

G71和G72指令针对的工件毛坏为棒料,若工件毛坯是已成型的铸件或锻件,则应使用G73指令切削,若仍使用G71或G72指令,则会有多无效切削而浪费加工时间。
指令格式:
G73 U(△i)W(△k)R(d);
G73 P(ns)Q(nf)U(△u)W(△w)F(△f)S(△s)T(△t);
N(ns)......;
......S(s)F(f);
......
N(nf)......
指令中各项参数意义如下
△i——X轴方向退刀量,以半径值表示,该值是模态值;
△k——Z轴方向退刀量,该值是模态值;
d——粗切重复次数。
其余各项含义与G71相同,如下图所示为G73的刀具刀路。
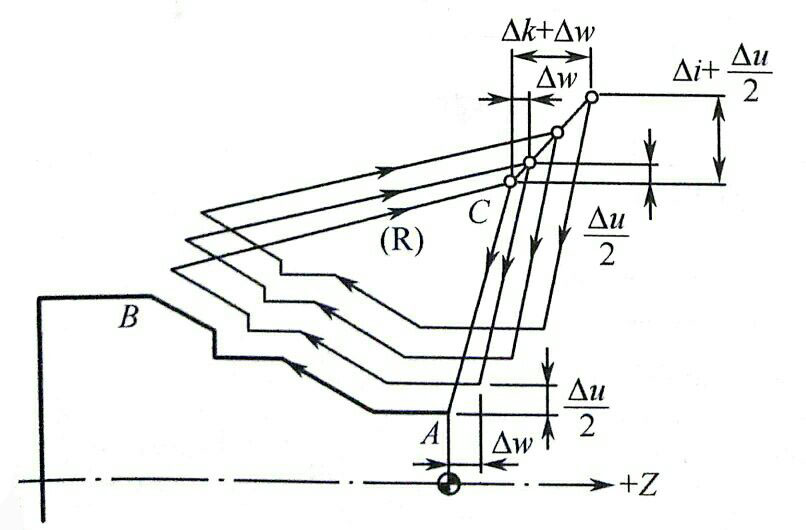
轮廓粗车复合循环G73路径
知识点词条:轮廓粗车复合循环指令(G73)

