

车削套类工件时,如单件小批量生产,可在一次装夹中尽可能把工件全部或大部分表面车削完毕。这种方法不存在因装夹而产生的定位误差,如果车床精度较高,可获得较高的几何公差精度。但采用这种方法车削时,需要经常转换刀架。车削图1-1所示的工件,可轮流使用90°车刀、45°车刀、麻花钻、铰刀和切断刀等刀具加工。如果刀架定位精度较差,则尺寸较难掌握,切削用量也要时常改变。
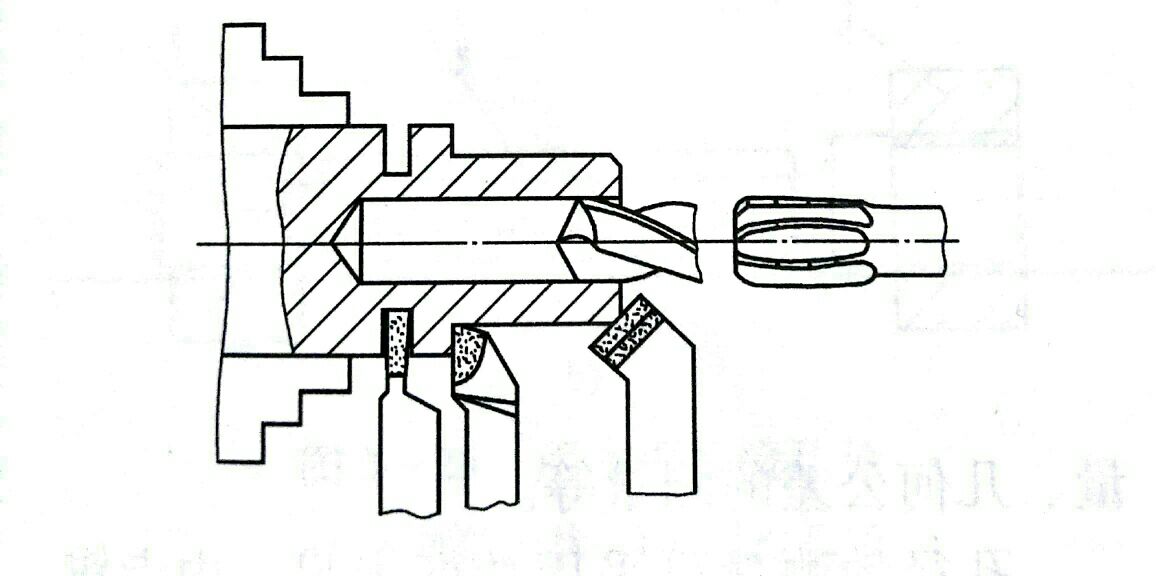
图1-1 尽可能在一次装夹中完成车削
1.实体心轴
实体心轴分不带台阶和带台阶两种。不带台阶的实体心轴又称小锥度心轴 (图1-3a),其锥度C=1:5000~1:1000,这种心轴的特点是制造容易、定心精度高,但轴向无法定位,承受切削力小,工件装卸时不太方便。带台阶的心轴如图1-3b 所示,其配合圆柱面与工件孔保持较小的配合间隙,工件靠螺母压紧,常用来一次装夹多个工件。若装上快换垫圈,则装卸工件就更加方便,但其定心精度较低,只能保证0.02mm左右的同轴度。
2.胀力心轴
胀力心轴依靠材料弹性变形所产生的胀力来胀紧工件。图1-3c所示为装夹在机床主轴锥孔中的胀力心轴。胀力心轴的圆锥角最好为30°左右,最薄部分的壁厚可为3~6mm。为了使胀力均匀,槽可做成三等分。使用时先把工件套在胀力心轴上,拧紧锥堵的方榫,使胀力心轴胀紧工件。长期使用的胀力心轴可用65Mn弹簧钢制成。胀力心轴装卸方便,定心精度高,故应用广泛。
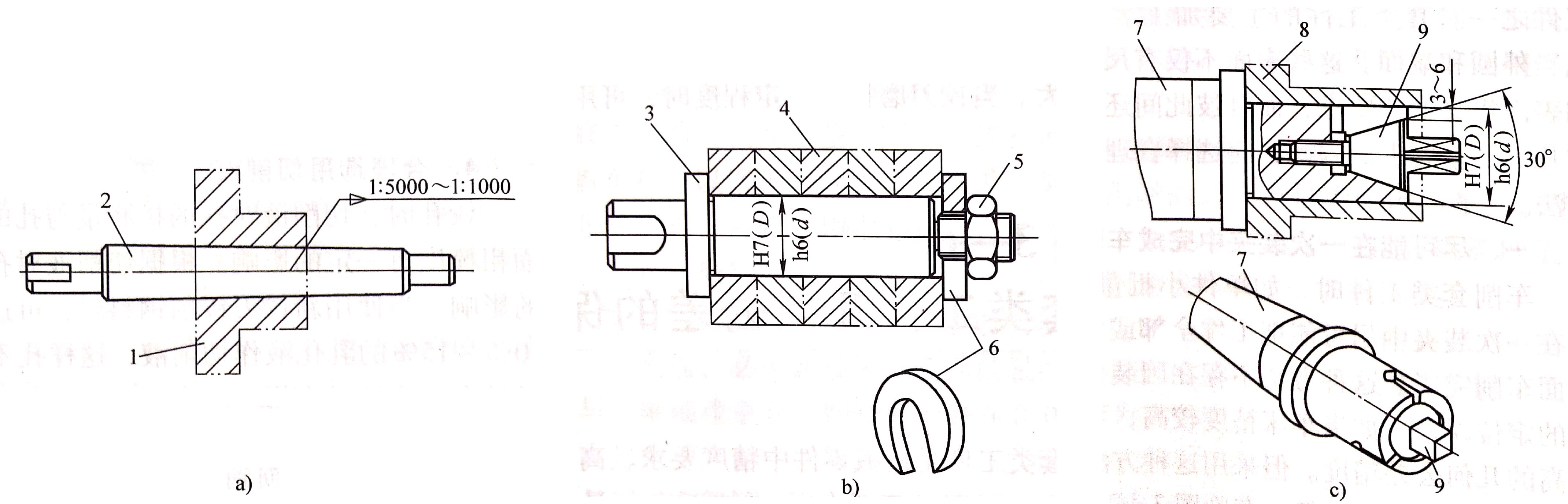
图1-3 常用心轴
a、小锥度心轴 b、台阶心轴 c、胀力心轴
1、4、8——工件 2——小锥度心轴 3——台阶心轴
5——螺母 6——开口垫圈 7——胀力心轴 9——锥堵
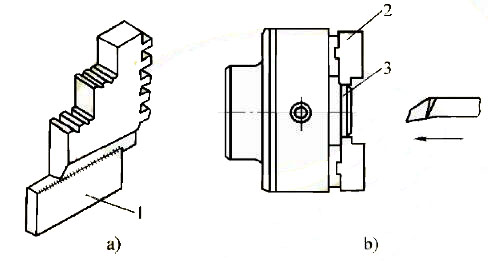
图1-2 软卡爪的形状及制作
a、焊接式软卡爪 b、车软卡爪的内限位台阶
1、2——软卡爪 3——定位圆柱
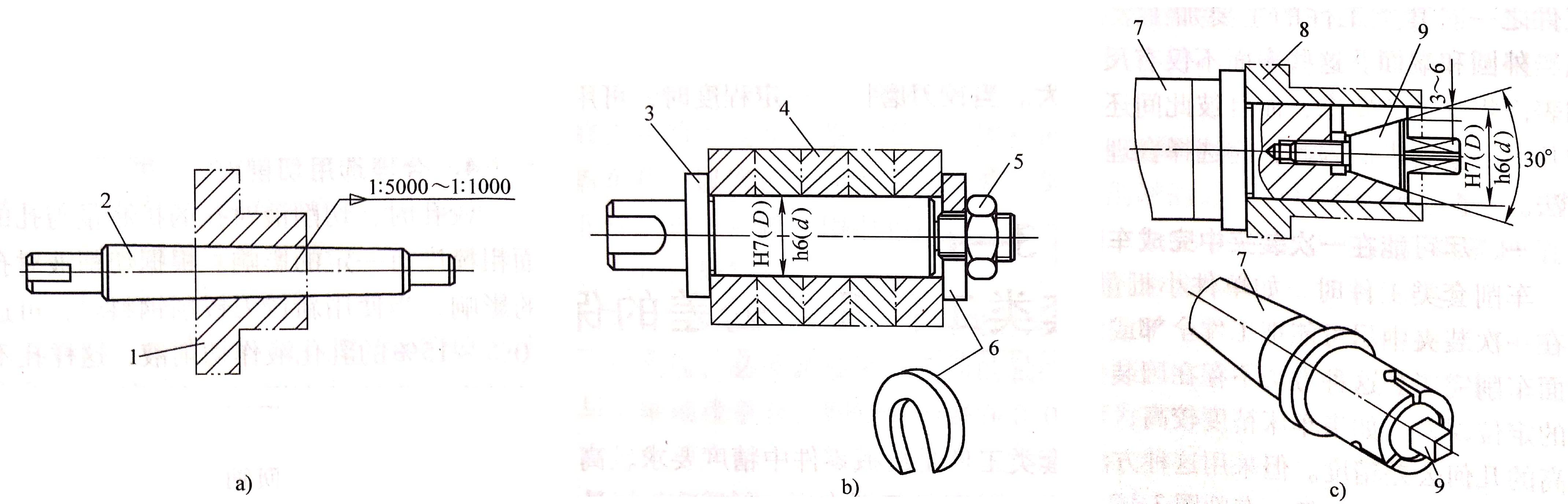
图1-3 常用心轴
a、小锥度心轴 b、台阶心轴 c、胀力心轴
1、4、8——工件 2——小锥度心轴 3——台阶心轴
5——螺母 6——开口垫圈 7——胀力心轴 9——锥堵
知识点词条:套用工件的常用测量量具

