

当材料轴向切除量比径向长时,使用G90轴向循环车削指令;当材料径向切除量比轴向长时,使用G94径向循环车削指令;而G92是用于切削螺纹的循环指令。使用循环切削指令,刀具必须先定位至循环起点,再下循环切削指令,且完成一循环切削后,刀具仍回到此循环起点,循环切削指管为模态码。
1)径向车削循环(G94)
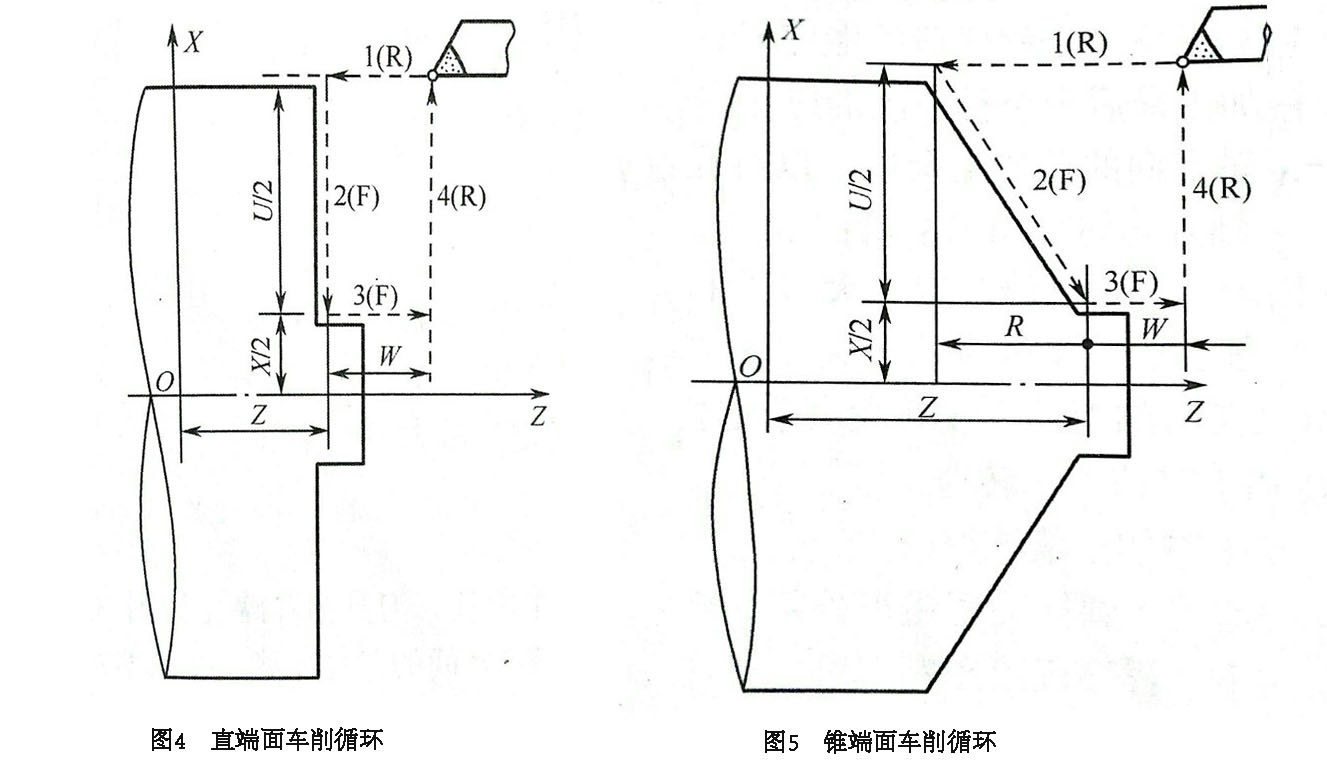
径向车削循环包括直端面车削循环和锥端面车削循环。
直端面车削循环指令格式(见图4):G94 X(U)_Z(W)_F_;
锥端面车削循环指令格式(见图5):G94 X(U)_Z(W)_R_F_;
各地址代码的用法同G90,其R值的正负判定为:刀具Z向往正向移动时,R<0;往负向移动时,R>0。图5中R<0。
知识点词条:径向车削循环(G94)

