

车削螺纹时,应根据不同的质量要求和生产批量的大小,相应地选择不同的检测方法。常见的检测方法有单项测量法和综合检验法两种。
1.单项测量法
(1)螺纹顶径的测量 螺纹顶径是指外螺纹的大径或内螺纹的小径,一般用游标卡尺或千分尺测量。
(2)螺距(或导程)的测量车削螺纹前,先用螺纹车刀在工件外圆上划出一条很浅的螺旋线,再用钢直尺、游标卡尺或螺纹样板对螺距(或导程)进行测量,如图1所示。车削螺纹后螺距(或导程)的测量,也可用同样的方法,如图2所示。
用钢直尺或游标卡尺进行测量时,最好量5个或10个牙的螺距(或导程长度),然后取其平均值,如图1a和图2a所示。英制螺纹还可以通过测量25.4 mm(1 in)长度中的牙数来计算螺距。

螺纹样板(图1c)又称为螺距规或牙规,有米制和英制两种。测量时将螺纹样板中的钢片沿着通过工件轴线的方向嵌入螺旋槽中,如完全吻合,则说明被测螺距(或导程)是正确的,如图1b和图2b所示。
(3)牙型角的测量 一般螺纹的牙型角可以用螺纹样板(上图2b)或牙型角样板(如图)来检验。

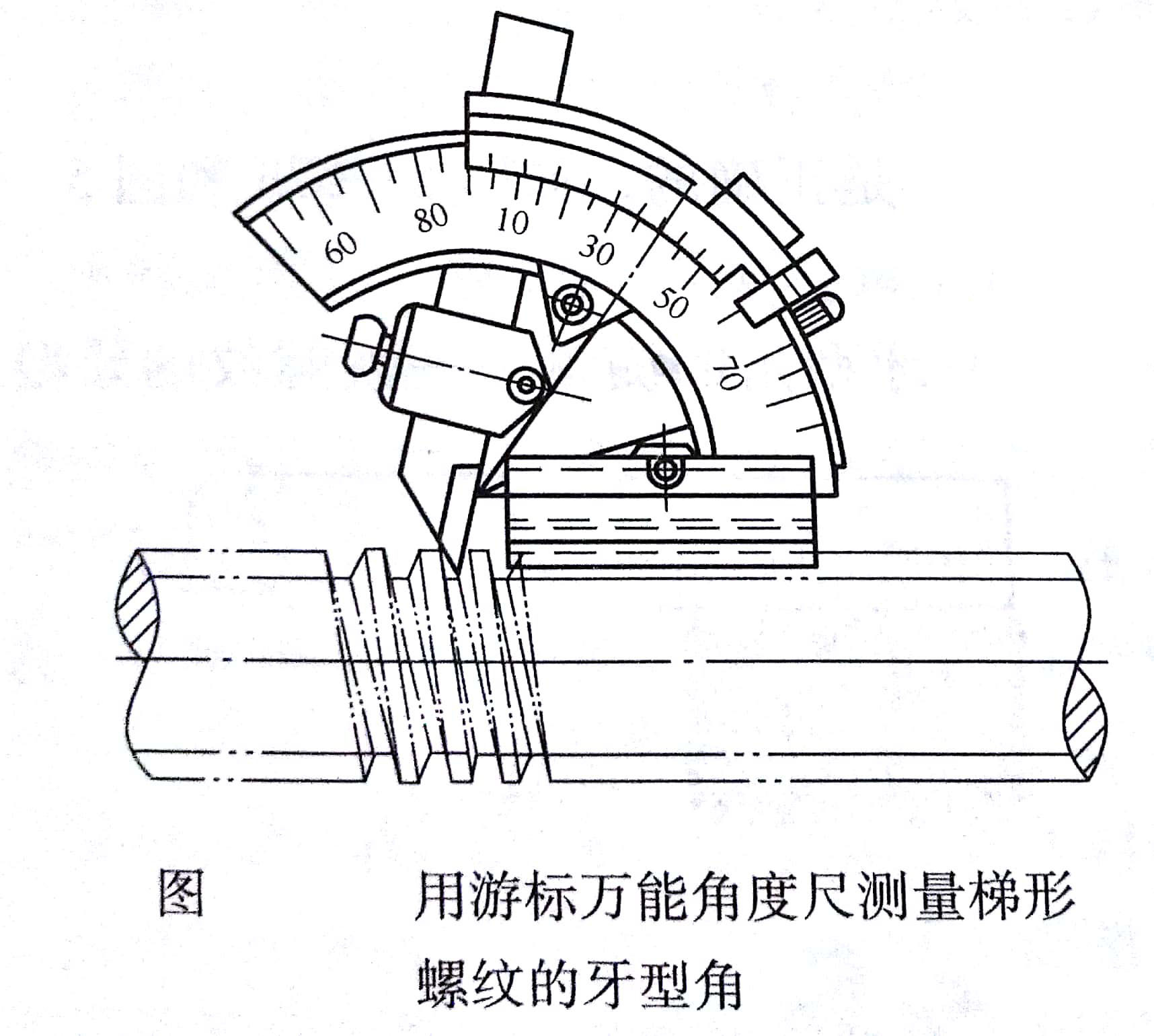
梯形螺纹和锯齿形螺纹可用游标万能角度尺来测量,其测量方法如图所示。
(4)螺纹中径的测量
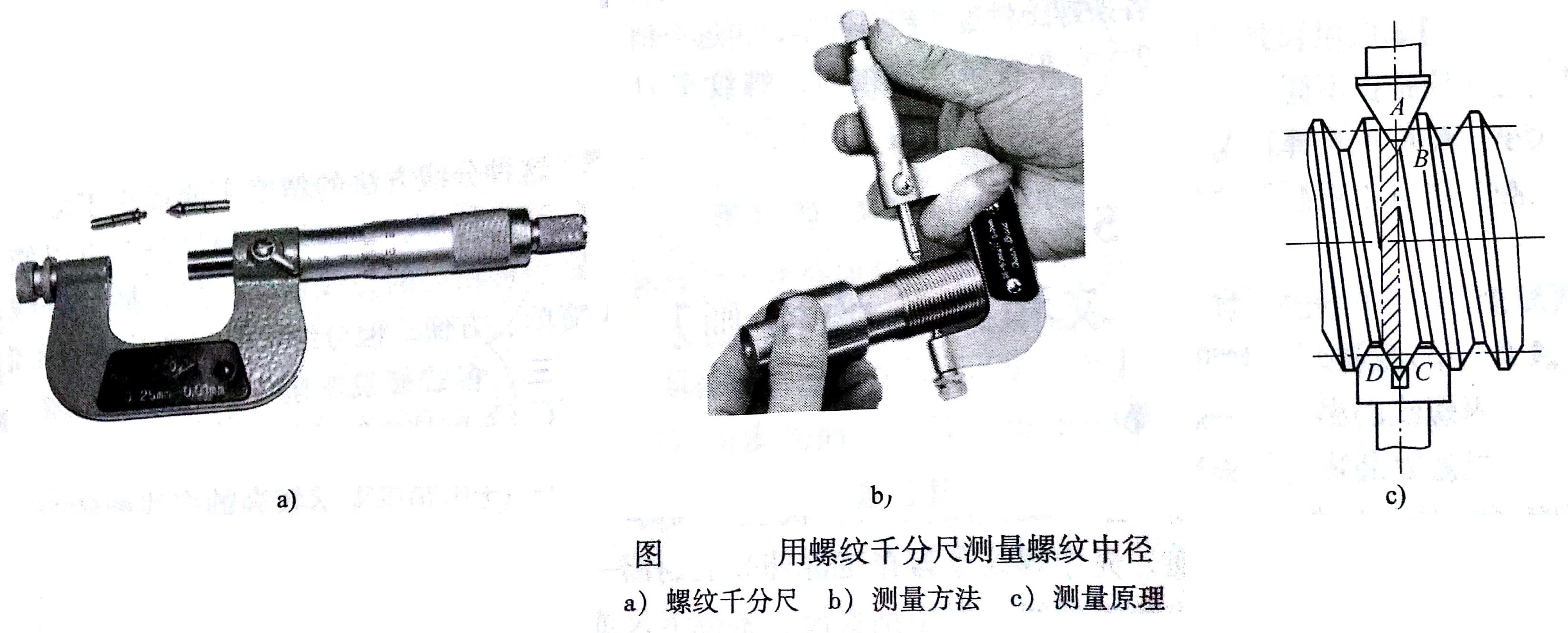
1)用螺纹千分尺测量螺纹中径 三角形螺纹的中径可用螺纹千分尺测量,如图所示。螺纹千分尺的读数原理与千分尺相同,但不同的是,螺纹千分尺有60°和55°两套适用于不同牙型角和不同螺距的测量头。测量头可以根据测量的需要进行选择,然后分别插入千分尺的测杆和砧座的孔内。但必须注意,在更换测量头后,必须调整砧座的位置,使千分尺对准“0”位。
测量时,跟螺纹牙型角相同的上下两个测量头正好卡在螺纹的牙侧上。从图b中可以看出,ABCD是一个平行四边形,因此测得的尺寸AD就是中径的实际尺寸。
螺纹千分尺的误差较大,为0.1 mm左右,一般用来测量精度不高、螺距(或导程)为0.4~6 mm的三角形螺纹。
2)用三针测量螺纹中径 用三针测量螺纹中径是一种比较精密的测量方法。三角形螺纹、梯形螺纹和锯齿形螺纹的中径均可采用三针测量。测量时将三根量针放置在螺纹两侧相对应的螺旋槽内,用千分尺量出两边量针顶点之间的距离M(图)。根据M值可以计算出螺纹中径的实际尺寸。用三针测量时,M值和中径d2的计算公式见表。
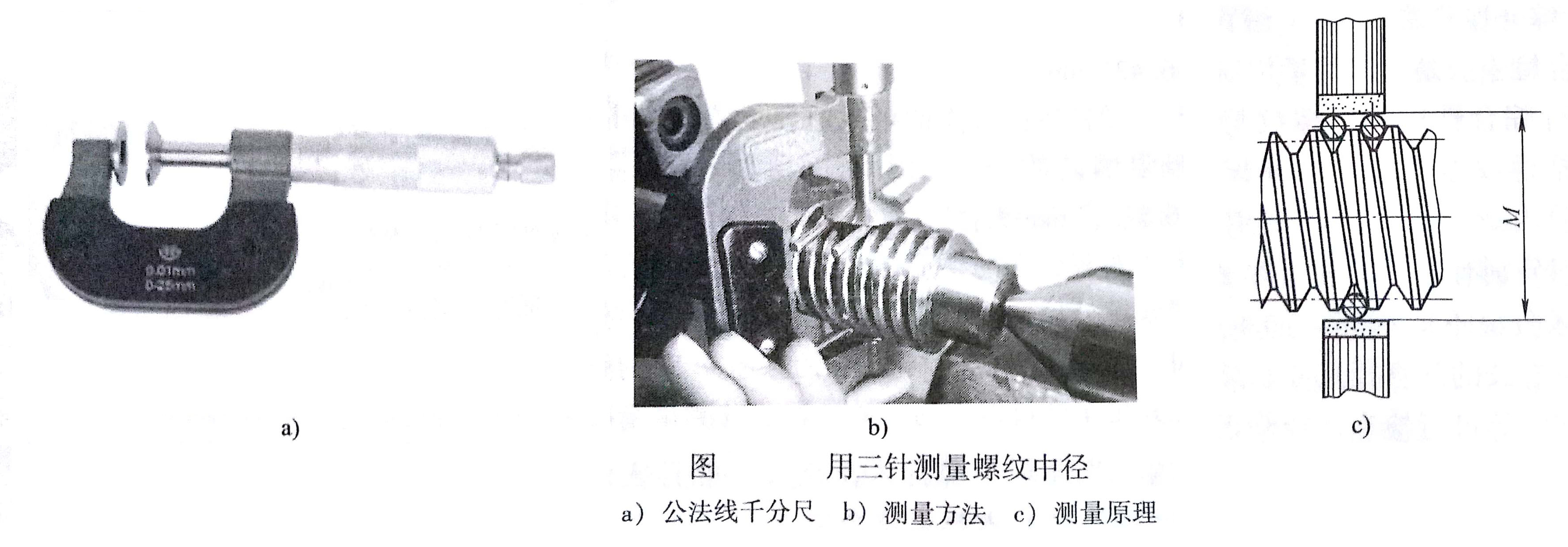
测量时所用的三根直径相等的圆柱形量针是由量具厂专门制造的,也可用三根新直柄麻花钻的柄部代替。量针直径dD不能太小或太大。最佳量针直径是指量针横截面与螺纹中径处牙侧相切时的量针直径(图b)。 量针直径的最大值、最佳值和最小值可用表中的公式计算出。选用量针时,应尽量接近最佳值,以便获得较高的测量精度。

图 量针直径的选择
a)最小量针直径 b)最佳量针直径 c)最大量针直径
表 用三针测量螺纹中径d2(或蜗杆分度圆直径d1)的计算公式 mm
螺纹或蜗杆
牙型角α
M值计算公式
量针直径dD
最大值
最佳值
最小值
普通螺纹
60°
M=d2+3dD-0.866P
1.01P
0.577P
0.505P
英制螺纹
55°
M=d2+3.166dD-0.961P
0.894P-0.029
0.564P
0.481P-0.016
梯形螺纹
30°
M=d2+4.864dD-1.866P
0.656P
0.518P
0.486P
米制蜗杆
20°
(齿形角)
M=d1+3.924dD-4.316mx
2.446mx
1.672mx
1.610mx
3)用单针测量螺纹中径 用单针测量螺纹中径的方法如图所示,这种方法比三针测量法简单。测量时只需使用一根量针,另一侧利用螺纹大径作基准,在测量前应先量出螺纹大径的实际尺寸d0,其原理与三针测量法相同。
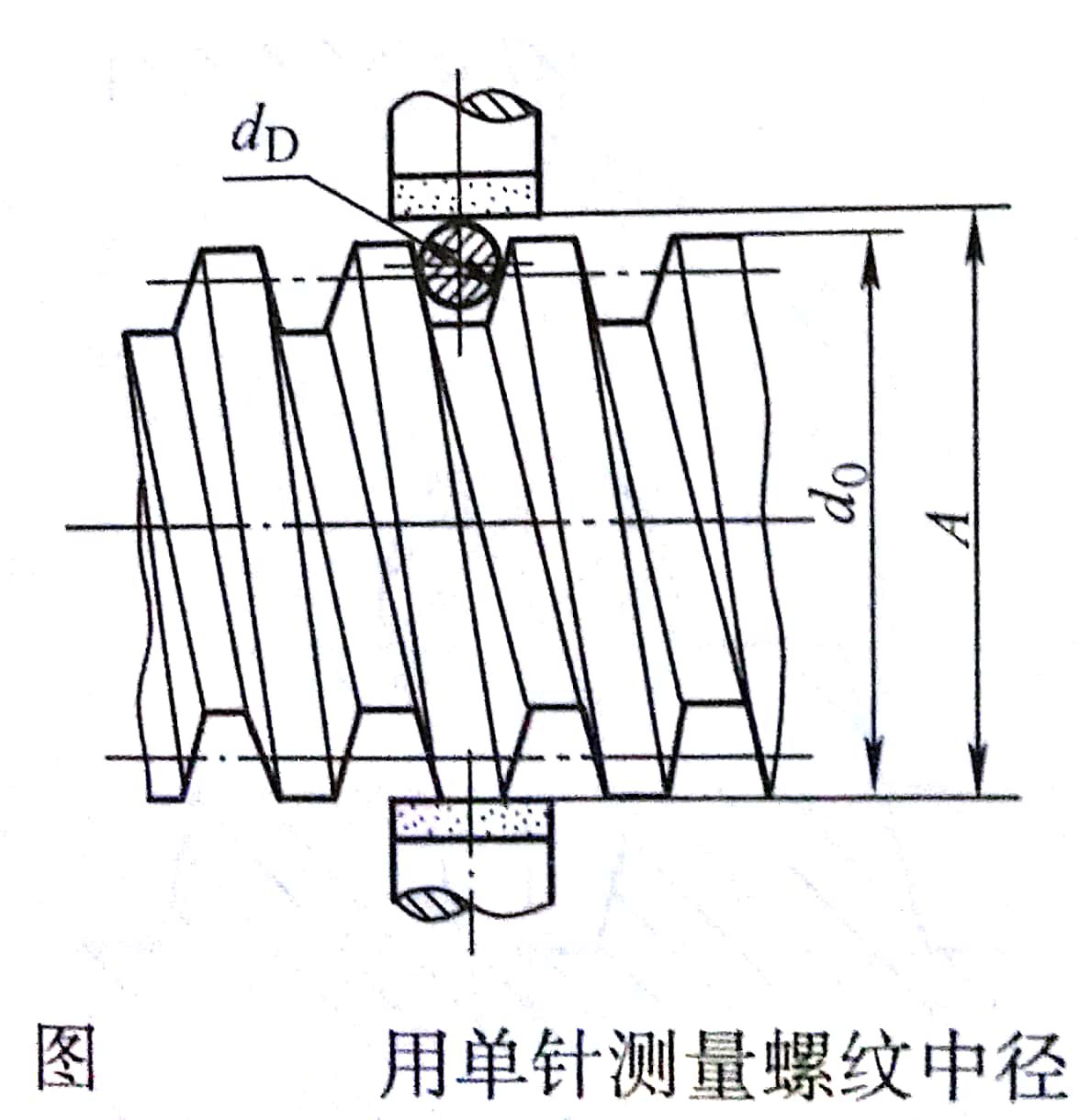
用单针测量时,千分尺测得的读数值A可按下式计算:
A=(M+d0)/2
式中 d0——螺纹大径的实际尺寸,mm;
M——用三针测量时千分尺的读数,mm。
直径较大的梯形螺纹和锅齿形螺纹,和果螺纹外径比较精确,并能以外径作为基准时,可用单针测量螺纹中径。但单针测量,尤其是车削过程中的测量没有三针测量精确。
2.综合检验法
综合检验法是用螺纹量规对螺纹各基本要素进行综合性检验。螺纹量规(如图)包括螺纹塞规和螺纹环规,螺纹塞规用来检验内螺纹,螺纹环规用来检验外螺纹。它们分别有通规T和止规Z,在使用中要注意区分,不能搞错。如果通规难以拧入,应对螺纹的各直径尺寸、牙型角、牙型半角和螺距等进行检查,经修正后再用通规检验。当通规全部拧入,止规不能拧入时,说明螺纹各基本要素符合要求。

对三角形螺纹和梯形螺纹均可采用综合检验法。
知识点词条:螺纹的检测

