

在机械加工时,由机床、夹具,刀具和工件构成的系统称为工艺系统。工艺系统各环节中所存在的各种误差称为原始误差。工艺系统原始以差的类型见表。
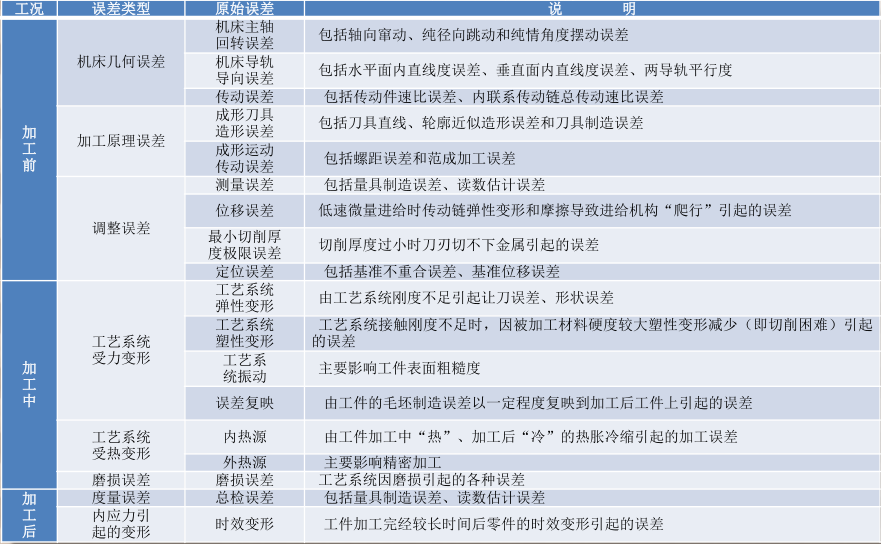
工艺系统原始误差的类型
1) 偶发因求。如原村料性质的微小兼异,机床工作时的轻微报动,刀具正常磨损,切削力的微小变化、夹具的微小松动,车间温度、湿度、电力等的微小波动,操作者精神状态的微小变化等都是引起工艺系统原始误差的偶发因素。偶发因素数口较多,虽然它们对加工质量经常相作用,但它们对加工质量的影响并不大。一般说来,不会因此而造成废品,也不会因此影响零件的同性和互换性。偶发因素具有四个特点,即始终存在且随机变化、影响微小、逐件不同和难以去除。
2)异常因素。如原材料中央有其他不同的物料,机床限动,操作: 者的错误操作,刀具的过度磨损,仪器、量具本身的不准确性等都是影响工艺系统的异常因素。它也有四个特点,即有时存在、影响较大、易产生度品和容易去除。
由偶发因素造成的质量波动小,不易也不值得去除,这类加工质量的波动属手正常的波动,只要在加工中加以限制即可。而对于异常因家造成的加工质量波动,必须加以限制,坚决去除。
知识点词条:机械加工工序能力

