轴上键槽为通键槽或一端为圆弧形的半通键槽时,一般都采用三面刃铣刀或盘形槽铣刀进行铣削。轴上键槽为封闭键槽或-端为直角的半通键槽时,一般采用键槽铣刀进行铣削。具体见表。
|
类型 |
铣削方法 |
铣削示意图 |
|
|
用盘形铣刀铣削通健槽和半通键槽 |
使用盘形铣刀优轴.上键槽时,应按照键槽的宽度尺寸选择盘形铣刀的宽度。工件装夹完毕并调整铣刀对中心后进行铣削。将旋转的铣刀主切削刃与工件圆柱表面(上素线)接触时,纵向退出工件,按键槽深度将工作台上升,然后将横向进给机构锁紧,即可开始铣削键槽 |
|
|
|
用键槽铣刀铣削轴上封闭键槽 |
分层铣削法 |
用键槽铣刀铣削键槽时,有分层铣削法和扩刀铣削法两种铣削方法。分层铣削法是指:在每次进刀时,背吃刀量取0.5一1.0mm,手动进给由键槽的一端铣向另一端;然后再铁下一层,重复铣削。铣削时应注意键槽两端要各留0.5mm长度方向的余量。在逐次铣前达到键槽深度后,最后铣去两端的余量,使其符合长度、深度要求。此法主要适用于键槽长度尺寸较短、生产数量不多的轴上键槽的铣削 |
|
|
扩刀铣削法 |
先用直径比槽宽尺寸略小的铣刀分层往复地粗铣至槽深,留余量0.1 ~0.3mm,槽长两端各留余量0.2 -0. 5mm,再用符合键槽宽度尺寸的键槽铣刀进行精铣 |

|
|
装夹轴类工件,不但要保证工件在加工中稳定可靠,还要保证工件的轴线位置不变,保证键槽的中心平面通过其轴线。常用的工件装夹方法有用机用平口钳装夹、用V形块装夹、在工作台上直接装夹及用分度头定中心装夹等,具体方法见表
|
类型 |
装夹方法 |
装夹示意图 |
|
用机用平口钳装夹工件 |
此方法装夹简便、稳固,但当工件直径发生变化时,工件轴线在左右(水平位置)和上下方向都会产生移动。在采用定距切削时,会影响键槽的深度尺寸和对称度。此法常用于单件生产。若想成批地在机用平口钳上装夹工件铣键槽.则必须是直径公差很小的、经过精加工的工件。在机用平口错上装夹工件铁键槽时,需要找正钳体的定位基准,以保证工件的轴线与工作台纵向进给方向平行,同时也与工作台面平行 |
|
|
用V形块装夹工件 |
把轴类工件置于v形块内.并用压板进行紧間的装夹方法,是铁削轴上键槽常用的、比较精确的定位方法之一。在V形块上,当一批工件的直径因加工误差而发生变化时,工件的轴线只能沿v形块的角平分面上下移动变化。这虽然会影响键槽的深度尺寸.但能保证其对称度不发生变化,且槽的深度变化量一般不会超过槽深的尺寸公差。因此此法适宜于大批量加工 |
|
|
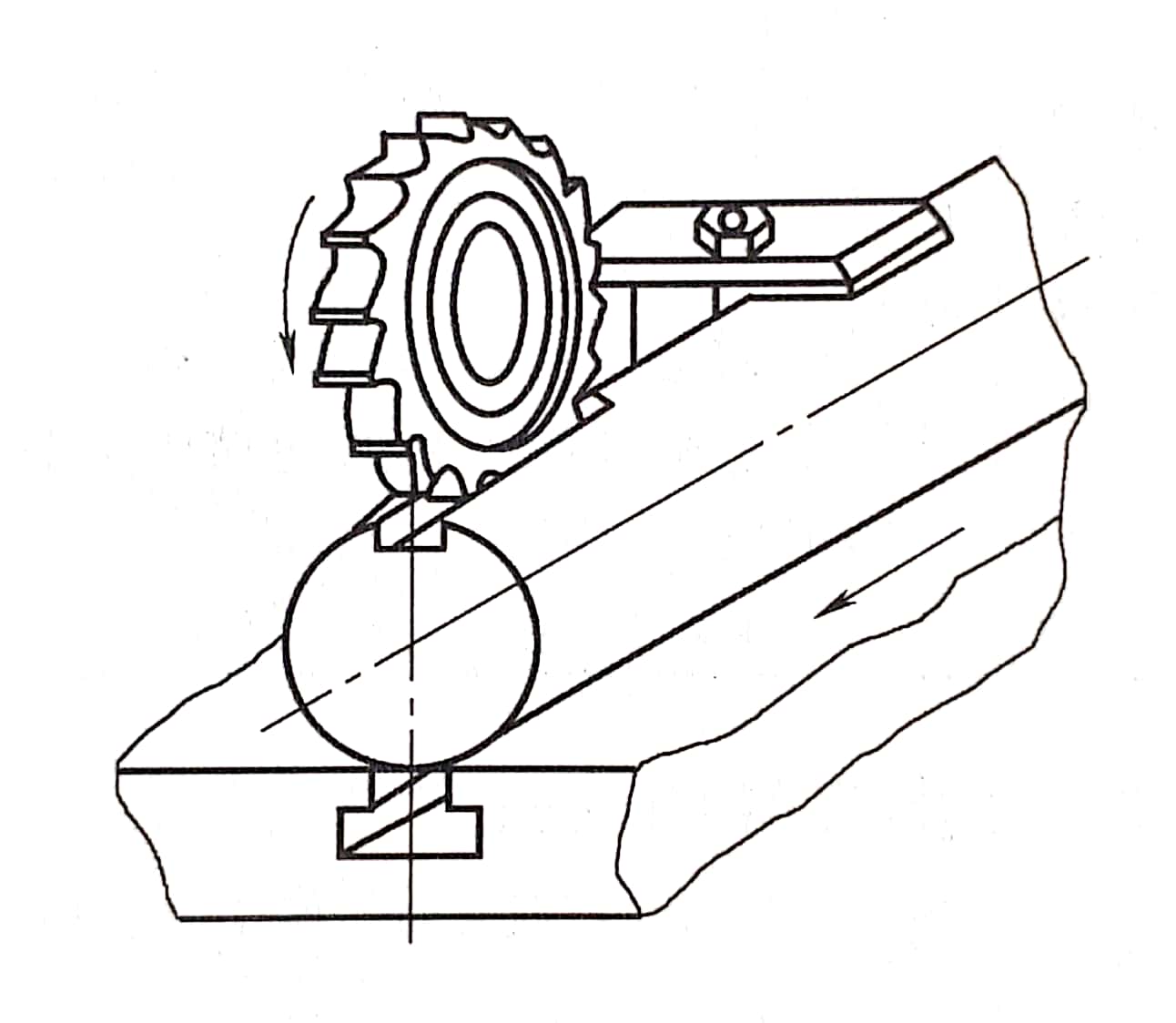
在工作台上直接装夹工件 |
直径20~-60 mm的长轴工件,可将其直接放在工作台中间的T形槽上,用压板夹紧后快削轴上的健槽。此时,T形槽槽口的倒角斜面起着V形槽的定位作用,因此只要工件圆柱面与槽口倒角斜面相切即可 |
|
|
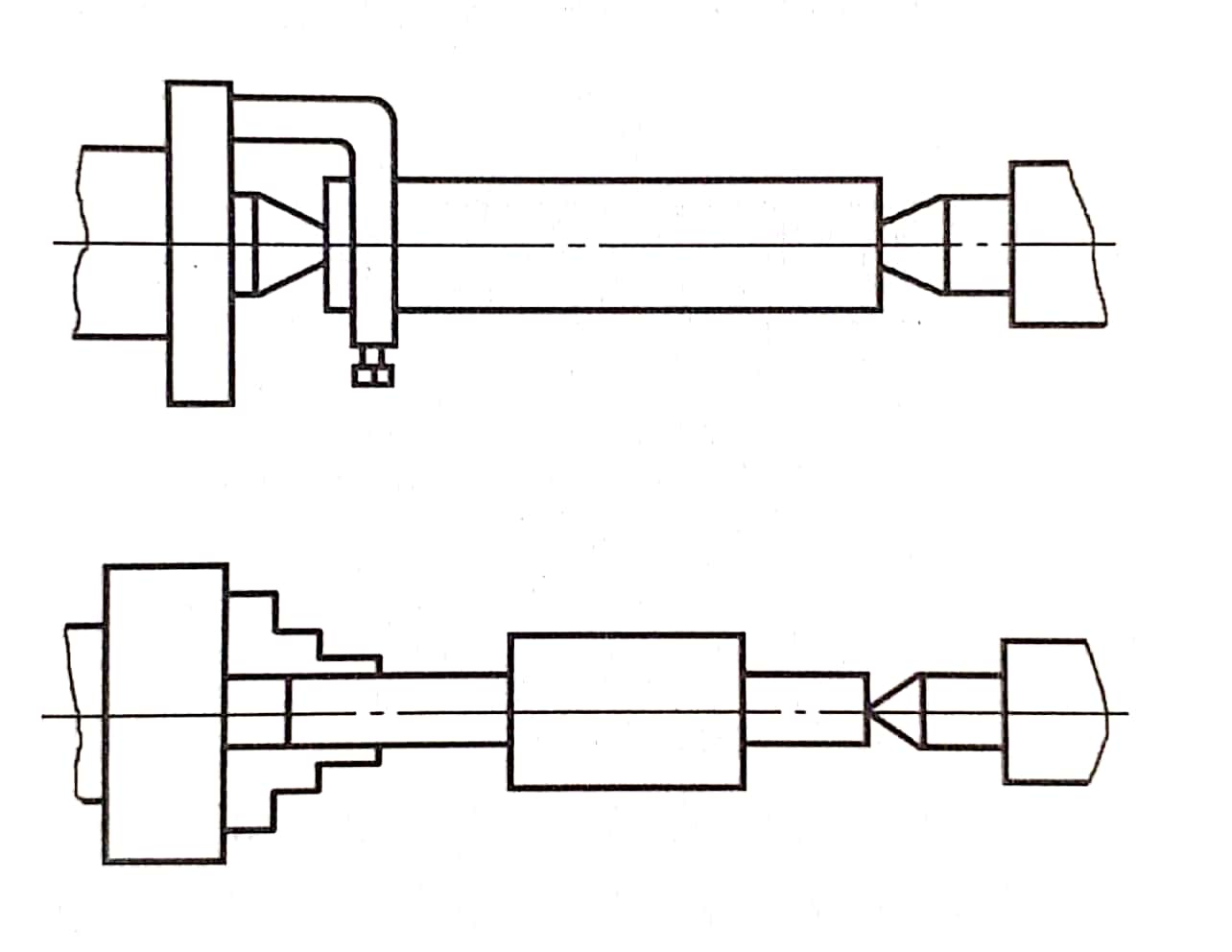
用分度头定中心装夹工件 |
用分度头主轴与尾座的两顶尖或用自定心卡盘和尾座顶尖的一夹一顶方法装夹工件。安装分度头和尾座时,要用标准检验棒进行找正。采用两顶尖或一夹一顶的方法进行安装,用百分表找正检验棒的上表面素线与工作台台面平行。其侧面素线与工作台纵向进给方向平行。这种装夹方法使工件轴线位置不受其直径变化的影响,因此铣出轴上键槽的对称性也不受工件直径变化的影响。使用之前,要用标准心轴找正上素线和侧素线,保证标准心轴的上素线与工作台面平行,侧索线与纵向进给方向累行 |
|
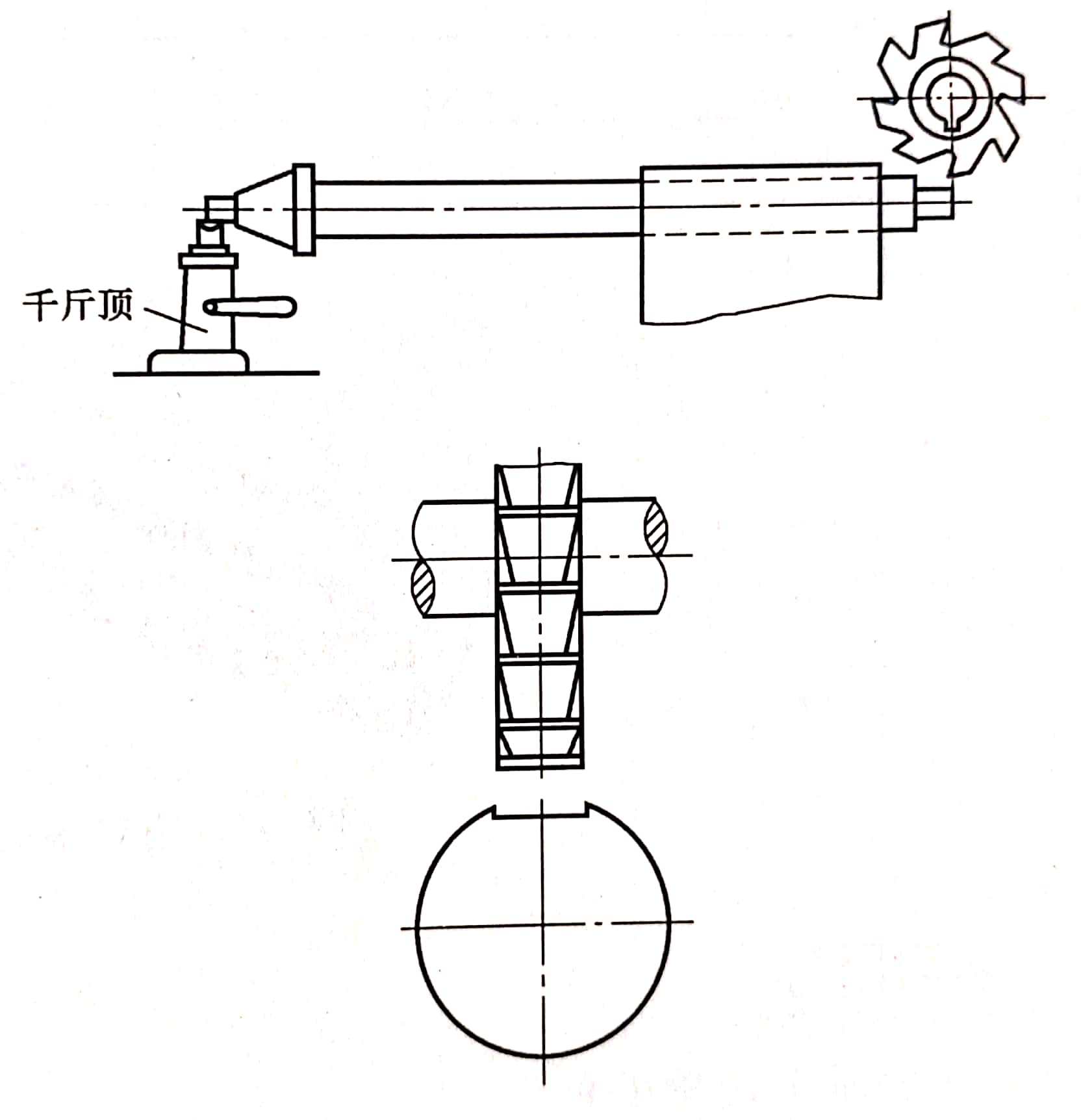
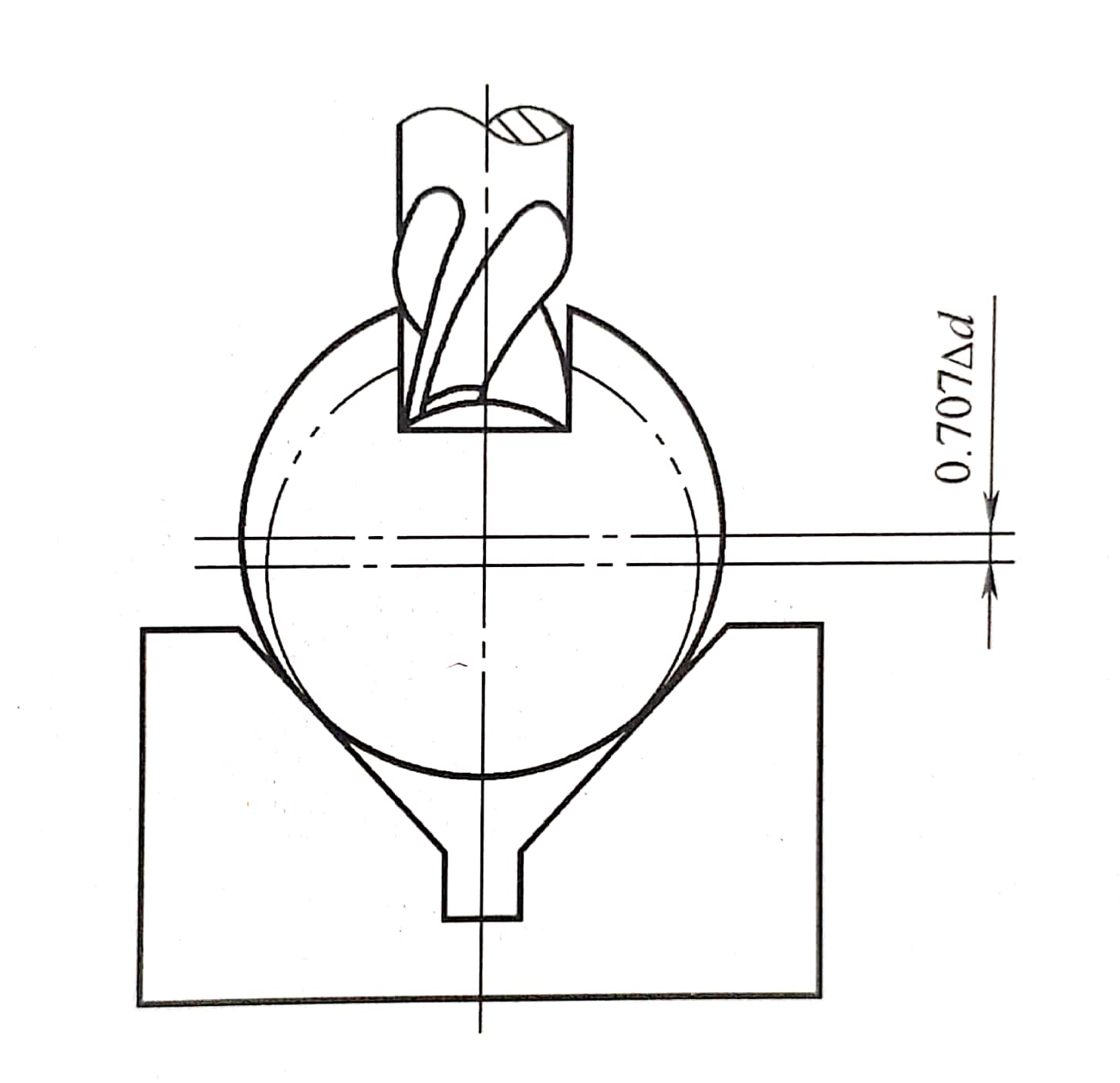
除表所列外,对于长轴类工件铣削轴上键槽时,为了避免铣削力导致工件产生的振动和弯曲,应在被加工轴的切削位置下方用千斤顶支撑,如图1所示。另外,为了进一步校准对中心是否准确,在铣刀开始切削到工件时,手动缓慢移动工作台进行进给,注意不要浇注切削液,并且要仔细观察。如果轴的一侧先出现阶台,则说明铣刀未对准中心,此时应将工件出现阶台的一侧向铣刀方向进行横向微调,直至轴两侧同时出现等高的小阶台(即铣刀对准中心)为止,如图2所示。
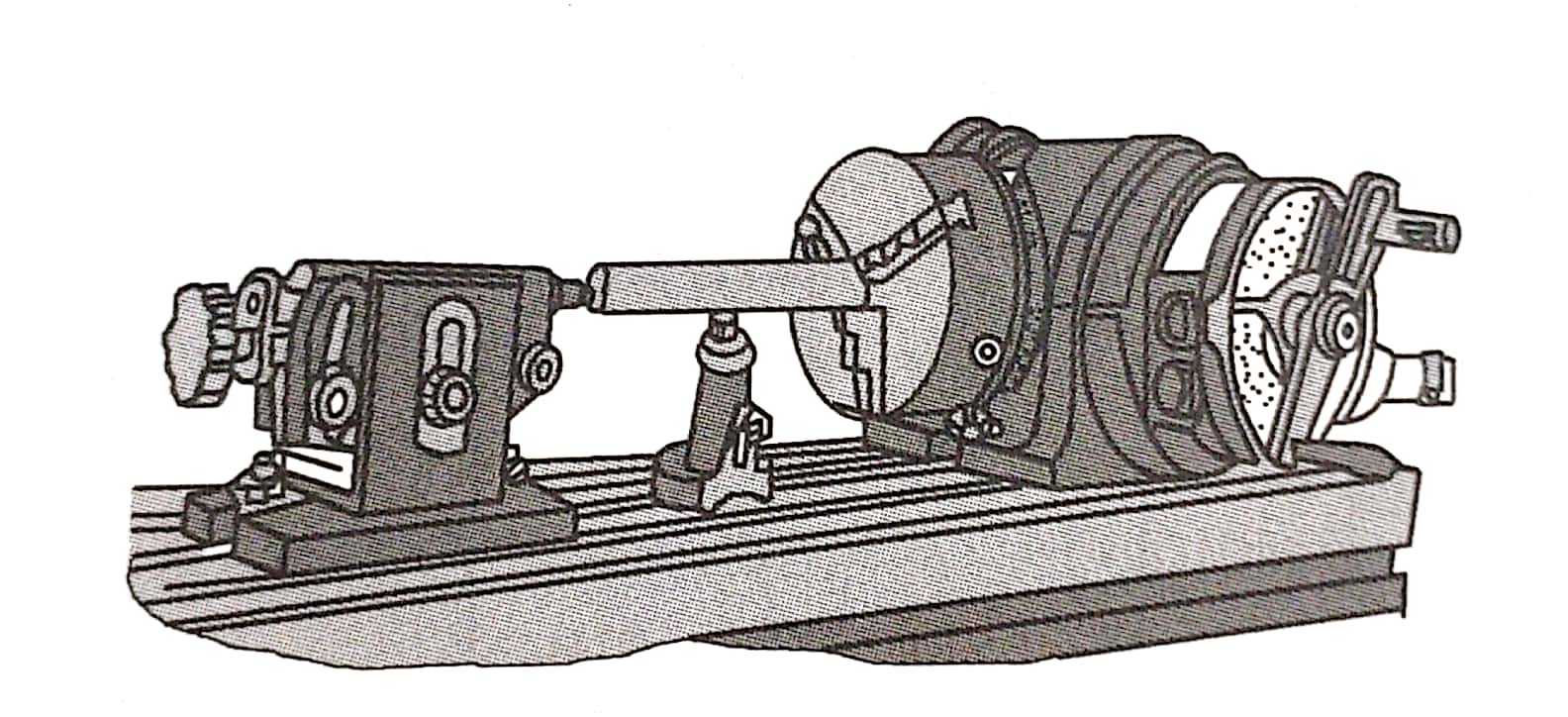
图1 铣削轴上键槽时防止工件产
生振动和夸曲的装夹方法
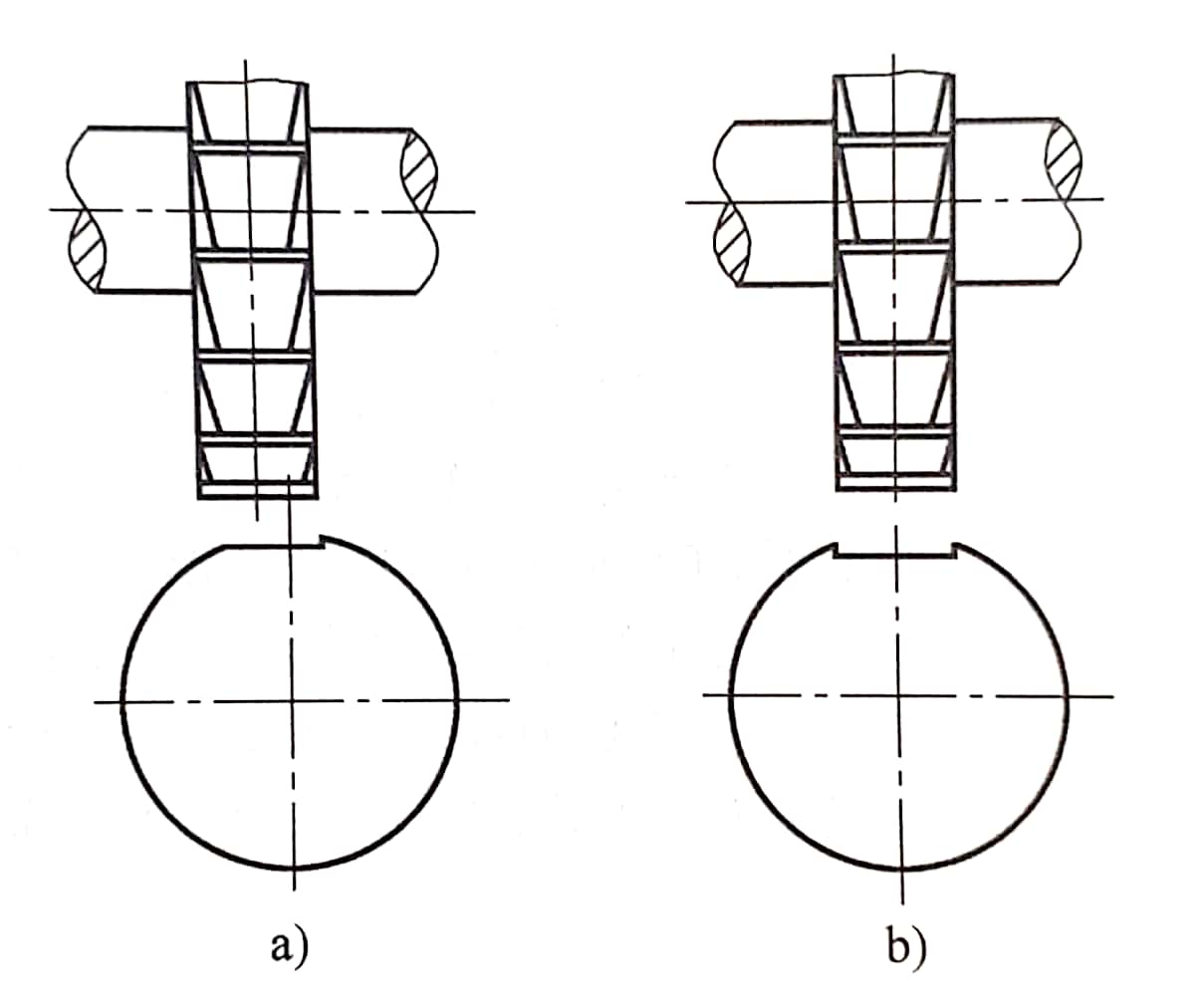
图2 试统对中心
a)对工件进行微量调整b) 铁成等高小台阶
知识点词条:铣削轴上键槽