

当材料轴向切除量比径向长时,使用G90轴向循环车削指令;当材料径向切除量比轴向长时,使用G94径向循环车削指令;而G92是用于切削螺纹的循环指令。使用循环切削指令,刀具必须先定位至循环起点,再下循环切削指令,且完成一循环切削后,刀具仍回到此循环起点,循环切削指管为模态码。
1)轴向车削循环(G90)
(1)圆柱面切削循环的指令格式。
G90 X(U)_ Z(W)_F_;
其中,X、Z指令后的数值——切削终点的绝对坐标;
U、W指令后的数值——切削终点的增量坐标;
F指令后的数值——进给速度。
如图1所示,图中R表示快速进给,F为按指定速度进给,单程序段加工时,执行一次循环可执行1、2、3、4的轨迹操作。
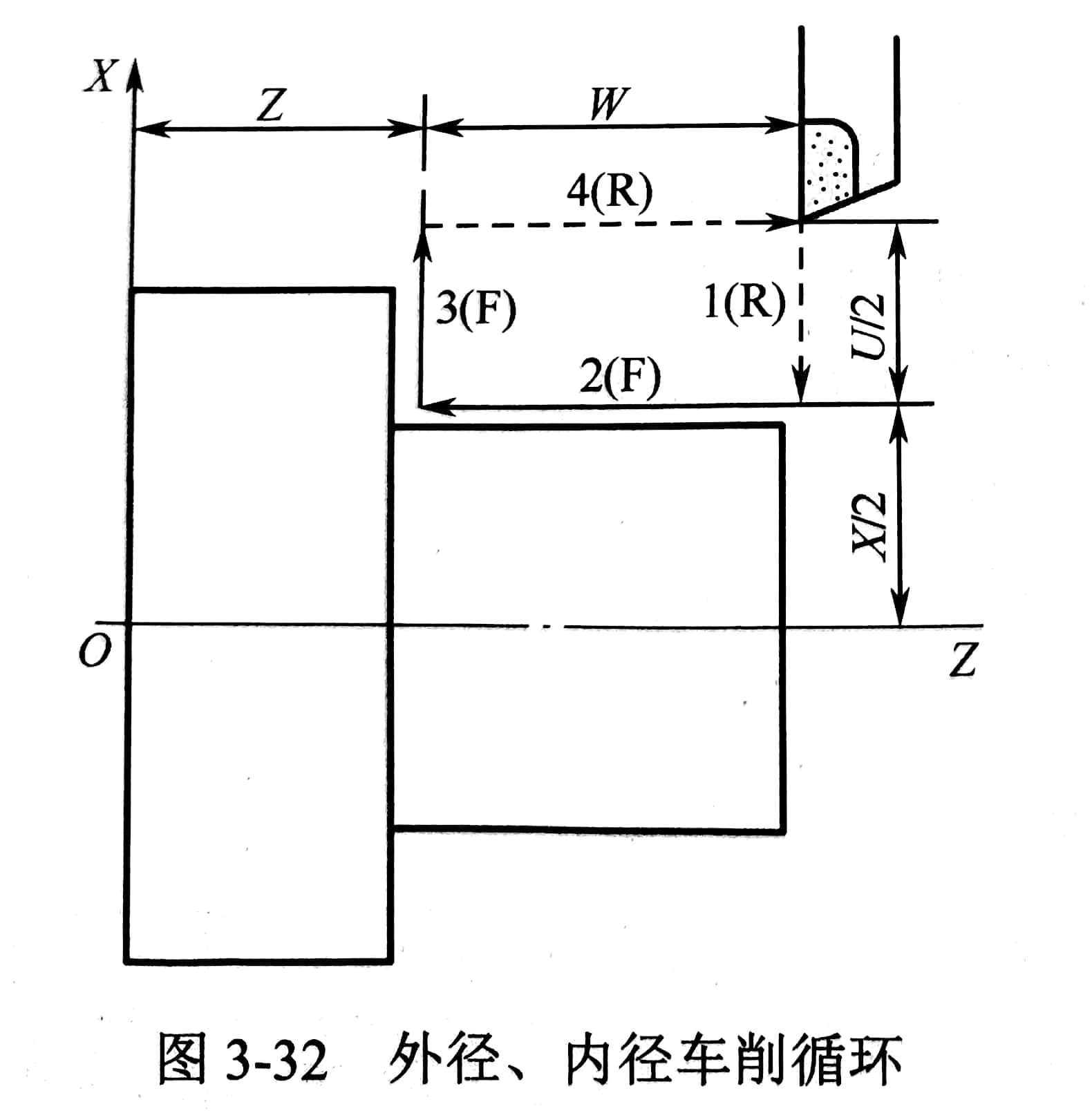
图1–内外径车削循环
(2)圆锥面切削循环的指令格式。
G90 X(U) _Z(W)_R_F_;
其中,X、Z、U、W、F指令后的数值——意义同圆柱面切削循环;
R指令后的数值——切削起点与切削终点的半径差值。
如图2所示为圆锥面切削循环 。
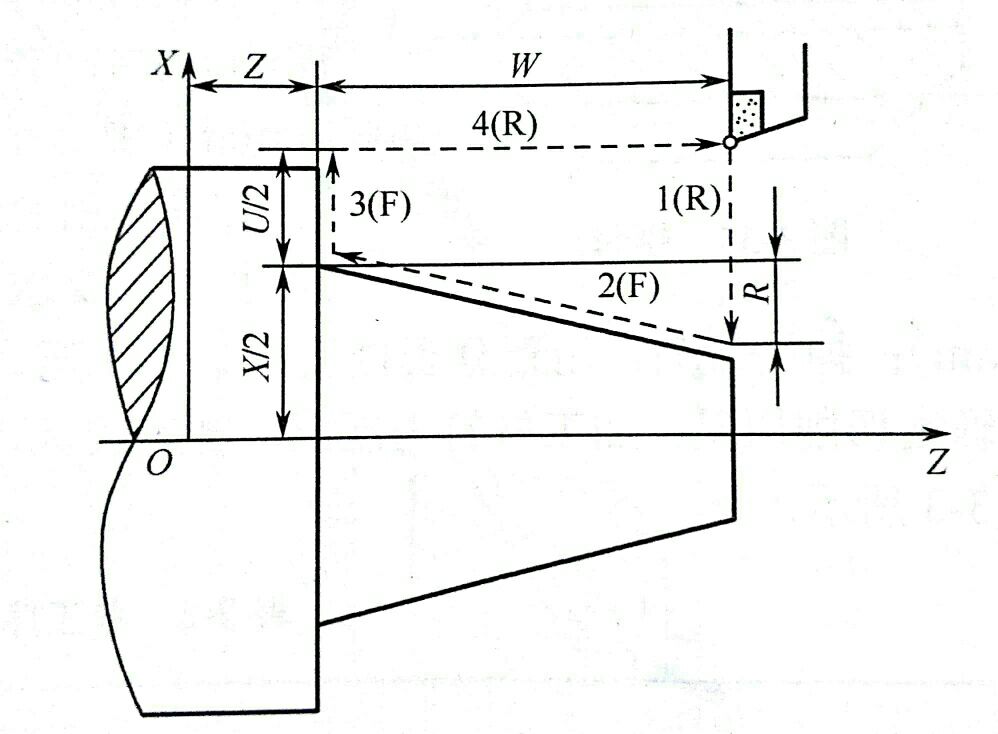
图2–圆锥面切削循环
2)螺纹车削循环(G92)
指令格式:G92 X(U) _Z(W) _R_F_;
其中,X、Z指令后的数值——切削终点的绝对坐标;
U、w指令后的数值——切削终点的增量坐标;
F指令后的数值——螺纹导程。
如图3(a)所示为圆锥螺纹切削循环图。刀具从循环起点A开始,按A-B-C-D=A路径进行自动循环,图中虚线表示刀具按R快速移动,实线表示按F指定的工作速度移动。X、Z为螺纹终点(C点)的坐标值,U、W为终点坐标的增量值,R为螺纹切削起点半径与切削终点半径的差值。当R=0时,为圆柱螺纹,此时将指令中的R省略。图3(b)为圆柱螺纹切削循环图。
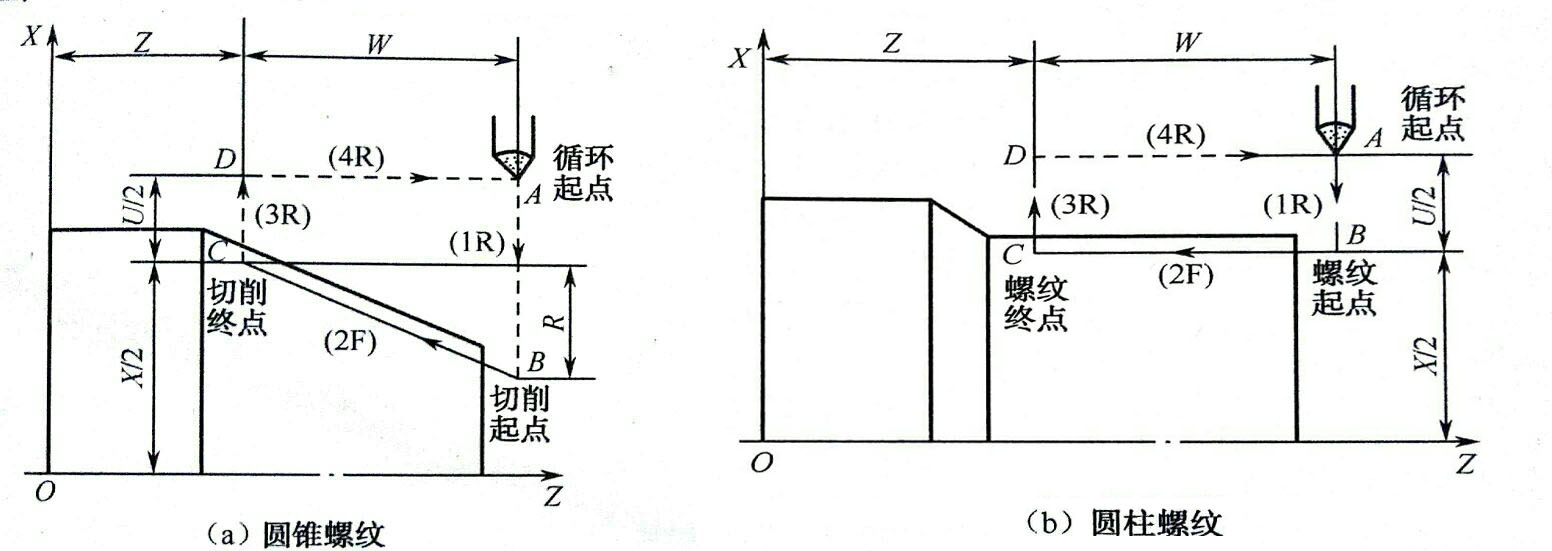
图3–螺纹切削循环
车削螺纹时,G32指令需要4个程序段才能完成一次螺纹切削循环;而G92指令则只需一个程序段便可完成一次螺纹切削循环,而且条理清晰。
知识点词条:单一固定循环(G90、G92)

