

工作站CNC机床编程是指根据工作站工序设计方案与工作站机床分配方案,对站内所有CNC机床编制加工程序。编程一般分两步进行。
1.主控编程
由于柔性制造系统中的CNC机床属于群控设备,是在一台主控计算机的控制下执行相应的程序,因此编程方式与单台数控机床仍有区别。如图所示,每台CNC机床的加工都处在主控计算机的控制之下,因此协调工作站中CNC机床之间的关系是非常重要的。
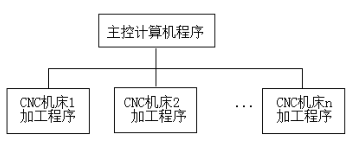
FMS 工作站数控编程框图
2.单机编程
单机编程是指单台CNC机床的数控编程,除了在程序中要加人与主控计算机之间的通信程序外,编程的内容与方法基本与单台数控机床的编程一致。单机编程可以针对一一个零件的加工,也可以针对一个零件组的加工。如果是零件组加工,就要注意按复合零件设置相应的子程序。如图b所示,复合零件有9个加工表面,需要对每个表面编制子程序,供CNC设备调用。子程序调用框图如图所示。
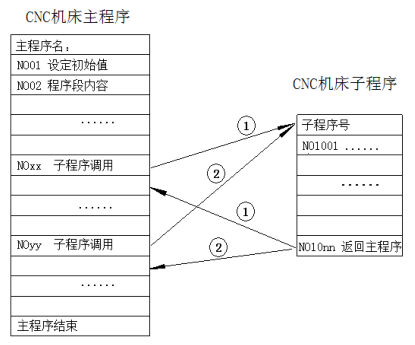
子程序调用框图
在正常情况下,CNC机床按主程序的指令工作。当主程序执行到子程序调用命令时,机就拨子和赛指令进行工作。当遇到子程序返回指令时,CNC机床又返回主程序,北物按主程的指今进行工作。主租序可以多次调用和重复调用某于程序, 为了进步向化接次还可以让的个于民四用务 个子程序,称为于程序较套。不同的数行系统观定的嵌在次数是不样的。在FANUC系统中,子程序嵌套可以有4级。
知识点词条:工作站柔性加工工艺系统工序能力分析实例

