

高速铣削可以大幅度提高加工效率,也对加工环境提出了更高的要求。除了主轴和进给系统要适合高速加工外,还必须对刀具系统提出更高的要求。下面就高速加工对工具系统的要求做一简单分析。
高速加工要求确保高速下主轴与刀具的联结状态不能发生变化。但是,高速主轴的前端作孔由于离心力的作用会膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,而标准的7:2实心刀柄尺寸不变,因此标准锥度联结的刚度会下降,在拉杆拉力的作用下,刀具的轴向位真会发生改变,如下图所示。主轴的膨胀还会引起刀县及夹紧机构质心的偏离,从而影响王轴的动平衡。要保证这种联结在高速下仍有可靠的轴向接触,需有很大的过盈量来抵消高速旋转时主轴辅端的膨胀。例如,标准40号锥孔初始过盈量为15-~20μm,再加上消除锥度配合公差带的过盈量(锥度公差带达13μm),因此这个过盈量很大。这样大的过盈量需拉杆产生很大的拉力,拉杆产生这样大的拉力般很难实现,对换刀也非常不利,还会使主抽端部彭胀,对主轴前轴承有不良影响。
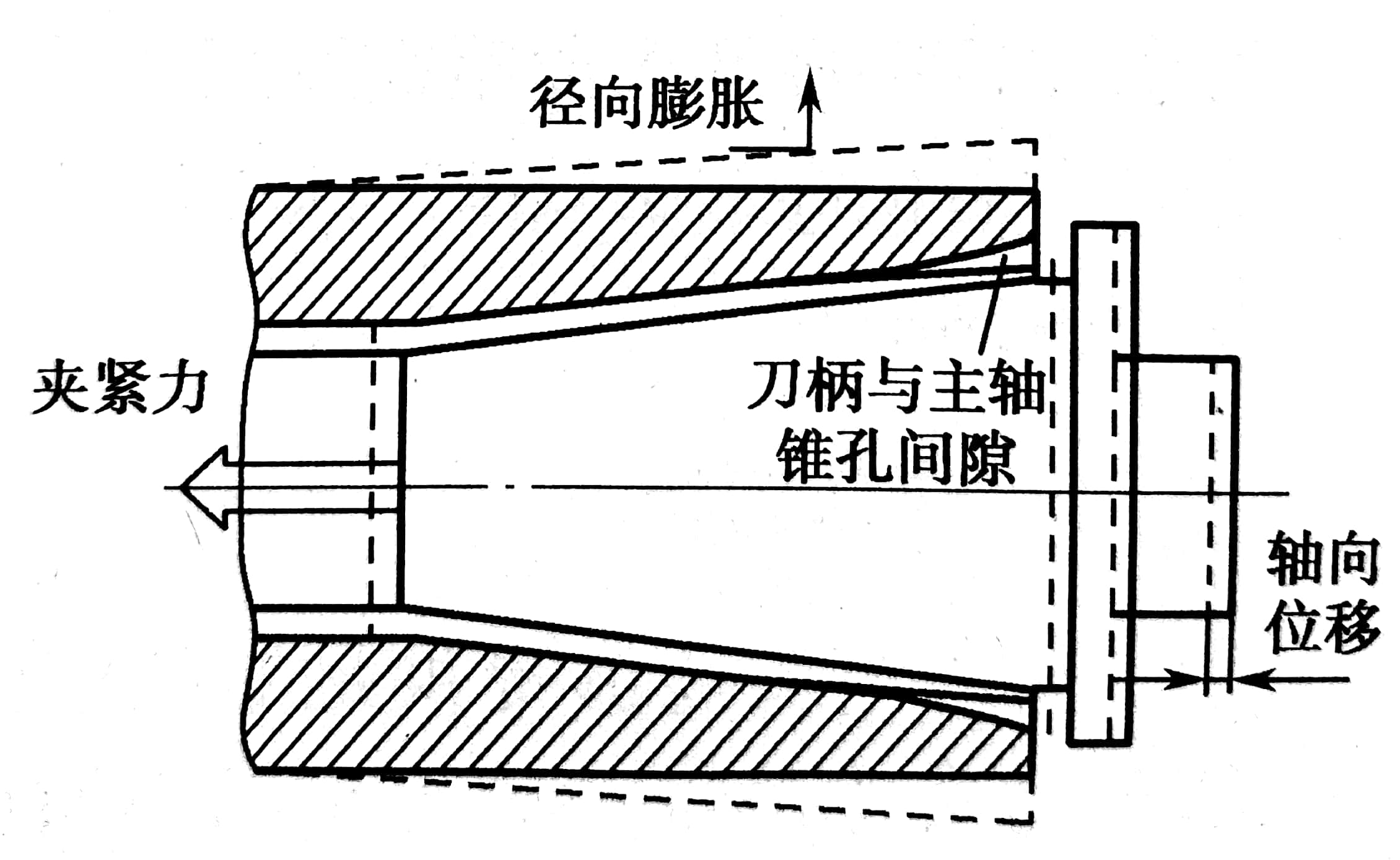
在高速离心力作用下主轴膨胀
HSK(德文Hohlschafkegel缩写)刀柄是德国阿亨(Aachen)工业大学机床研究所在20世纪90年代初开发的一种双面夹紧刀柄,这种结构是专为高速机床主轴开发的一种刀轴联结结构,已被DIN标准化。HSK短锥刀柄采用1: 10的锥度,锥柄部分采用薄壁结构,锥度配合的过盈量较小,对刀柄和主轴端部关键尺寸的公差要求特别严格。由于短锥严格的公差和具有弹性的薄壁,在拉杆轴向拉力的作用下,短锥有一定的收缩,所以刀柄的短谁和端面很容易与主轴相应结合面紧密接触,具有很高的联结精度和刚度。当主轴高速旋转时,尽管主轴端会产生扩张,但短锥的收缩得到部分伸张,仍能与主轴锥孔保持良好的接触,主轴转速对联结刚度影响小。拉杆通过楔形结构对刀柄施加轴向力,如下图所示。
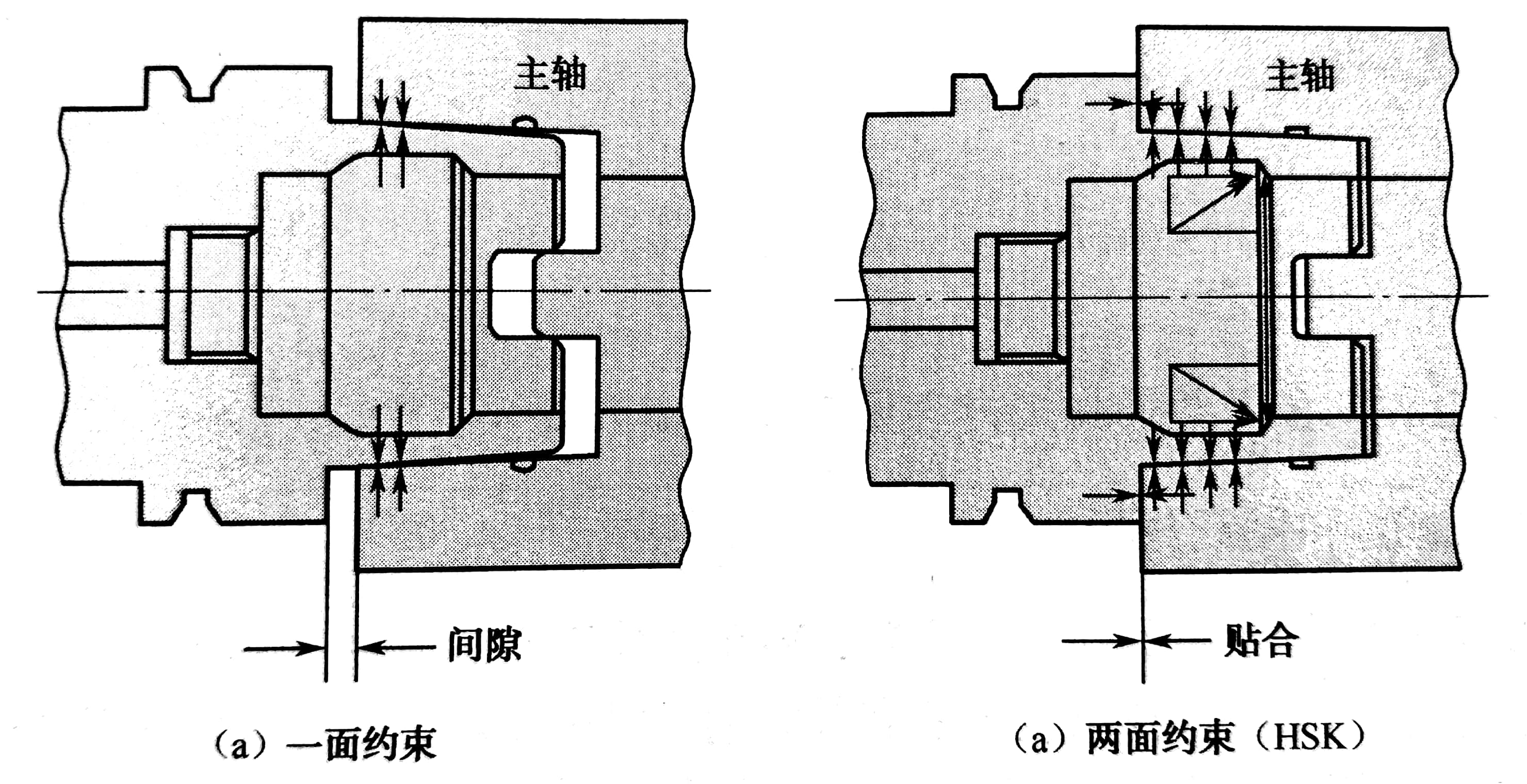
刀柄和主轴约束方式
HSK的缺点:它与现在的主轴端面结构和刀柄不兼容:制造精度要求较高,结构复杂,成本较高(价格尼普通标准7:24刀柄的1.5~2倍):另外,解决高速刀具刀柄材料的问题也十分紧迫,如果刀柄材料热交形较大,会使刀柄装配精度低,造成不易装卸等问题。
2.热装刀柄
热装刀柄工具系统的装夹原理是用感应加热等方法将刀柄加热,当温度达到315~425℃时,使负公差的刀柄内径充分扩大到刀具柄部能插入的程度,将刀具柄部插入内孔,然后冷却刀柄,靠刀柄冷却收缩以很大的夹紧力同心夹紧刀具。
热装(热压配合)刀具具有径向跳动小、夹紧力大且稳定可靠、刚性好等优点,非常适合高精切削加工。使用热装刀具可获得高精度和表面粗糙度优良的产品,可延长刀具的使用寿命,显著提高加工效率,深受用户欢迎。但是,热装刀具要求使用专用装置。
油压夹头能够提供足够的刚性和动平衡,并能使刀具柄部与夹头的轴心成一直线。油压夹头的特点是,其内有较薄的套,此套在油压作用下传递压力并能实现刀具夹紧,如下图所示。带薄壁内套的油压夹头用于夹持焊接刀具有时会发生破损的情况,油压夹具只能夹持因柄刀具,不适合夹持非圆柄刀具。
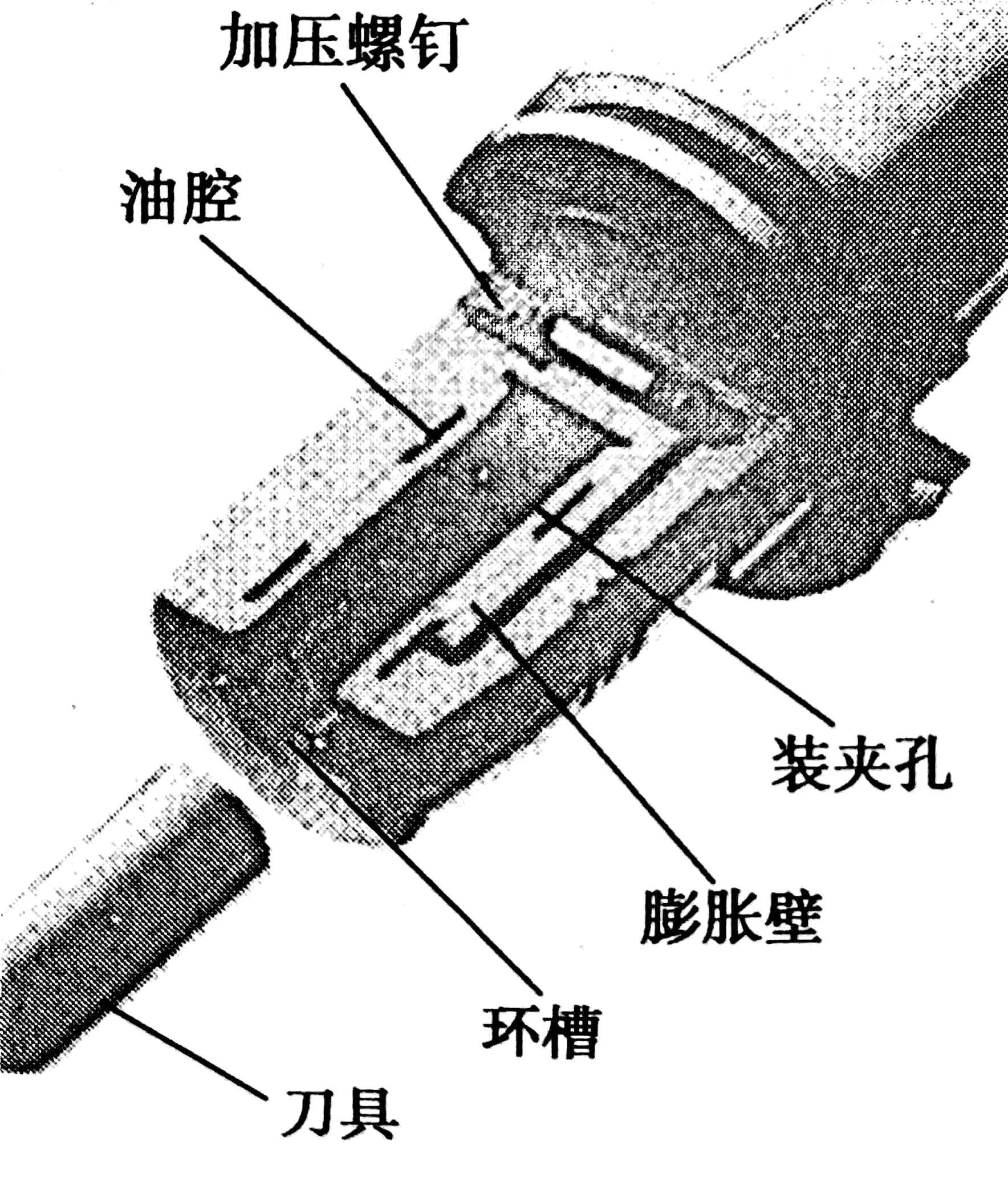
液压刀柄
知识点词条:高速铣削及其工具系统

