

机械原点是数控机床上一个固定的点,不同类型的车床其机械原点的位置不尽相同。卧式车床的机械原点常设置在主轴回转中心与卡盘后端面的交点,如图1中的O点。
机床坐标系是以机床机械原点为坐标原点建立起来的X—Z笛卡儿直角坐标系,如图1所示为数控车床坐标系,以工件径向为X轴方向,纵向为Z轴方向。规定刀具远离工件的方向为各轴的正向,机床坐标系是机床安装、调整的基础,也是设置工件坐标系的依据。机床坐标系在出厂前已由机床制造厂调整好,一般不允许用户随意调整。
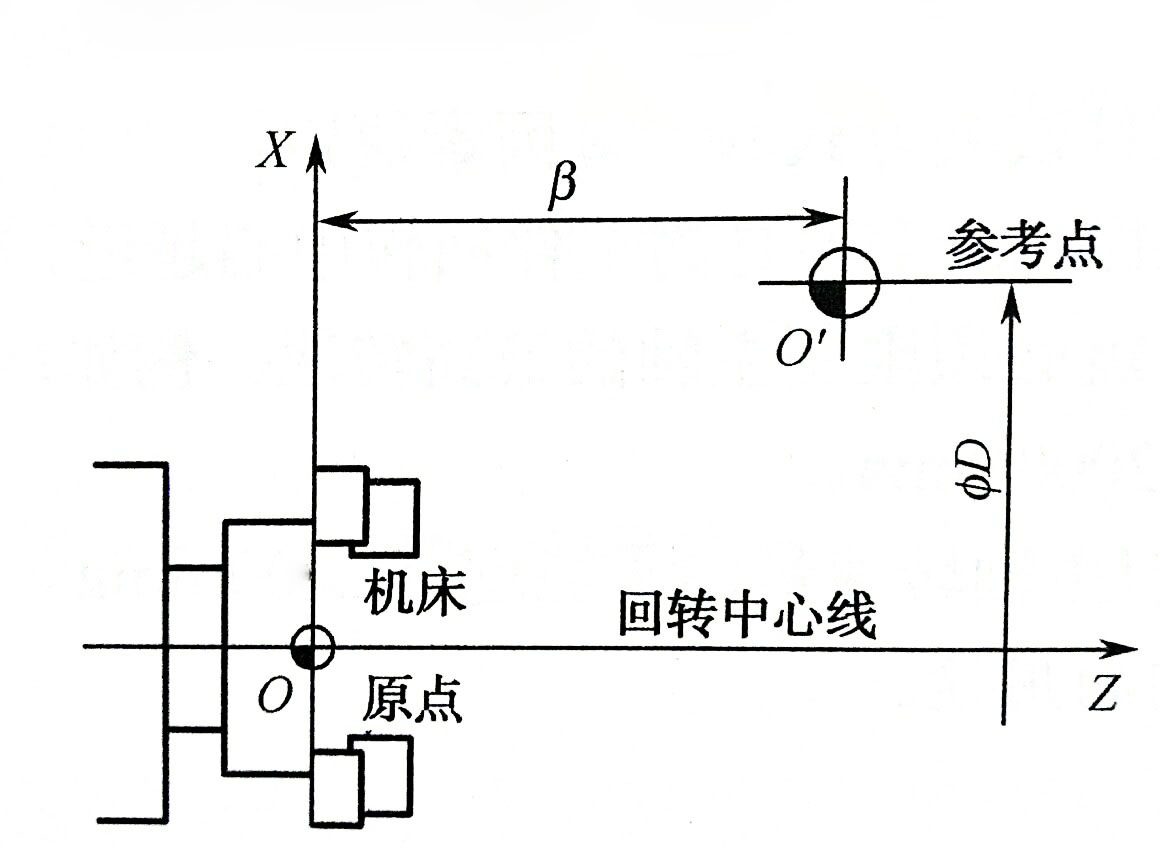
图1 数控车床坐标系
数控车床的刀架一般不能移动到机床原点上,一般在车床上设置一个参考点,使该点与机床原点有一个固定不变的值,机床上电后的第一个操作是回参考点,回参考点后系统建立机床坐标系,此时的坐标原点为机械原点。
工件坐标系也称编程坐标系,是以工件(或夹具)上的某一个点为坐标原点(也称工件原点)建立起来的X—Z笛卡儿直角坐标系。为计算方便、简化编程,通常是把工件坐标系的原点选在工件的回转轴线上,具体位置可考虑设置在工件的左端面或右端面上,尽量使编程基准与设计、安装基准重合,如图2所示。
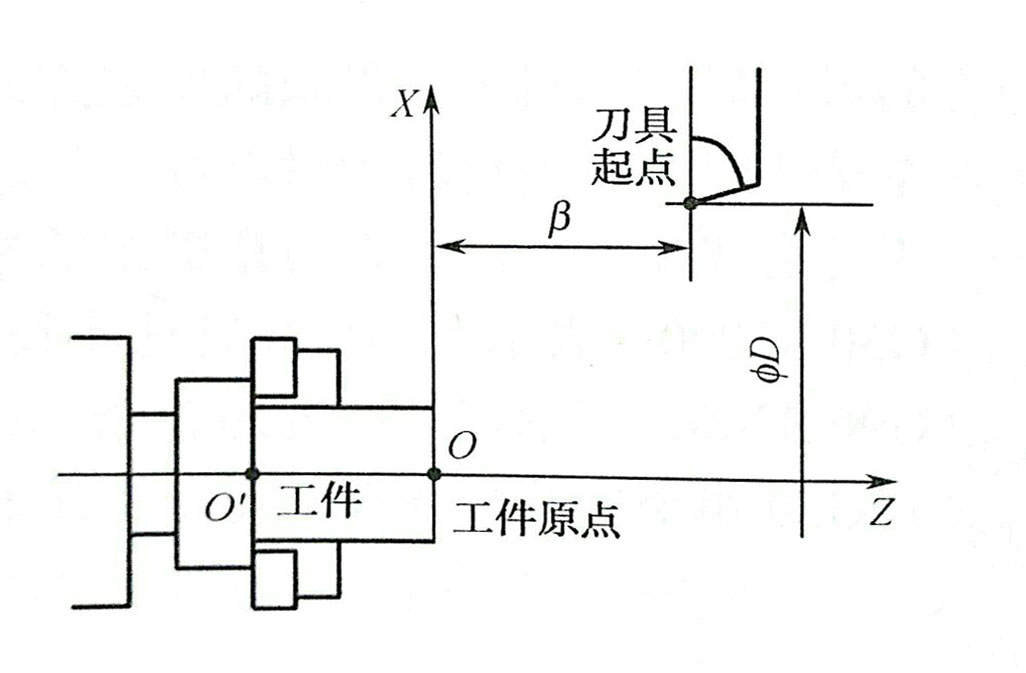
图2 数控车床工件坐标系
在图2中,若刀具起点相对工件坐标系的坐标值为(α,β),则工件坐标系可用G50设定。
格式:G50 Xα Zβ;
G50指令不会使机床产生运动,只是以刀具的当前位置作为指令中的坐标位置,实际上确定的是坐标原点。
如果在一个零件上设置几个坐标系,可以使用坐标系偏置。坐标系偏置命令为G54~G90。
格式:G54 G00 X α Z β;
α和β值为刀具在偏置后的坐标系中的坐标值。使用该方法时要先将偏置后的坐标原点与机床原点的差值输入G54的参数中。
使用G54~G59指令使机床产生运动,运动的终点是偏置后的坐标原点与指令中的α和β值的代数和,如果在加工过程中突然停电,上电后重新回参考点,然后可以直接运行程序而使用G50定义坐标系时,要先将刀具调整至指令给出的坐标位置,然后再运行程序。如果加工过程中停电,上电后必须重新调整刀具位置才能执行加工程序,从这点看G5~G59比G50方便。
知识点词条:坐标系设定

