

溜板箱的安装在总装配过程中起着重要的作用。其安装位置直接影响丝杠、螺母能否正确啮合,进给能否顺利进行,还是确定进给箱和丝杠后支架安装位置的基准。确定溜板箱位置应按下列步骤进行:
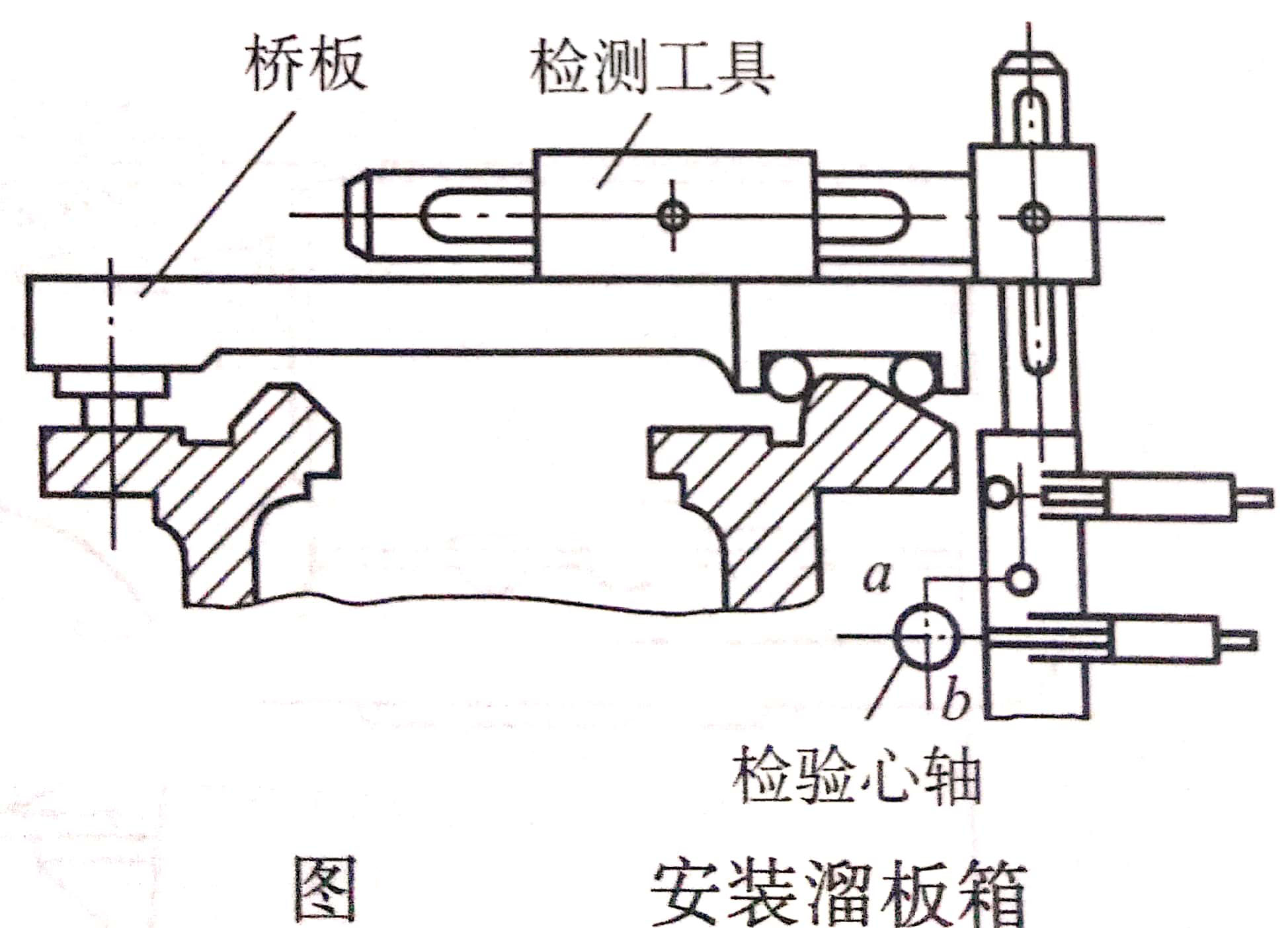
(1)校正开合螺母中心线与床身导轨平行度 如图所示,在溜板箱的开合螺母体内卡紧一检验心轴,在床身检验桥板上紧固丝杠中心测量工具。分别在左右两端校正检验心轴上母线和侧母线与床身导轨的平行度,其误差值应在0. 15mm以下。
(2)确定溜板箱位置 左右移动溜板箱,使床鞍横向进给传动齿轮副有合适的齿侧间隙,如图所示。将一张厚0.08mm的纸放在齿轮啮合处,转动齿轮,若印痕呈现将断与不断的状态即为正常侧隙。此外,侧隙也可通过横向进给手轮空转量不超过1/30转来检查。

(3)溜板箱最后定位
溜板箱预装精度校正后,应等到进给箱和丝杠后托架的位置校正后才能钻、铰溜板箱定位销孔,配作锥销实现最后定位。
2.齿条的安装
溜板箱位置校正后,则可安装齿条,主要是保证纵向进给小齿轮与齿条的啮合间隙。正常啮合侧隙为0. 08 mm,检验方法和横向进给齿轮副侧隙检验方法相同,并以此确定齿条安装位置和厚度尺寸。
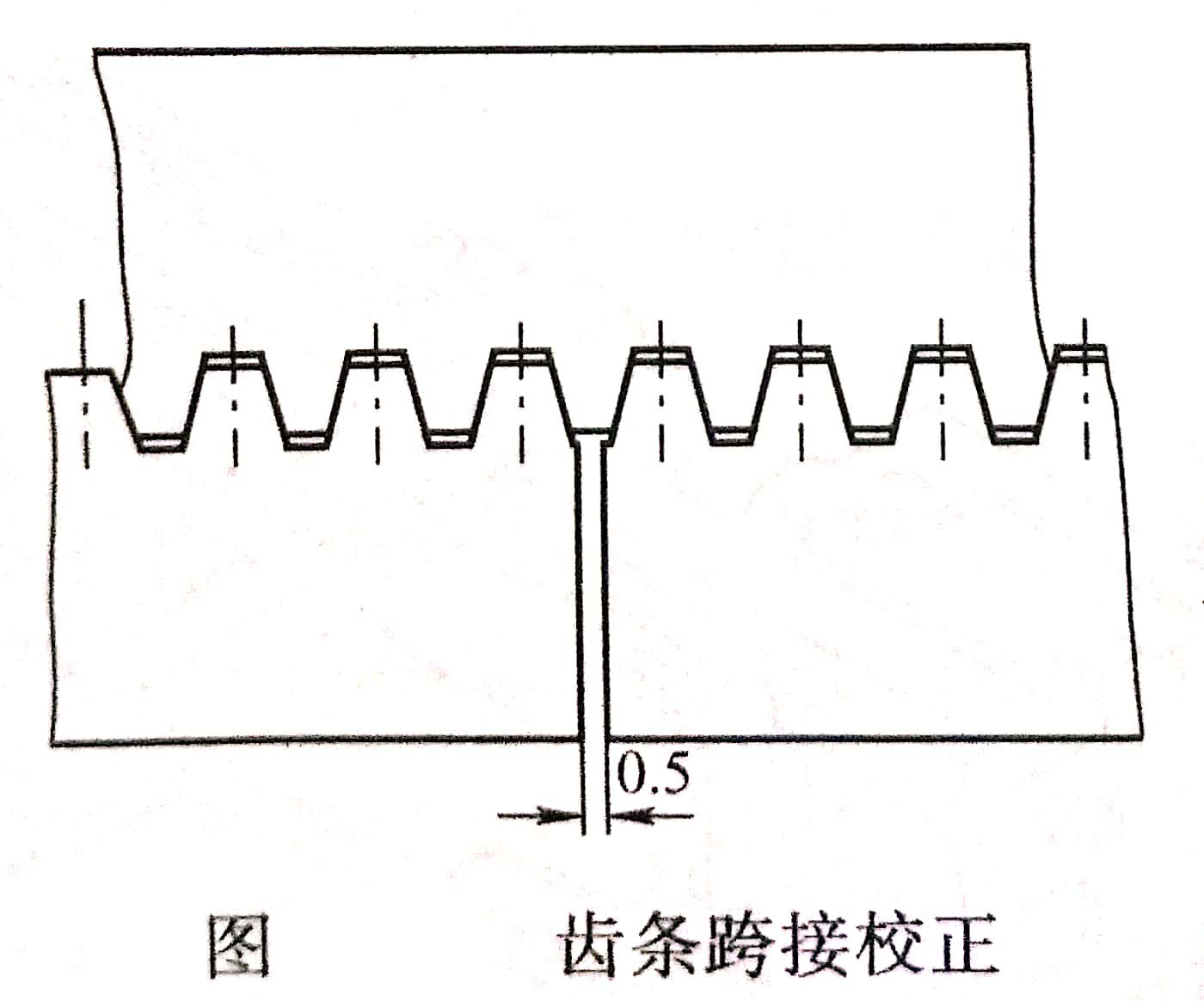
由于受齿条加工工艺的限制,车床齿条一般由几根短齿条拼接装配而成。为保证相邻齿条接合处的齿距精度,齿条拼装时,应用标准齿条进行跨接校正,如图所示。校正时,在两根相接齿条的接合端面之间,须留有0.5mm左右的间隙。
齿条安装后,必须在床鞍行程的全长上检查纵向进给小齿轮与齿条的啮合间隙,间隙要一致。齿条位置调好后,每根齿条都应配有两个定位销子,以确定其安装位置。
3.安装进给箱和丝杠后托架
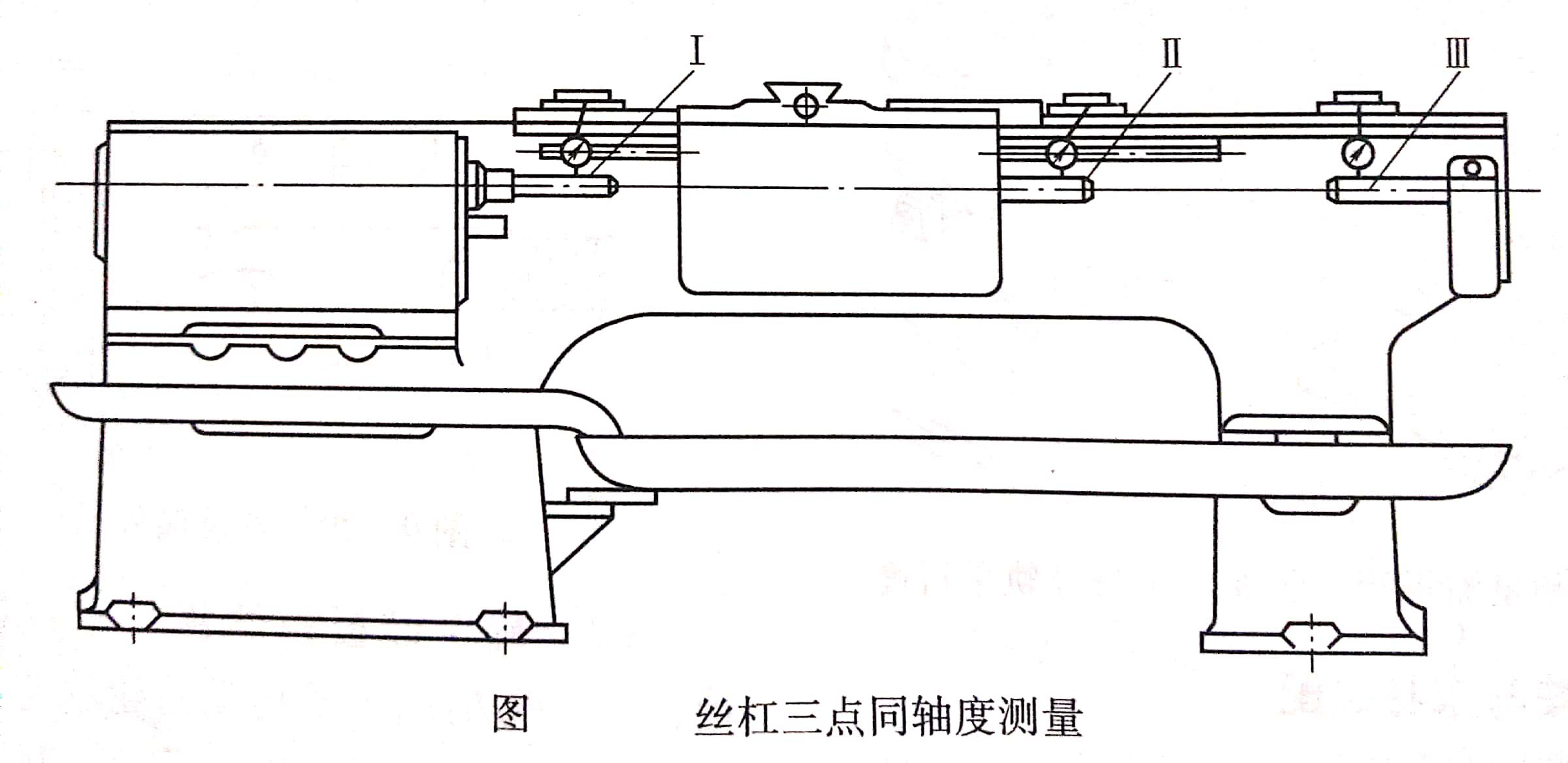
安装进给箱和后托架主要应保证进给箱、溜板箱、后托架上安装丝杠三孔的同轴度,并保证丝杠与床身导轨的平行度。安装时,按图示进行测量调整,即在进给箱、溜板箱、后托架的丝杠支承孔中,各装入一根配合间隙不大于0.005 mm的检验心轴,三根检验心轴外伸测量端的外径相等。溜板箱用心轴有两种:一种其外径尺寸与开合螺母外径相等,它在开合螺母未装入时使用;另一种具有与丝杠中径尺寸一样的螺纹,测量时,卡在开合螺母中。前者测量可靠,后者测量误差较大。
安装进给箱和丝杠后托架可按下列步骤进行:
(1)调整进给箱和后托架丝杠安装孔中心线与床身导轨的平行度 用专用检测工具,检查进给箱和后托架丝杠孔的中心线。其对床身导轨平行度公差:上母线为0.02/100,只许前端向上偏;侧母线为0.01/100,只许向床身方向偏。若超差,则通过刮削进给箱和后托架与床身结合面来调整。
(2)调整进给箱、溜板箱和后托架三者丝杠安装孔的同轴度 以溜板箱上的开合螺母孔中心线为基准,通过抬高或降低进给箱和后托架丝杠支承孔的中心线,使丝杠三处支承孔同轴,其测量如图所示,上母线测量误差不大于0.01/100mm。横向则移出或推进溜板箱,使开合螺母中心线与进给箱、后托架中心线同轴,其侧母线测量误差不大于0.01/100 mm。
调整合格后,进给箱、溜板箱和后托架即配作定位销子,以确保位置不变。
4.主轴箱的安装
主轴箱是以底平面和凸块侧面与床身接触来保证正确安装位置的。底面是用来控制主轴轴线与床身导轨在垂直平面内的平行度;凸块侧面是控制主轴轴线在水平面内与床身导轨的平行度。安装时,按图示进行测量和调整。主轴孔插入检验心轴,百分表座吸在中滑板上,分别在上母线和侧母线上测量,百分表在全长(300mm)范围内读数差就是平行度误差值。
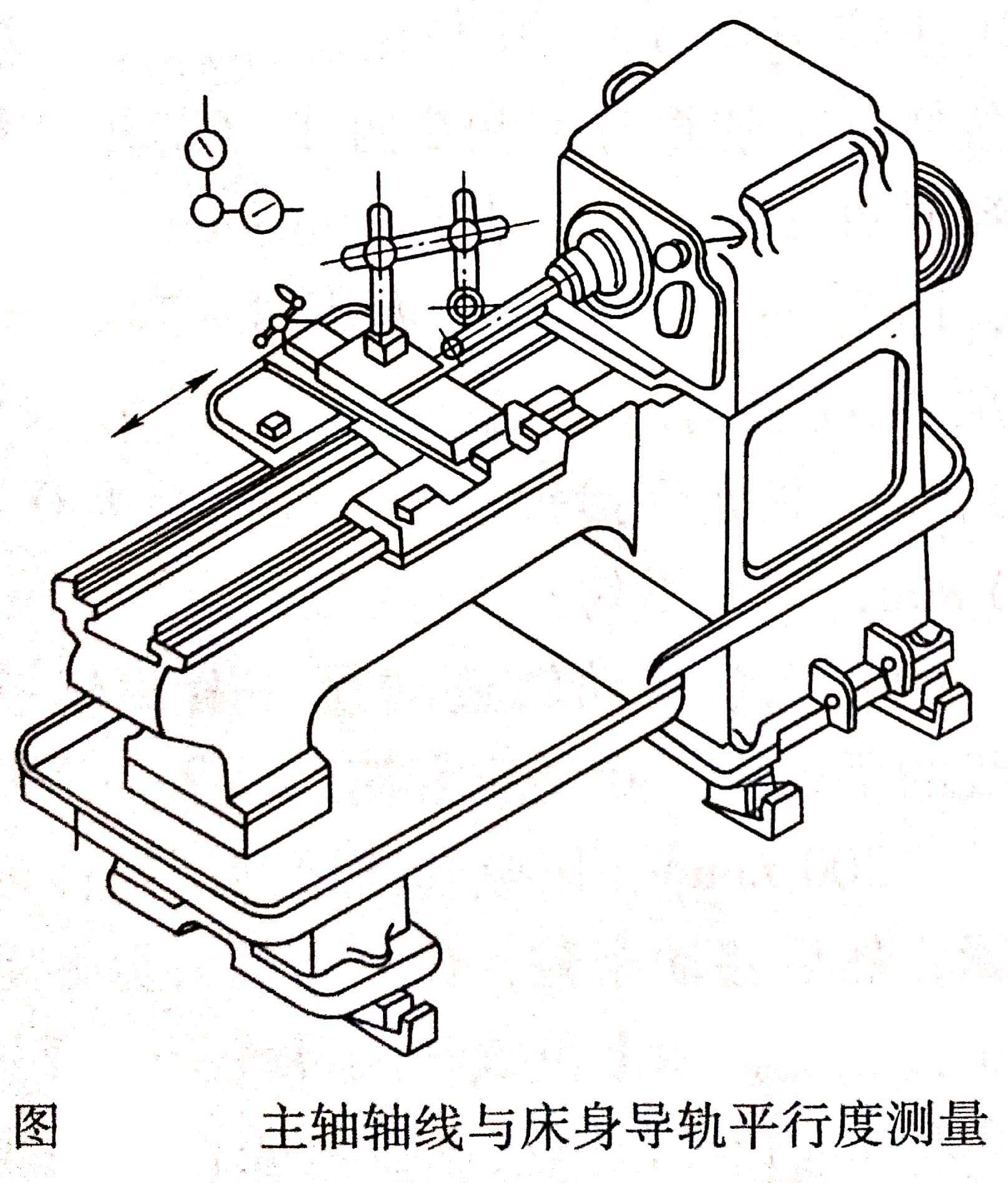
安装要求:上母线为0.03/300mm,只许检验心轴外端向上抬起(俗称“抬头”),若超差则刮削底平面;侧母线为0.015/300mm,只许检验心轴偏向操作者方向(俗称“里勾”),超差时,通过刮削凸块侧面来满足要求。
知识点词条:溜板箱、进给箱及主轴箱的安装

