借助铆钉形成的不可拆连接,称为铆接,如图所示。
铆接
目前,在很多零件连接中,铆接已被焊接代替,但因铆接具有操作简单、连接可靠、抗振和耐冲击等特点,所以在机器和工具制造等方面仍有较多的应用。
铆接的种类及应用见表。
(1)铆钉 铆钉按其材料不同可分为:钢质、铜质、铝质铆钉等;按其形状分有:平头、半圆头、沉头、管状空心和皮带铆钉及抽心铆钉等,见表。
铆接的种类及应用
|
铆接种类 |
结构特点及应用 |
||
|
按使用要求分类 |
活动铆接 |
其结合部位可以相互转动。用于钢丝钳、剪刀、划规等工具的铆接 |
|
|
固定铆接 |
强固铆接 |
应用于结构需要有足够的强度、承受强大作用力的地方,如桥梁、车辆、起重机等 |
|
|
紧密铆接 |
只能承受很小的均匀压力,但要求接缝处非常严密,以防止渗漏。应用于低压容器装置,如气筒、水箱、油罐等 |
||
|
强密铆接 |
能承受很大的压力,要求接缝非常紧密,即使在较大压力下,液体或气体也保持不渗漏。一般应用于锅炉、压缩空气罐及其他高压容器 |
||
|
按铆接方法分类 |
冷铆 |
铆接时,铆钉不需加热,直接镦出铆合头,应用于直径在8 mm以下的钢制铆钉。采用冷铆的铆钉材料必须具有较好的塑性 |
|
|
热铆 |
将整个铆钉加热到一定温度后再铆接。铆钉塑性好,易成型,冷却后结合强度高。热铆时铆钉孔直径应放大0.5~1 mm,使铆钉在热态时容易插入。直径大于8mm的钢铆钉多用热铆 |
||
|
混合铆 |
只把铆钉的铆合头端部加热,以避免铆接时铆钉杆的弯曲。适用于细长的铆钉 |
||
铆钉的标记一般要标出直径、长度和国家标准序号。如铆钉5 x20GB 867--86,表示铆钉直径为φ5 mm,长度为20 mm,国家标准序号为GB867-86。
(2)铆接工具 手工铆接工具除锤子外、还有压紧冲头、罩模、顶模等,如图所示。压紧冲头用于当铆钉插人孔内后压紧被铆工件;罩模用于铆接时镦出完整的铆合头;顶模用于铆接时顶住铆钉原头,这样既有利于铆接又不损伤铆钉原头。
铆接工具
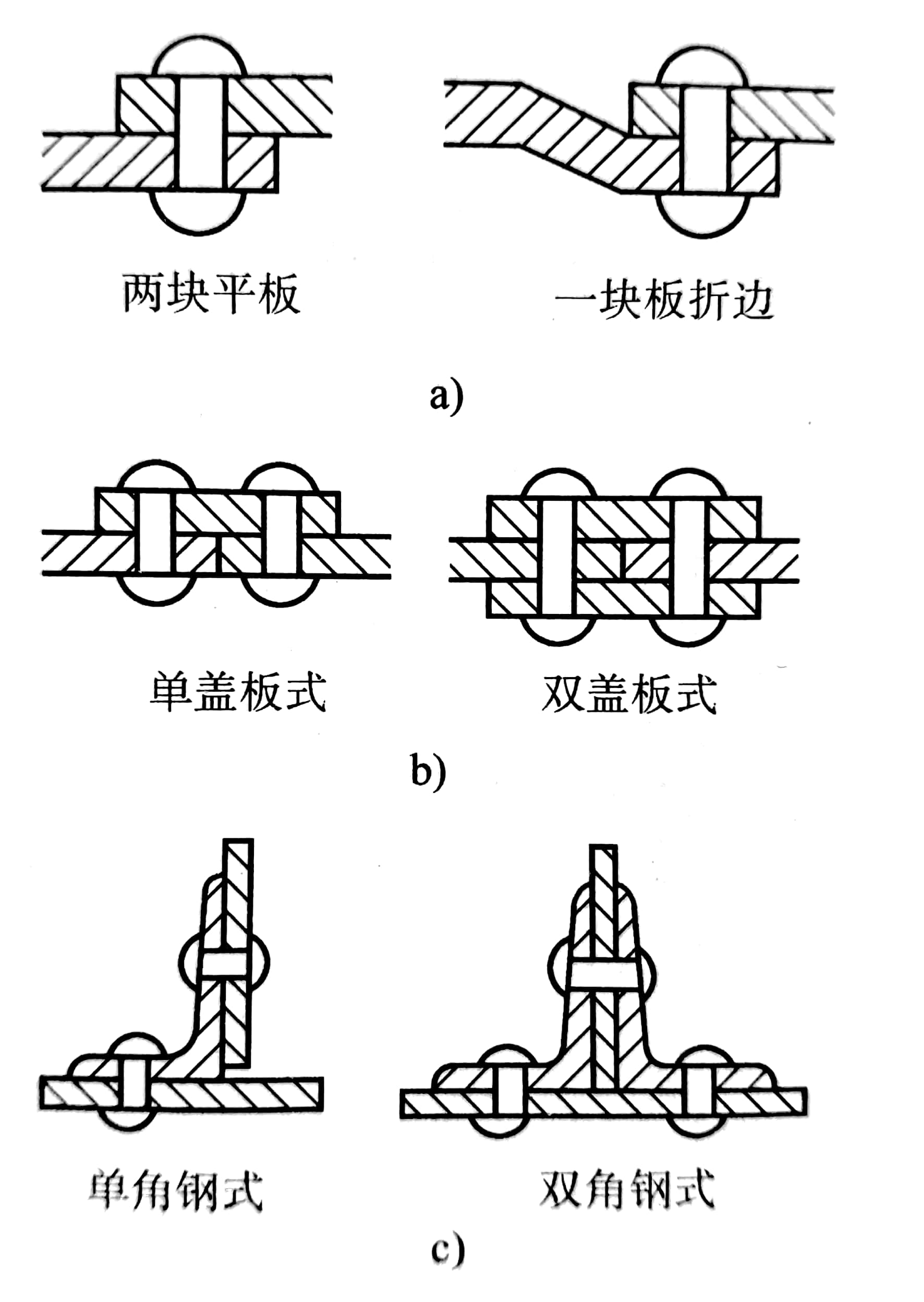
铆接形式
(2)铆距 指铆钉间或铆钉与铆接板边缘的距离。在铆接结构中,有三种隐蔽性的损坏情况:沿铆钉中心线被拉断、铆钉被剪切断裂、孔壁被铆钉压坏。因此,按结构和工艺的要求,铆钉的排列距离有定的规定。 如铆钉并列排列时,铆钉距t≥3d (d为铆钉直径)。铆钉中心到铆接板边缘的距离:如铆钉孔是钻孔时约为1.5d;如铆钉孔是冲孔时约为2.5d。
铆钉种类及应用
|
名称 |
形状 |
应用 |
|
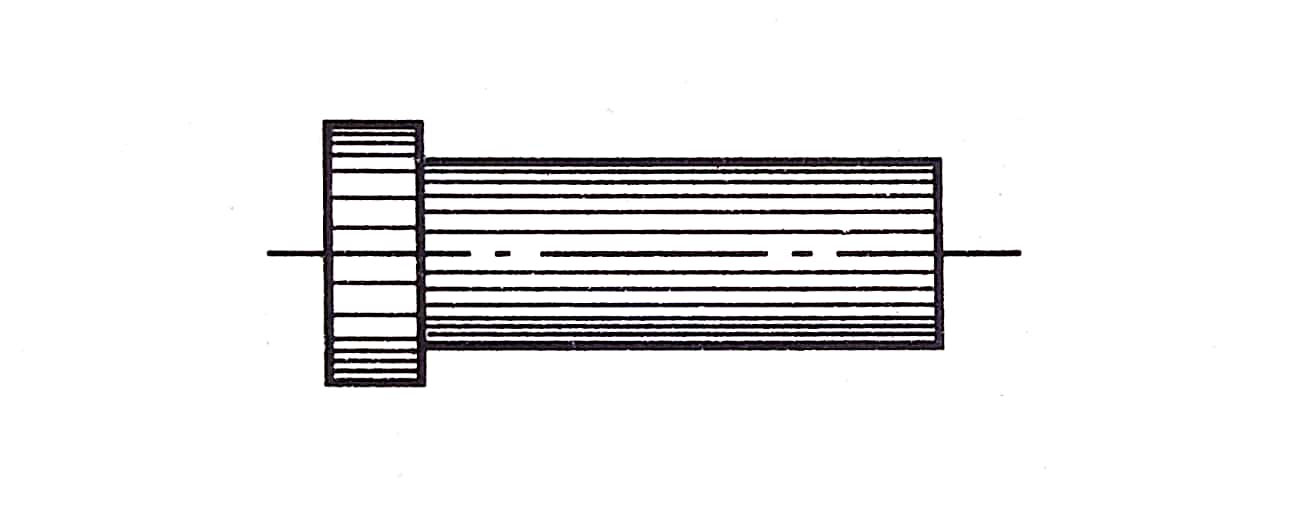
平头铆钉 |
|
铆接方便,应用广泛,常用于一般无特殊要求的铆接中,如铁皮箱盒、防护罩壳及其他结合件中 |
|
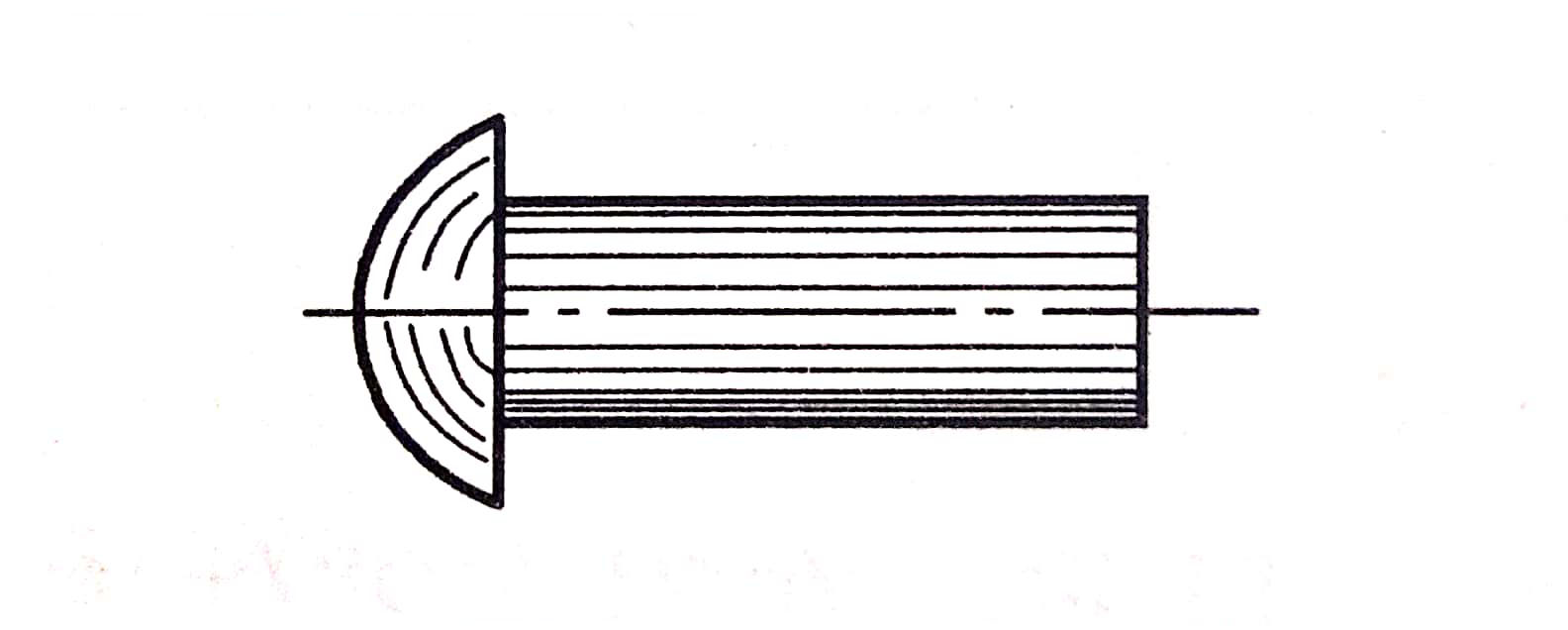
半圆头铆钉 |
|
应用广泛,如钢结构的屋架、桥梁和车辆、起重机等,常用这种铆钉 |
|
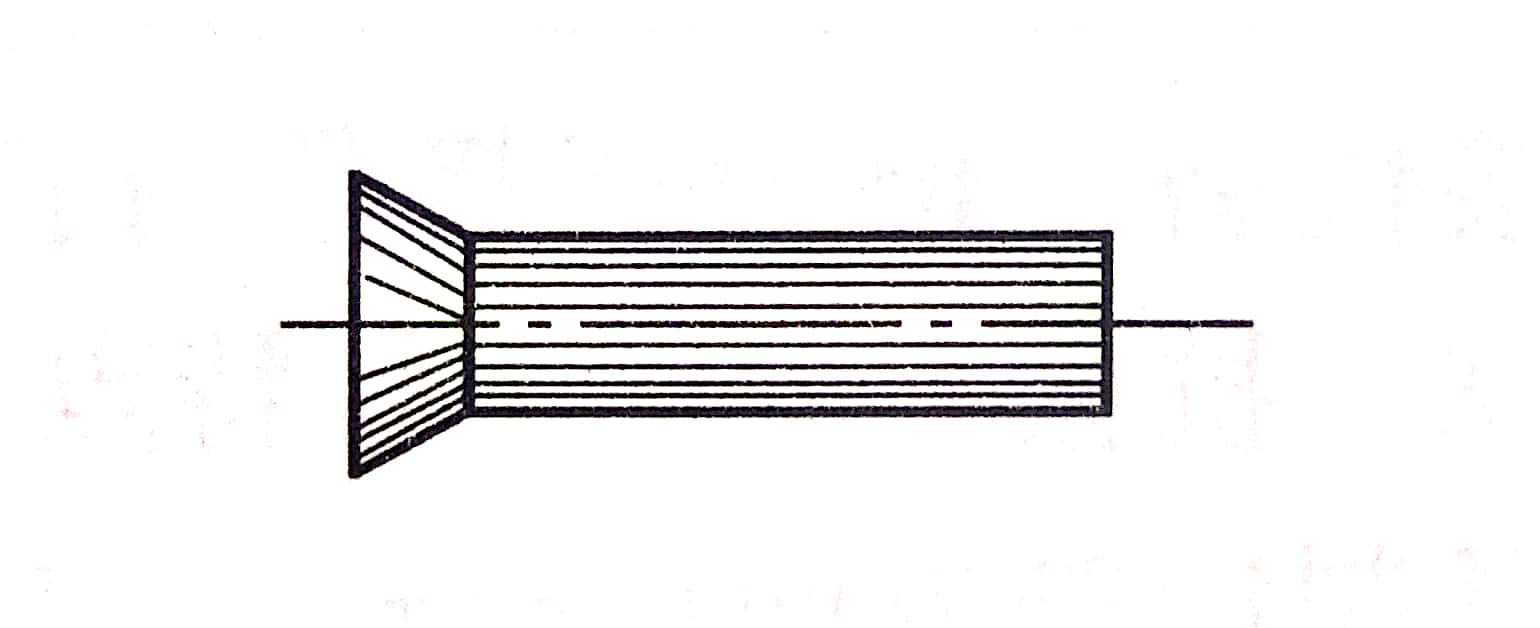
沉头铆钉 |
|
应用于框架等制品表面要求平整的地方,如铁皮箱柜的门窗以及有些手用工具等 |
|
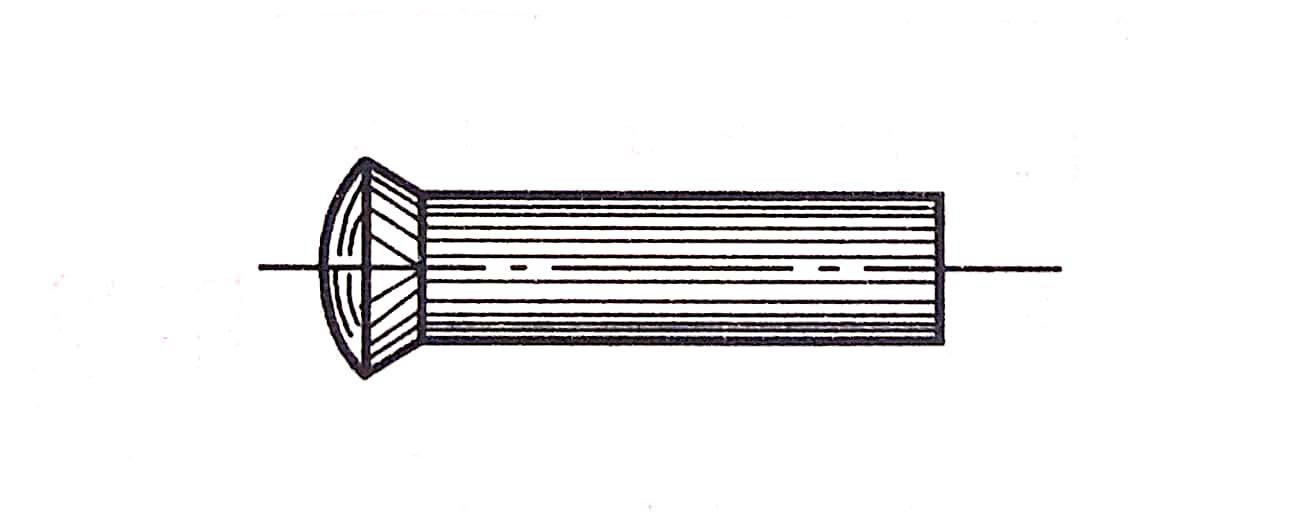
半圆沉头铆钉 |
|
用于有防滑要求的地方,如踏脚板和走路梯板等 |
|
管状空心铆钉 |
|
用于在铆接处有空心要求的地方,如电器部件的铆接等 |
|
皮带铆钉 |
|
用于铆接机床制动带以及铆接毛毡、橡胶、皮革材料的制件 |
|
抽心铆钉 |
|
铆接时,铆钉钉心由专用铆枪拉动,使铆体膨胀,起到铆接作用。用于不便采用普通铆钉(须从两面进行铆接)的铆接场合,广泛用于建筑、汽车、船舶、飞机、机器、电器等产品上 |
(2)通孔直径的确定 铆接时,通孔直径的大小,应随着连接要求不同而有所变化。如孔径过小,会使铆钉插人困难;孔径过大,则铆合后的工件容易松动,合适的通孔直径应按表选取。
铆钉公称直径及通孔直径(GB/T 152. 1-1988 )
|
铆钉公称直径d |
2.0 |
2.5 |
3.0 |
3.5 |
4.0 |
5.0 |
6.0 |
8.0 |
10.0 |
|
|
通孔直径dh |
精装配 |
2.1 |
2.6 |
3.1 |
3.6 |
4.1 |
5.2 |
6.2 |
8.2 |
10.3 |
|
粗装配 |
- |
- |
- |
- |
- |
- |
- |
- |
11 |
|
|
铆钉公称直径d |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
27 |
30 |
|
|
通孔直径dh |
精装配 |
12.4 |
14.5 |
46.5 |
|
- |
- |
- |
- |
- |
|
粗装配 |
13 |
15 |
17 |
19 |
21.5 |
23.5 |
25.5 |
28.5 |
32 |
|
一般钳工工作范围内的铆接多为冷铆。如图所示为半圆头铆钉的铆接过程。先将铆接件彼此贴合,按划线钻孔、倒角,并去毛刺,然后插入铆钉,把铆钉原头放在顶模上,用压紧冲头压紧板料,再用锤子镦粗铆钉伸出部分,并将四周锤打成型,最后用罩模修整。
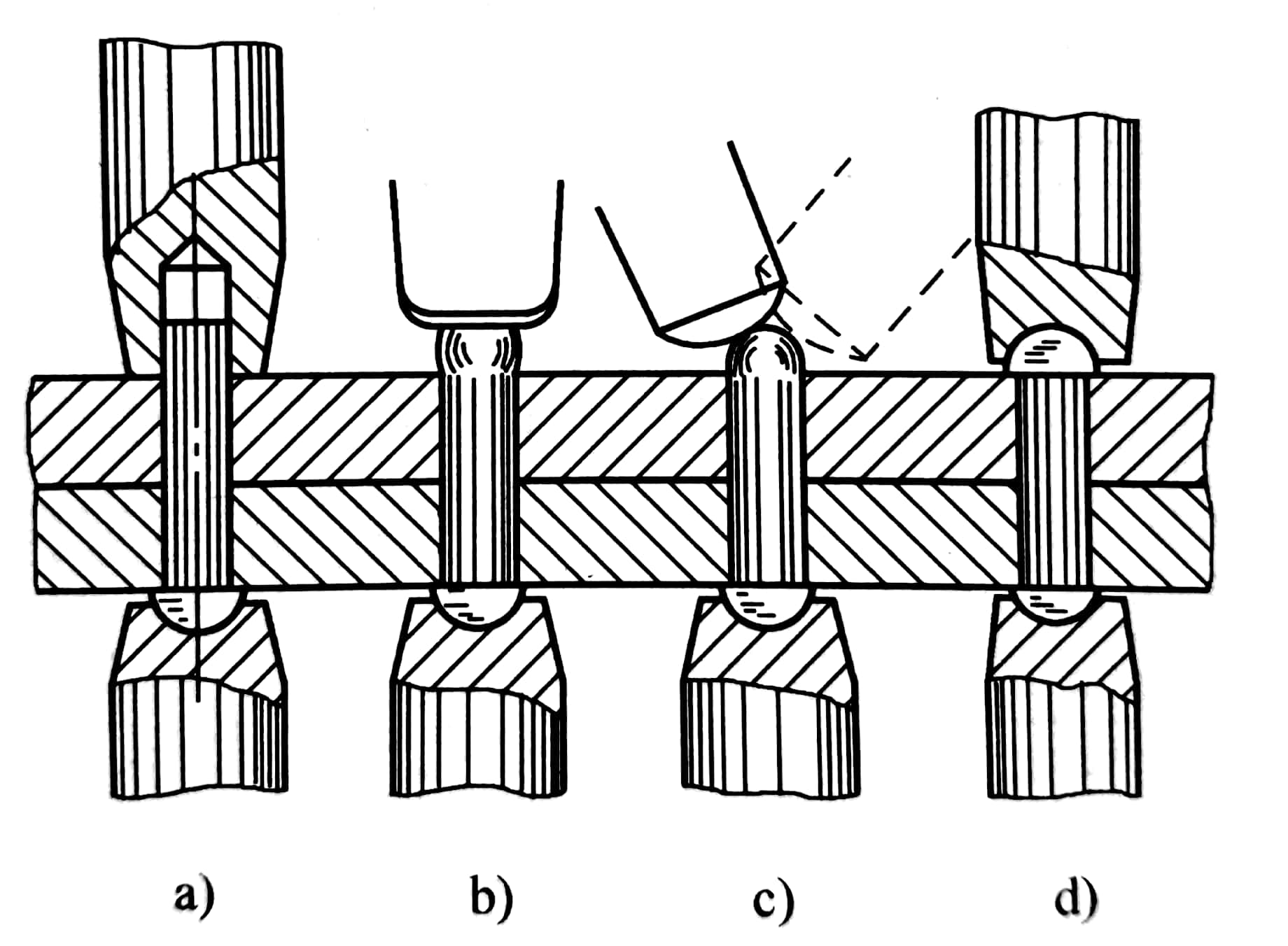
半圆头铆钉的铆接过程
知识点词条:铆接