

指令格式:
G71 U(△d)R(e);
G71 P(ns)Q(nf)U(△u)W(△w)F(△f)S(△s)T(△t);
N(ns)......;
......S(s)F(f);
......
N(nf)......;
指令中各项参数意义如下:
△d——粗加工每次的背吃刀量,以半径值表示,一定为正值,该值是模态值;
e——每次粗切削结束时的退刀量,该值是模态值;
ns——精加个第一个程序段的顺序号;
nf——精加工最后一个程序段的顺序号
△u——X轴方向的精加工余量,以直径值表示;
△w——Z轴方向的精加工余量;
△f——粗加工时的进给速度(大多于G71之前已指定,故大多省略);
△s——粗加工时的主轴机能(大多于G71之前已指定,故大多省略);
t——粗加工时的刀具机能(大多于G71之前已指定,故大多省略);
s——精加工时的主轴转速;
f——精加工时的进给速度;
G71指令适用于圆柱毛坯粗车外圆和圆简毛坯粗车内孔。刀具循环路径如图6所示。在G71指令的下一程序段给予精车削加工指令,描述A→B间的工件轮廓,并在G71指令中给予精车预留量△u、△w及粗加工背吃刀量△d,系统即自动计算粗车的加工路径并进行粗车,且最后会沿着粗车轮廓A’→B’车削一次再退回至循环起点C完成粗车削循环。
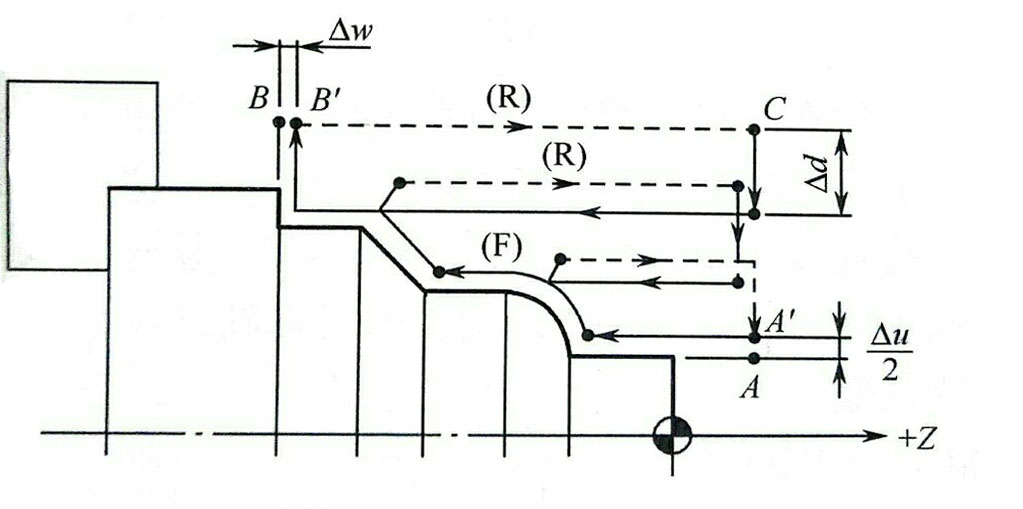
图6 –轴向粗车复合循环G71路径
使用G7时注意以下几点:
(1)由循环起点C到A之间只能使用G00或G01指令,并且不能使Z轴运动。
(2)在ns和nf之间的程序段中不能调用子程序。
(3)ns和nf之间的F、S和T功能在粗加工G71中无效。
(4)ns和nf之间的G96、G97功能在粗加工G71中无效,而在G71以前指定的G96、G97中有效。
(5)ns和nf之间的X值和Z值必须逐渐增大或减小。
知识点词条:轴向粗车复合循环指令(G71)

