

在数控加工生产实践中,常用的对刀方法有找正法对刀、机外对刀仪对刀和自动对刀三大类。
找正法对刀是采用通用量具通过直接或间接的方法来找到刀具相对工件的正确位置。实践中具体方法有多种
(1)用量具(如游标卡尺等)直接测量刀具与工件定位基准之间的尺寸,确定刀具相对工件的位置,这种方法简单易行,但对刀精度较低。
(2)首先把刀具刀位点与夹具定位元件的工作面(工件定位基准)对齐,然后移开刀具至对刀尺寸,其对刀精度直接取决于刀位点与工件定位基准对齐的精度。
(3)将工件加工面先试切一刀,测出工件尺寸,间接算出对刀尺寸,然后将刀具移至对刀尺寸位置,这种方法对刀精度相对较高。
(4)多把刀具对刀时只对基准刀具,然后测出其余刀具的刀位点与基准刀具之间的偏差并作为该刀具的刀补值,其余刀具不需对刀。找正法对刀效率低,对刀精度受人为因素的影响较大,但方法简单,不需要专用辅助设备,因此被广泛应用于低档数控机床的对刀。
机外对刀的本质是测量出刀具假想刀尖点到刀具台基准之间X及Z方向的距离。利用机外对刀仪可将刀具预先在机床外校对好,以便装上机床后将对刀长度输入相应刀具补偿号即可以使用。这种方法需要专用的对刀仪,如图1所示,并且数控车床刀架配有专用的刀夹,成本较高,装卸刀具费力,但可提高对刀的效率和对刀的精度,一般用于高档数控机床的对刀。
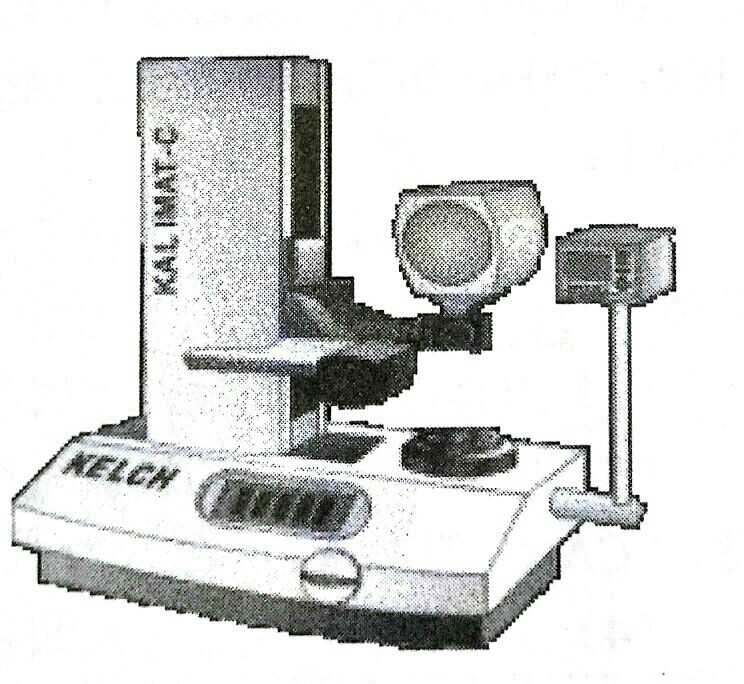
图1 机外对刀仪对刀
自动对刀是指利用CNC装置的刀具检测功能,自动精确地测出刀具各坐标方向的长度,自动修正刀具补偿值,并且不用停顿就能直接加工工件。这种方法对刀精度和效率非常高,但需自动对刀系统,并且CNC装置应具有刀具自动检测辅助功能,成本高,一般只用于高档数控机床的对刀。
知识点词条:对刀方法

