

夹紧装置的种类很多,按其结构可分为斜楔夹紧装置、螺旋夹紧装置和螺旋压板夹紧装置等。
1.斜楔夹紧装置
应用斜楔夹紧装置的夹具如图所示,它主要是利用斜楔斜面移动时所产生的压力夹紧工件。图示夹紧机构的工作原理是:转动螺杆推动楔块前移,使铰链压板转动,从而夹紧工件。
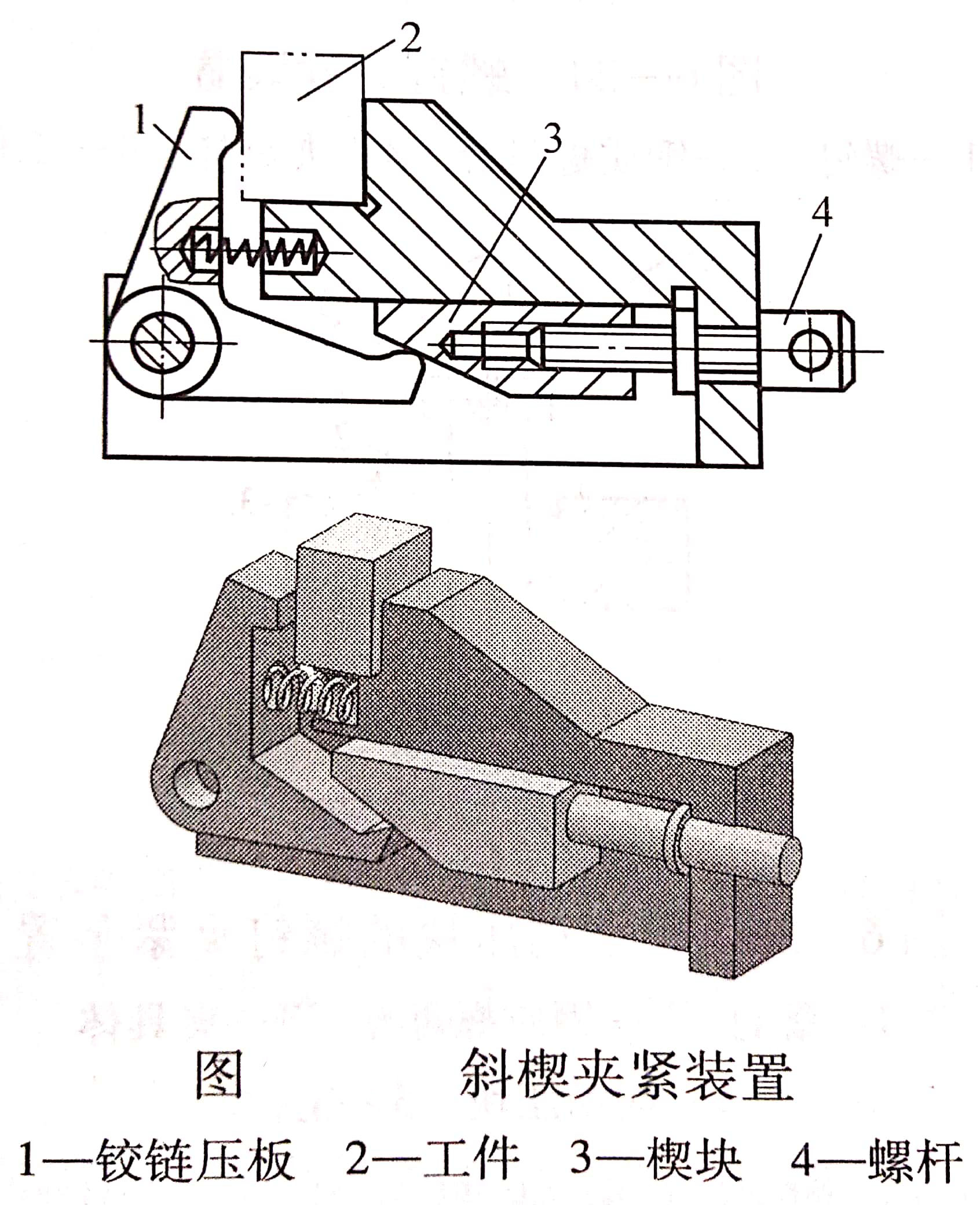
因斜楔夹紧机构产生的夹紧力小,且夹紧费时、费力,所以单独的斜楔夹紧机构只在要求夹紧力不大、生产批量较小的情况下使用,多数情况下是斜楔与其他元件或机构组合起来使用。
2.螺旋夹紧装置
螺旋夹紧装置在机械加工中应用非常普遍,特别适合手动夹紧。螺旋夹紧装置的优点是结构简单,夹紧可靠,夹紧行程大;特别便于增大夹紧力,自锁性能好。但是夹紧和松开工件时,比较费时、费力。
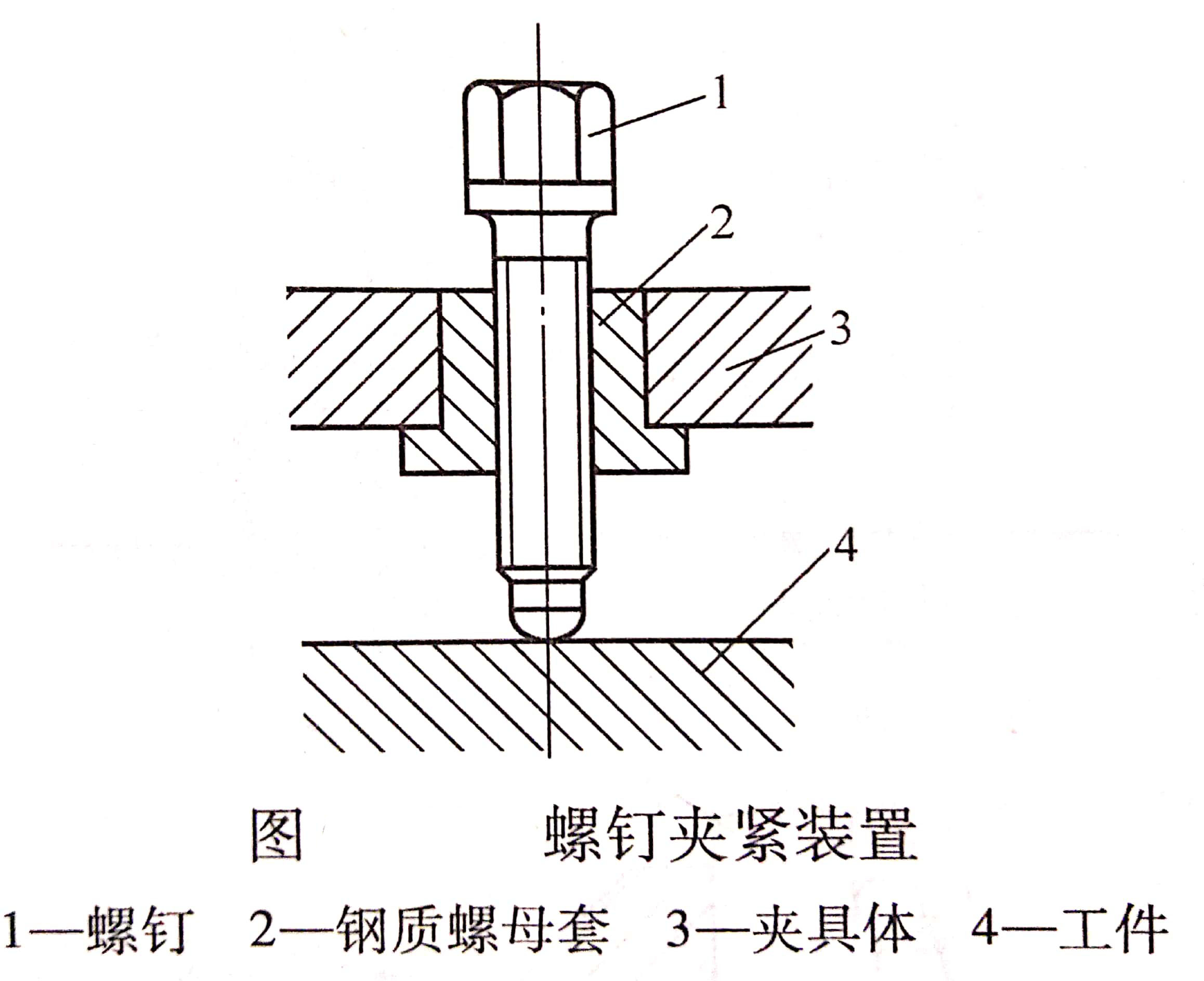
(1)螺钉夹紧装置 在简单的夹紧机构中,螺钉夹紧机构的使用最为广泛。图示为常用的螺钉夹紧装置,其工作原理是通过旋转螺钉使其直接压在工件上。为了防止螺钉头部被挤压变形后拧不出,通常使螺钉前端的圆柱部分直径变小并淬硬。钢质螺母套可保护夹具体不被过快磨损。
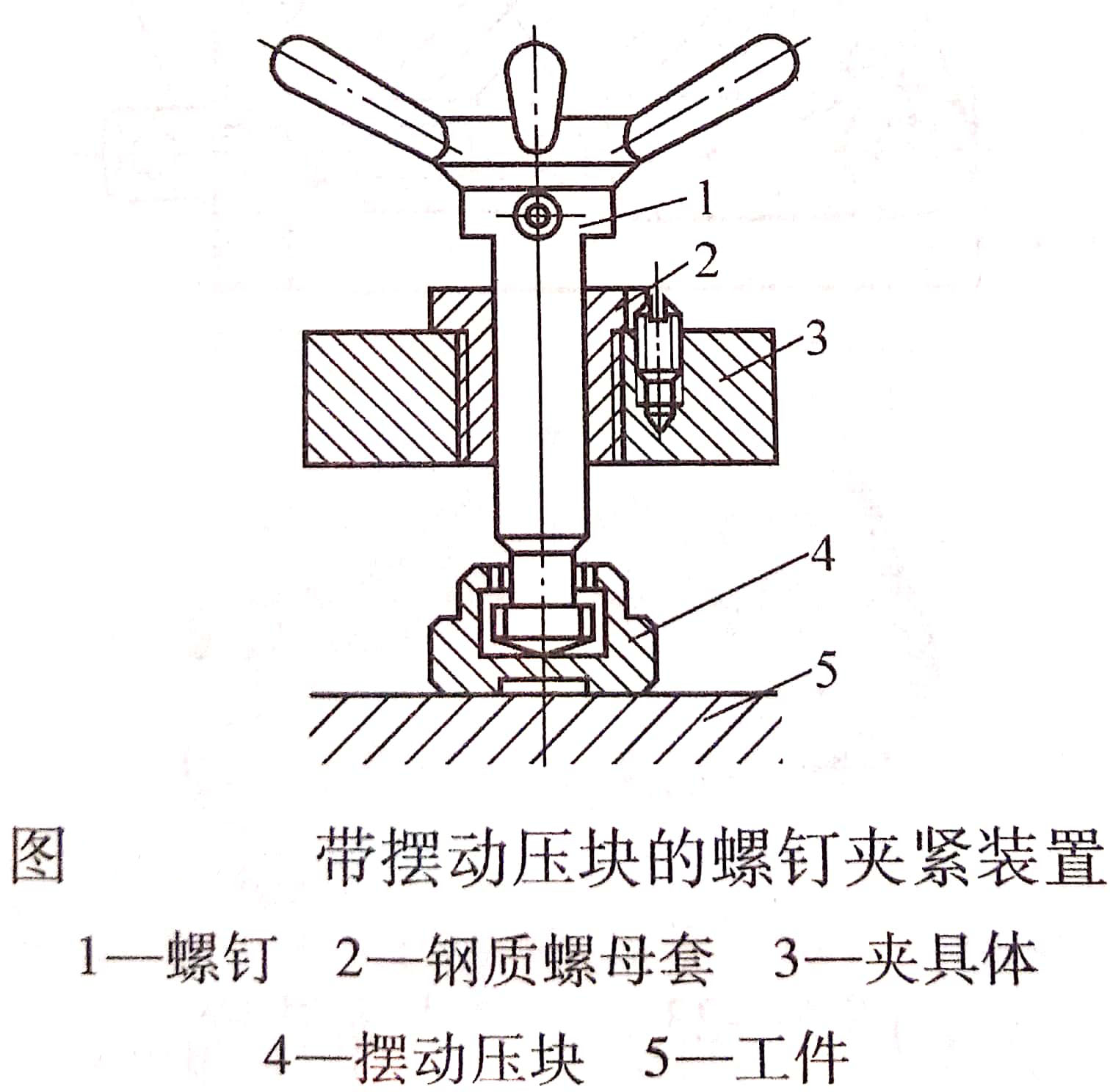
为防止螺钉拧紧时损伤工件表面或带动工件旋转,可在螺钉头部装上摆动压块,如图所示。摆动压块只随螺钉移动而不跟螺钉一起转动,所以能防止螺钉拧紧时损伤工件表面,而且可以增大接触面积,使夹紧更加可靠。
(2)螺母夹紧装置 当工件以孔定位时,常采用螺母夹紧装置,其结构如图所示。螺母夹紧装置的夹紧力大,自锁性能好,适用于手动夹紧。其缺点是装卸工件时,必须把螺母从螺杆上卸下,如采用开口垫圈可解决这一问题。采用开口垫圈时,垫圈应做厚些,并在淬硬后把两端面磨平,使螺母外径明显小于定位孔内径,以使工件方便地从夹具上卸下。

3.螺旋压板夹紧装置
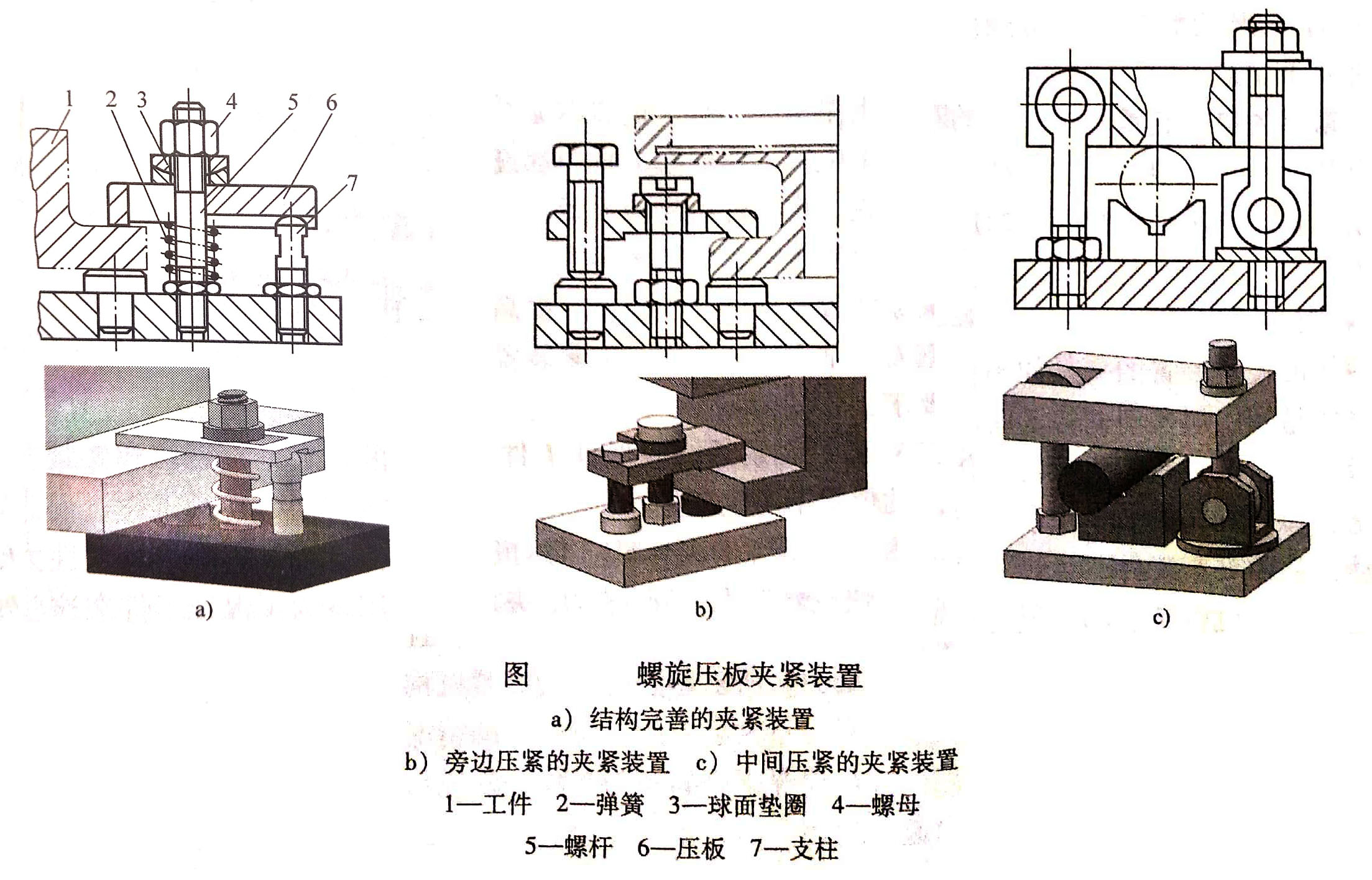
螺旋压板夹紧装置也是一种应用很广泛的夹紧装置,其结构形式变化较多,图示为其3种典型结构。
图a所示的螺旋压板夹紧装置由螺旋机构、压板及支柱等组成,夹紧时螺杆连接在夹具体上,通过旋转螺母使压板夹紧工件。支柱可调整高度,压板底面上有放置支柱的纵向槽,以便在旋紧螺母时压板不随其转动。在压板的中间有一长腰形孔,装卸工件时,只要旋松螺母并把压板右移,即可装卸工件。当松开螺母后,由于弹簧的作用,压板自动抬起。为了避免由于压板倾斜而使螺杆弯曲,采用了自动定心的球面垫圈。
当工件由于结构原因无法采用中间压紧压板时,可采用图b所示的旁边压紧的螺旋压板夹紧装置。图c所示为采用了铰链压板的中间压紧的夹紧装置,该装置操作快捷,夹紧可靠。
知识点词条:工件的夹紧

