

机床坐标系是一个满足右手笛卡儿直角坐标系法则的坐标系,其各坐标轴的方向选取应根据前面讲述的规则来确定,那么要得到确定的机床坐标系就只需确定机床坐标系原点的位置。机床坐标系的原点称为机床原点,该点是机床上的一个固定点,位置是由机床设计和制造单位确定的,通常不允许用户改变,机床原点是工件坐标系原点、机床参考点的基准点
常见的机床原点设置位置为:数控车床的机床原点设置在卡盘前端面或后端面的中心,如图1所示:数控铁床的机床原点,有的设置在机床工作台的中心,有的设置在各进给坐标的极限位置处,如图所示。
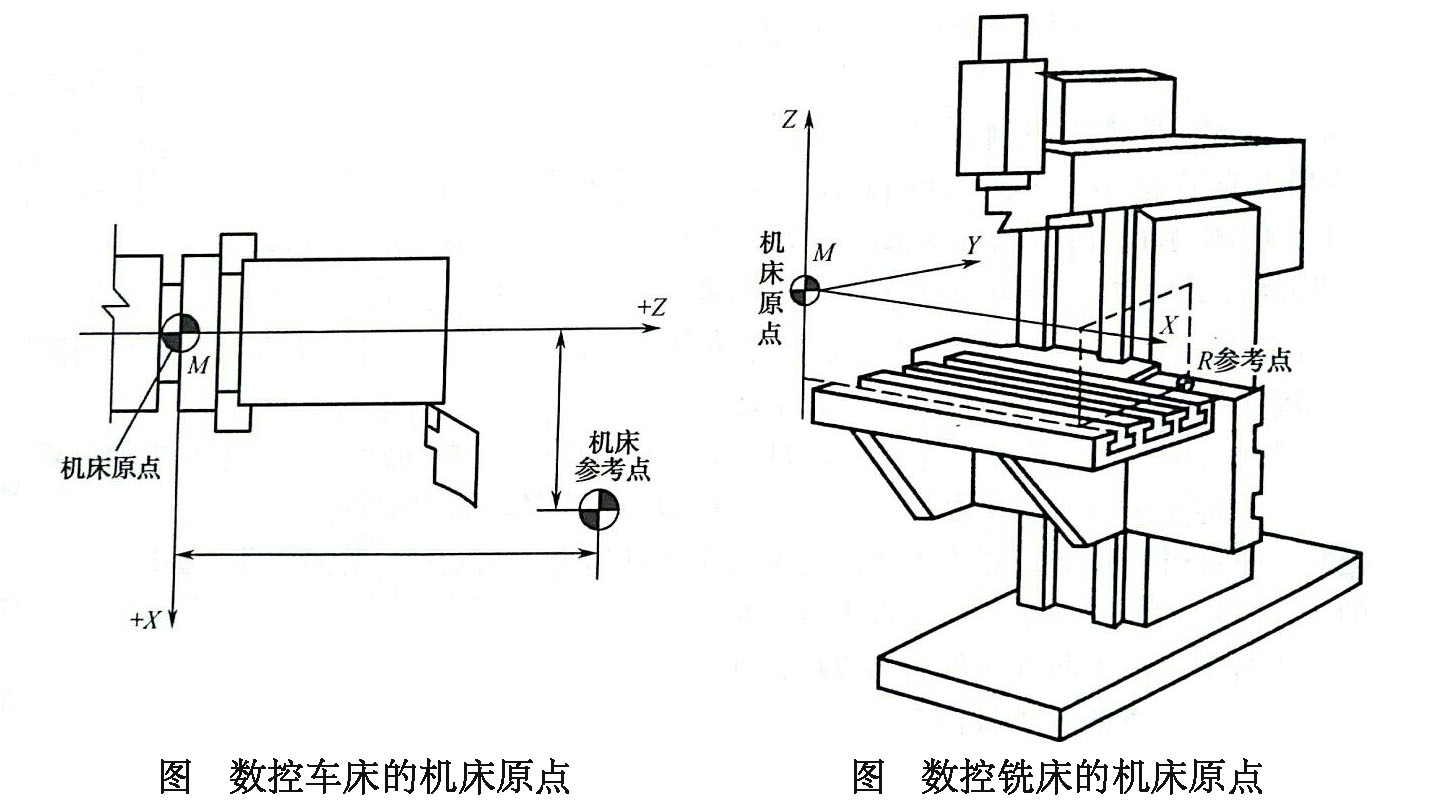
每次机床接通电源时,都要求操作人员进行回零操作,又称为返回参考点操作。进行了该操作后,机床的坐标系才真正建立起来,此时机床的显示器会显示出机床参考点在机床坐标系中的坐标值,此操作可使机床重新核定基准,消除由于种种原因产生的基准偏差。
这里提到的机床参考点也和机床原点一样,是出厂前由厂家设置好的一个固定不变的点用于对机床工作台、滑板与刀具相对运动的测量系统进行标定和控制。换句话说,机床参考点的设置目的就是用来校准机床运动部件位置,设计厂家通过记录一个初始的机床原点和机床参考点之间的距离,在加工零件之前通过让运动部件移到参考点,用一定的测量方法比较移动距离与原始记录距离之间的差别来校正机床的误差。机床参考点通常设置在各进给坐标轴靠近正向极限的位置,见图。
在加工程序中使用G92(或G50)指令设定工件原点,这种方法实际上是指定了刀具当前在工件坐标系中的位置,所以,在数控系统执行加工程序前,要求先将刀具移到G92(或G50)指定的位置,使机床坐标系与工件坐标系统一。
利用G92(G50)设定的工件坐标系原点在机床关机后不能记忆,通常适用于单件加工时
在加工程序中还可以用G54~G59建立多个工件坐标系,这种方法实际上是指定了工件坐标系在机床坐标系中的位置,使机床坐标系和工件坐标系统一。在执行加工程序前要求将G54工件坐标系原点与机床坐标系原点之间的距离输入数控系统的G54参数区中,将G55~G59工件坐标系原点与机床坐标系原点之间的距离输入数控系统的G55~G59参数区中。
G54~G59的各个工件坐标系原点是固定不变的,它在机床坐标系建立后即生效,在程序中可以直接选用,不需要进行手动对基准点操作,原点精度高,且在机床关机后也能记忆,适合批量加工时使用,如图3所示为在一个零件上建立多个工件坐标系的示意图,编程时可以切换到不同的坐标系中,简化了零件几何位置点的坐标计算 。
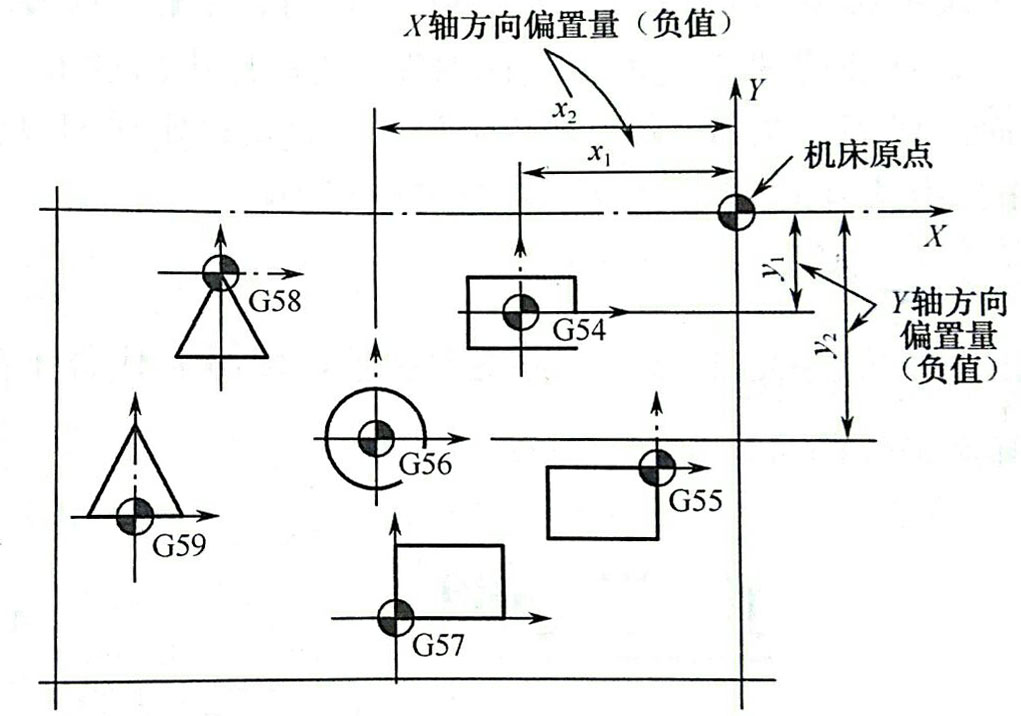
图 在一个零件上建立多个工件坐标系
知识点词条:坐标系的建立

