

夹紧是工件装夹过程中的重要组成部分。工件定位后必须通过一定的机构产生夹紧力,把工件夹紧在定位元件上,使其在加工中受到切削力、重力、离心力、惯性力等外力的作用,保证工件定位时正确位置不变,以保证加工精度和安全操作。这种产生夹紧力的机构称为夹紧装置。
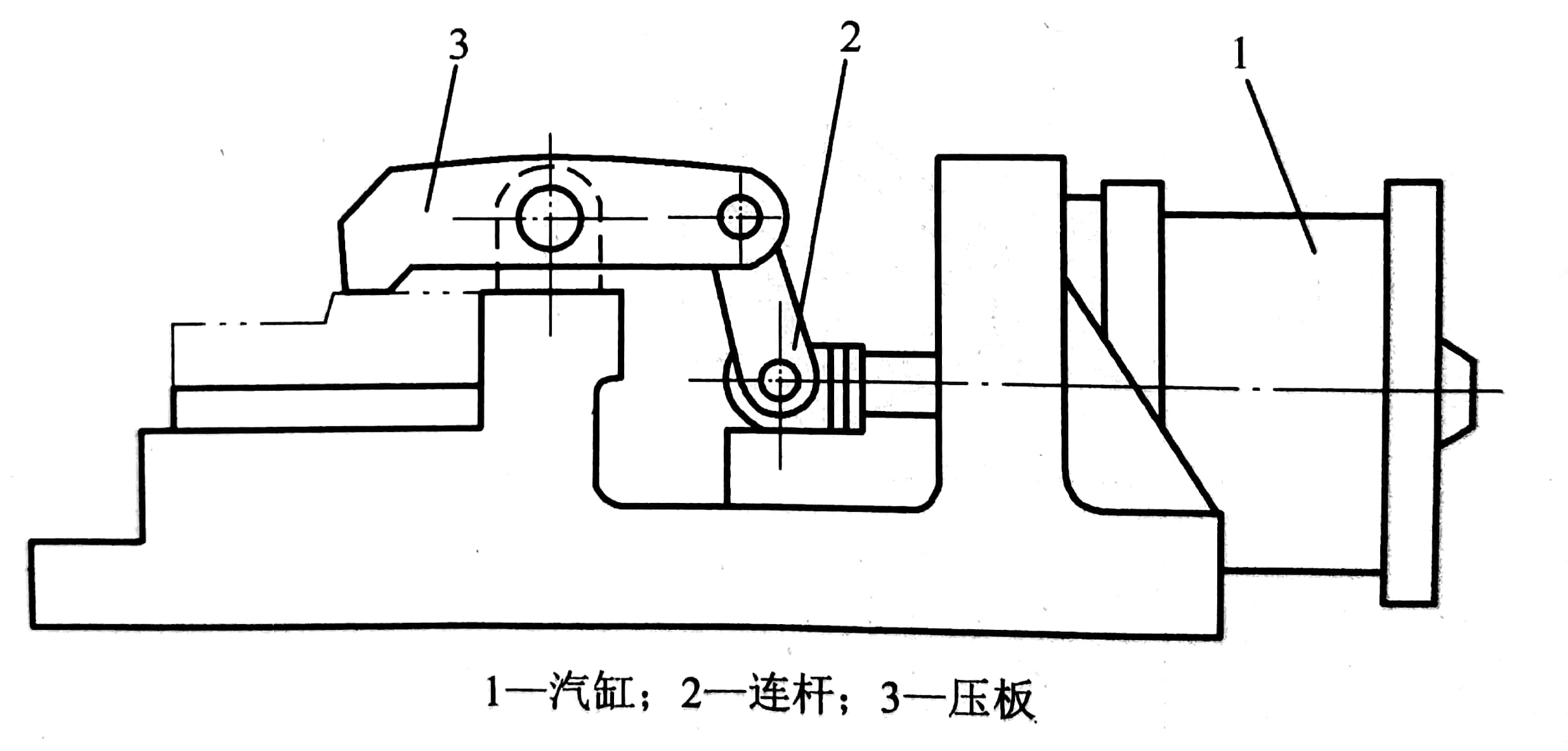
图20 夹紧装置组成示意图
(1)力源部分。常见的力源有气动、液动、电动等。
(2)传动元件。在传动过程中,它能够改变作用力的方向和大小,起增力作用。
(3)夹紧元件。用来夹紧工件,还能使夹紧实现自锁,使力源提供的原始力消失后仍能可靠地夹紧工件。
(1)夹紧力应朝向主要定位基准。如图21(a)所示,被加工孔与A面有垂直度要求,因此以A面为主要定位基面,夹紧力厅的方向应朝向A面。如果F的方向朝向B面,由于工件A面与B面的夹角误差,夹紧时工件的定位位置会被破坏,如图21(b)所示,影响孔与A面的垂直度要求。
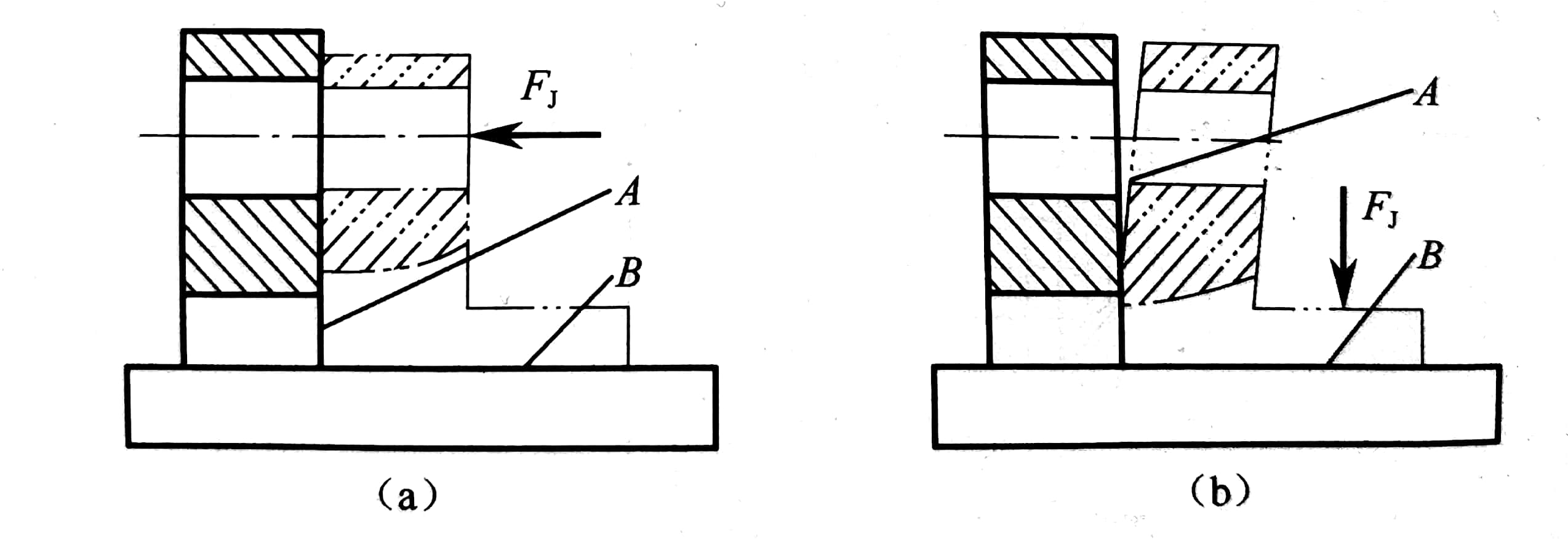
图21 夹紧力方向示意图
(2)夹紧力的作用点应落在定位元件的支承范围内,并靠近支承元件的几何中心,否则会导致工件的倾斜和移动,如图22所示,正确的位置应是图中虚线箭头所示位置。
(3)夹紧力的方向有利于减小夹紧力。如图1-23所示钻削A孔时,夹紧力与轴向切削力、工件重力方向相同,加工过程所需的夹紧力为最小。
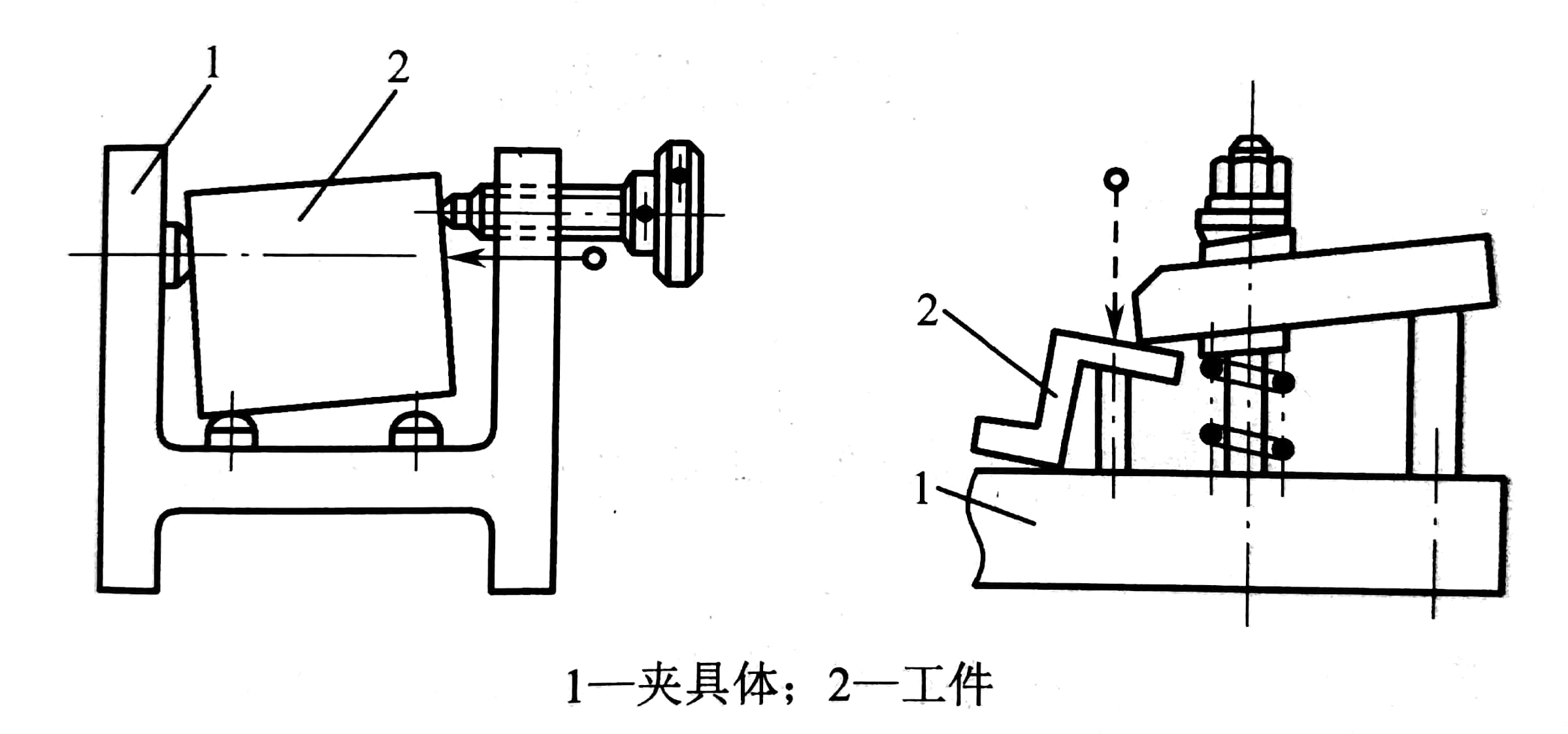
图22 夹紧力作用点示意图
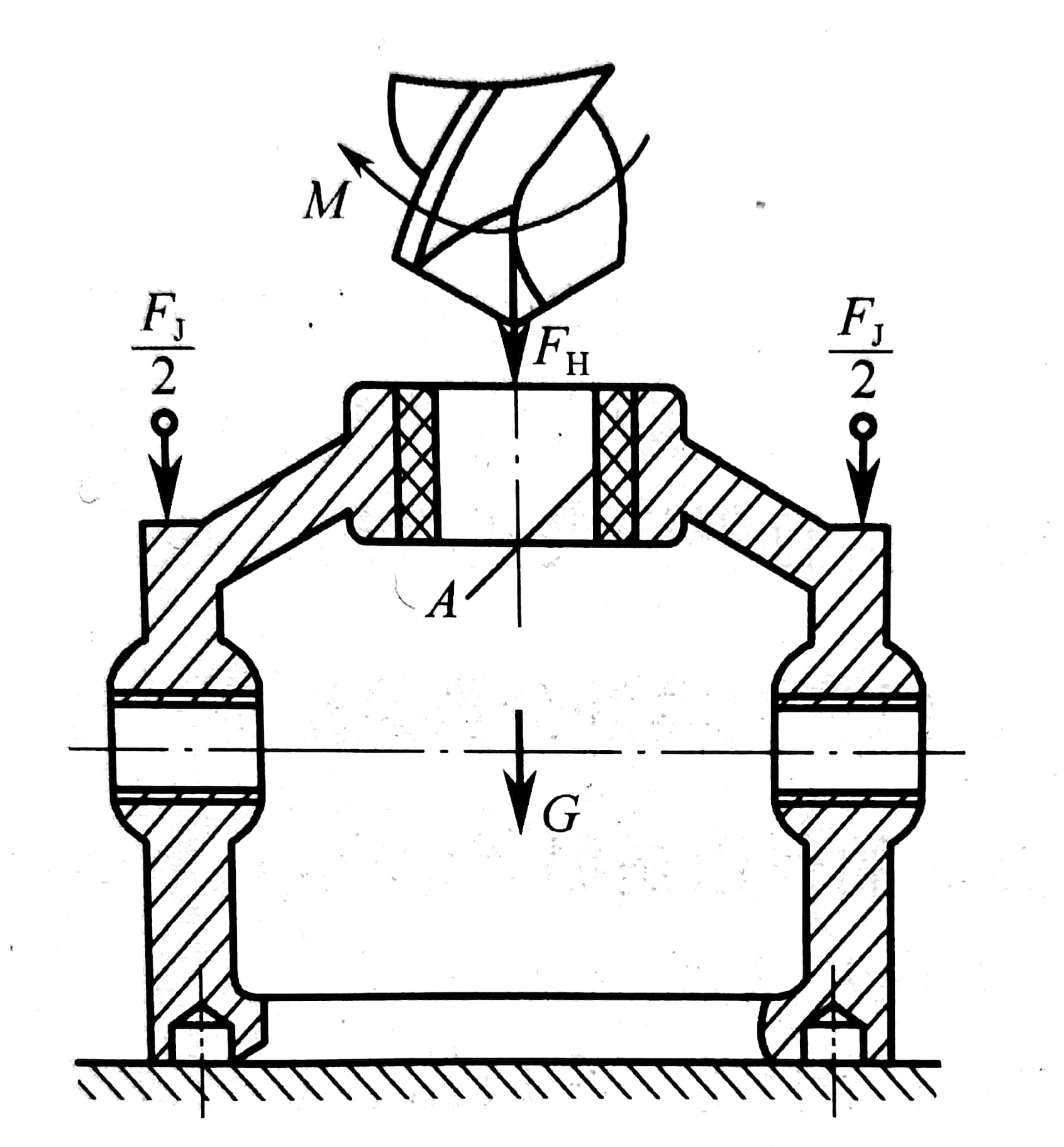
图23 有利于减小夹紧力示意图
(4)夹紧力的方向和作用点应施加于I件刚性较好的方向和部位。如图24(a) 所示,薄壁套筒轴向刚性比径向好,应沿轴向施加夹紧力:图24(b)所示薄壁箱体夹紧时,应作用于刚性较好的凸边上:若没有凸边,可将单点夹紧改为三点夹紧,如图24(C)所示。

图24 夹紧力与工件刚性
数控加工的特点对夹具提出了两个基本要求:一是要保证夹 具的坐标方向与机床的坐标方向相对固定:二是要协调工件和机床坐标系的尺寸关系。除此之外,还要考虑以下几点:
(1)单件小批量生产时,应尽量采用组合夹具、可调夹具及其他通用夹具,
(2)成批生产时,考虑采用组合夹具,夹具元件可多次重复使用。
(3)大批量生产时,考虑采用专用夹具,自动夹紧。
(4)工件的装卸要迅速、方便、可靠。
(5)为保证数控加工的精度,要求夹具定位精度高。
(6)夹具要敞开,其定位、夹紧机构元件不能影响加工时刀具的进给。
知识点词条:工件的夹紧

