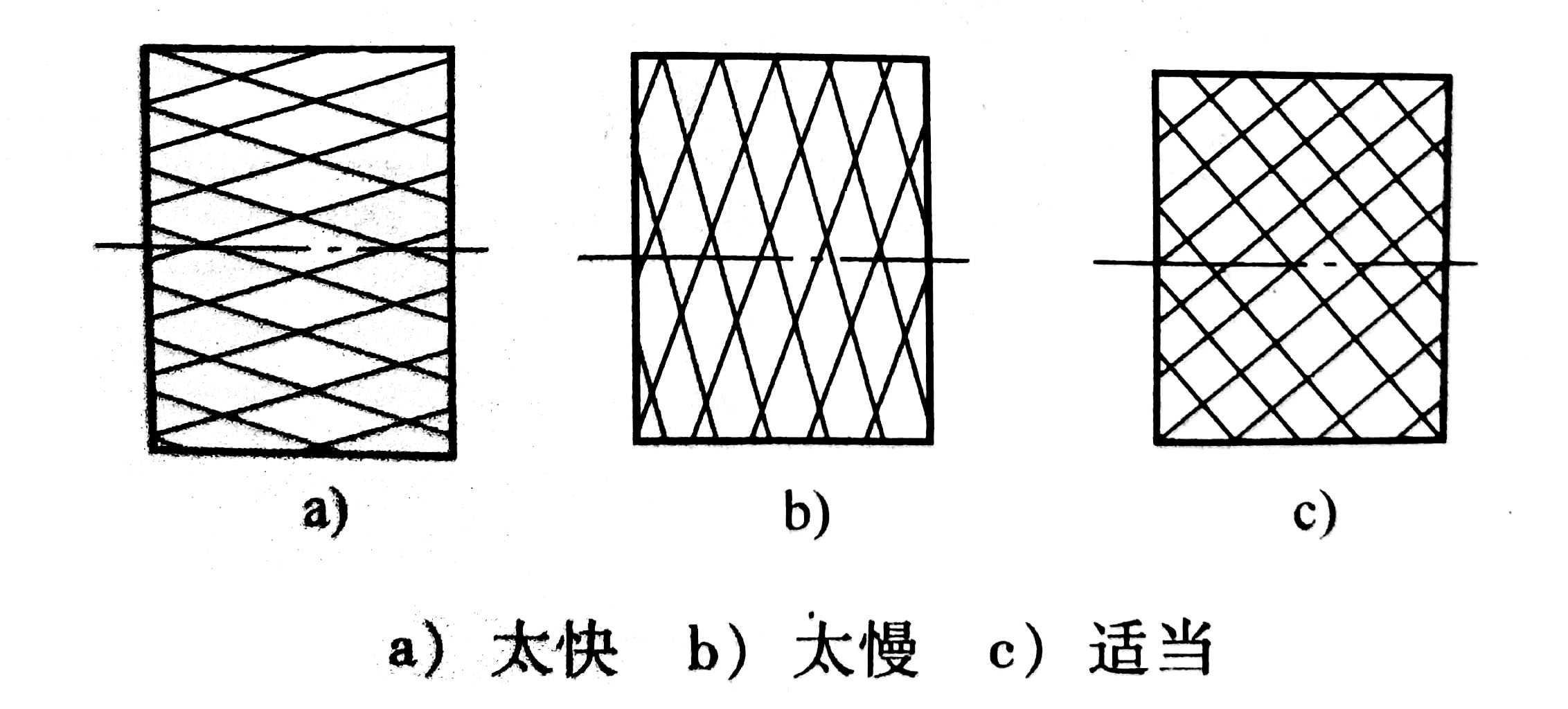
研磨环的移动速度
(2)内圆柱面的研磨 内圆柱面的研磨与外圆柱面的研磨正好相反,是将工件套在研磨棒上进行的。研磨时,将研磨棒在机床卡盘或钻夹头上夹紧并转动,把工件套在研磨棒上进行研磨。如图所示。机体上大尺寸的孔,应尽量置于垂直地面的方向,进行手工研磨(竖研)。
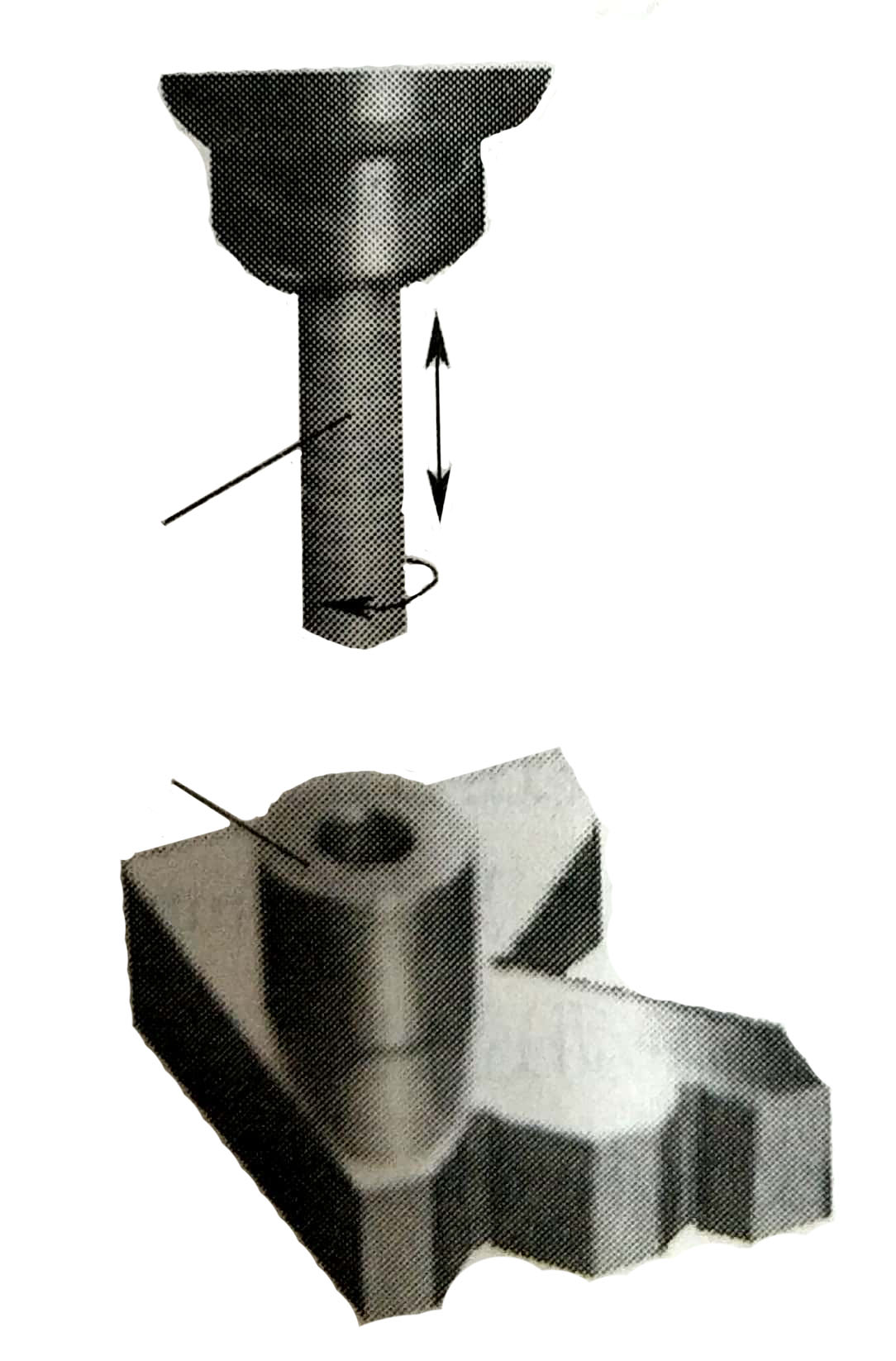
研磨内圆柱面
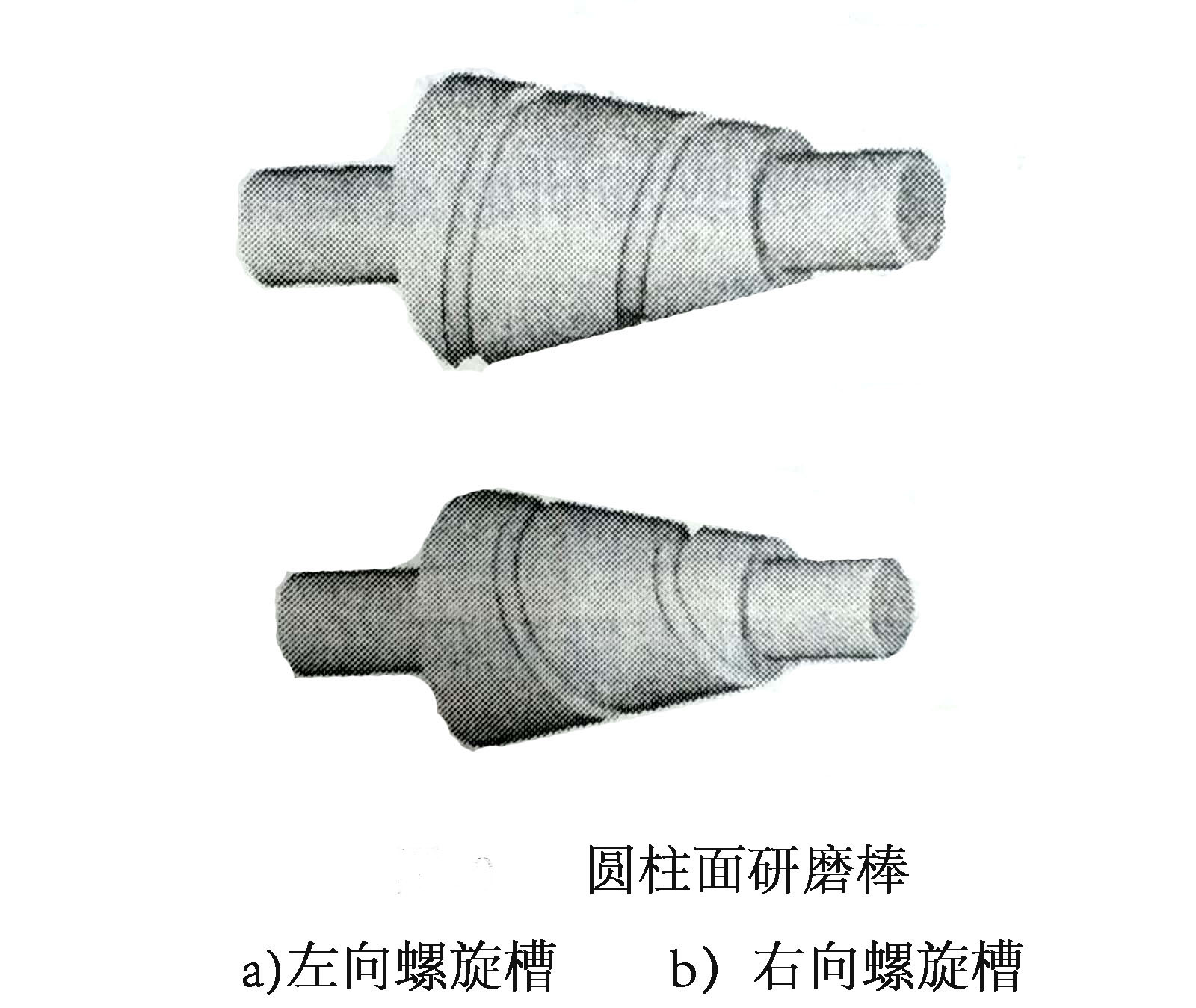
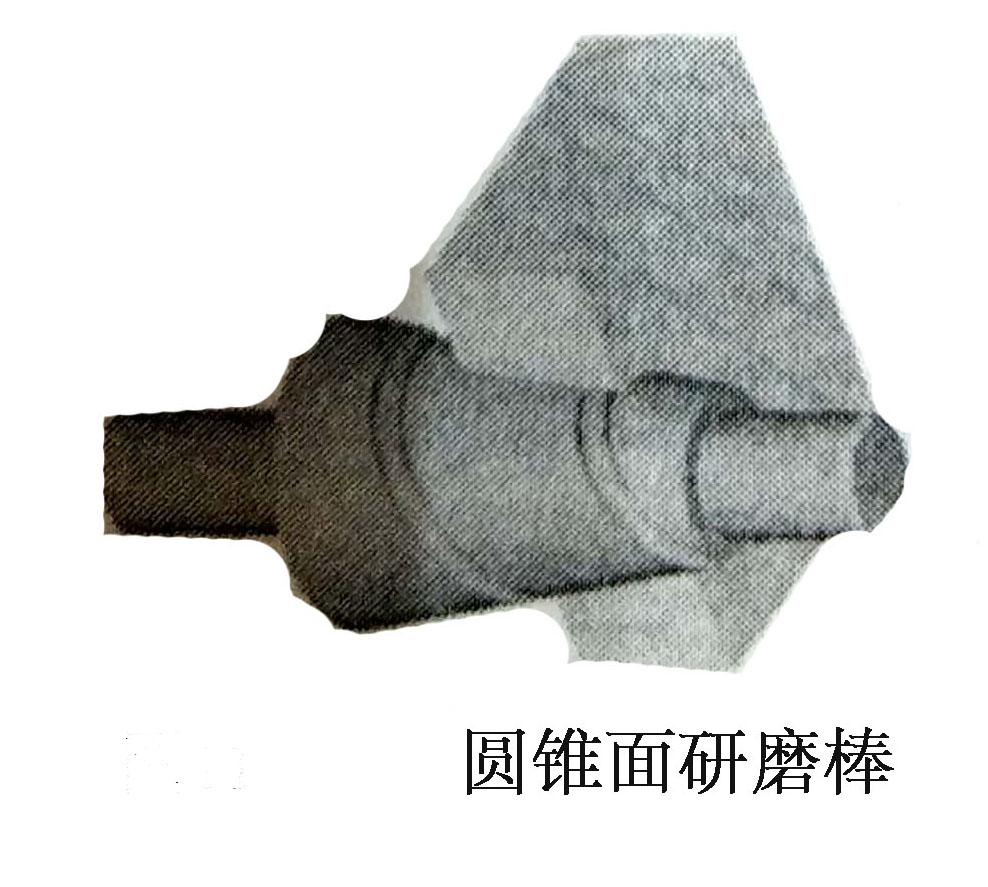
圆锥表面的研磨,包括圆锥孔和外圆锥面的研磨。研磨用的研磨棒(环)工作部分的长度应是工件研磨长度的1.5倍,锥度必须与工件锥度相同。研磨时,一般在车床或钻床上进行,转动方向应和研磨棒的螺旋槽方向相适应,如图1所示。在研磨棒或研磨环上均匀地涂上一层研磨剂,插入工件锥孔中或套人工件的外表面旋转4~5圈后,将研具稍微拔出些,然后再推人研磨,如图所示。研磨接近要求的精度时,取下研具,擦去研具和工件表面的研磨剂,重复套上进行抛光,直到达到加工精度要求为止。
4.研磨时的注意事项
(1) 研磨的压力和速度 研磨的压力和速度对研磨效率及质量有很大影响。压力大、速度快,则研磨效率高。但压力过大、速度过快,易导致工件表面粗糙,工件容易发热变形,甚至会发生因磨料压碎而使表面划伤。一般对较小的硬工件或粗研磨时,可用较大的压力、较低的速度进行研磨;而对大的较软的工件或精研时, 就应用较小的压力、较快的速度进行研磨。另外,在研磨中,应防止工件发热,若引起发热,应暂停,待冷却后再进行研磨。
(2)研磨中的清洁工作 在研磨中必须重视清洁工作,才能研磨出高质量的工件表面。若忽视了清洁工作,轻则会使工件表面拉毛,严重的则会拉出深痕而造成废品。另外,研磨后应及时将工件清洗干净并采取防锈措施。
知识点词条:研磨方法

